一种移动式烟条自动拾取装置的制作方法
本技术涉及烟草打包设备的,具体地,涉及一种移动式烟条自动拾取装置。
背景技术:
1、卷烟生产设备将卷烟辅料加工为成品烟条后,由烟条输送带输送至下游烟条封箱机,烟条封箱机对烟条上的二维码进行识别、排序、校验、关联后封装入烟箱。烟条封箱机在日常生产作业中发生故障停机时,需要组织生产人员整理并收纳上游卷烟生产设备生产的烟条,进行人工手动识别、校验、关联二维码后手动放入烟箱,导致生产人员工作量大以及烟条与烟箱关联错位的质量问题,造成企业生产成本增加。
技术实现思路
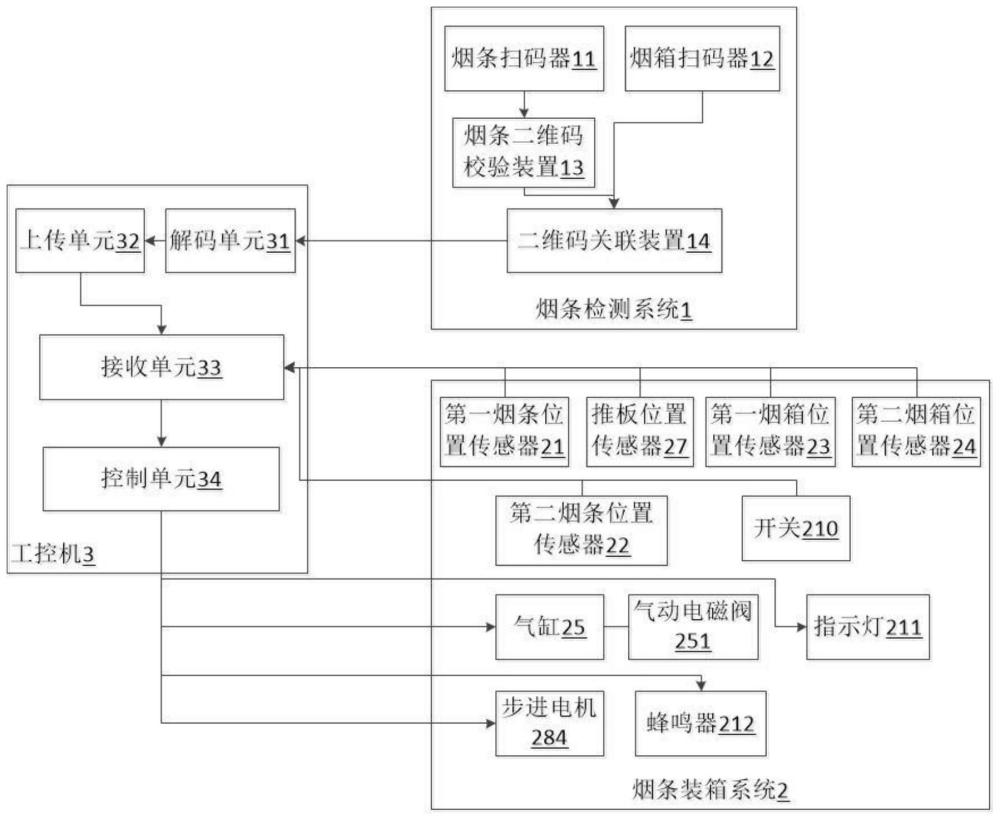
1、为解决上述问题的至少一个方面,本发明提供了一种移动式烟条自动拾取装置,包括烟条检测系统、烟条装箱系统和工控机,烟条检测系统和烟条装箱系统沿着输送带的传送方向依次设置在输送带的侧边;烟条检测系统包括第一移动架、烟条扫码器、烟箱扫码器、二维码关联装置;烟条扫码器、烟箱扫码器、二维码关联装置均安装在第一移动架上,烟条扫码器朝向输送带上的烟条,烟条扫码器和烟箱扫码器均与二维码关联装置通讯连接;烟条装箱系统包括第二移动架、固定架、推板、气缸、移动板、驱动组件、第一烟条位置传感器、第二烟条位置传感器、第一烟箱位置传感器;固定架的尺寸与输送带的宽度相匹配,固定架的第一端与第二移动架的一端固定连接;气缸的缸体与固定架的第二端固定连接,气缸的活塞杆与推板固定连接,且沿着靠近或远离第二移动架的方向运动;移动板沿着竖直方向滑动连接在第二移动架上,驱动组件用于驱动移动板沿着竖直方向移动;第一烟条位置传感器安装在第一移动架或固定架上,用于检测烟条的位置;第二烟条位置传感器安装在固定架上,用于检测烟箱内烟条的位置;第一烟箱位置传感器安装在移动板上,用于检测烟箱的位置;工控机与二维码关联装置、气缸、驱动组件、第一烟条位置传感器、第二烟条位置传感器、第一烟箱位置传感器均通讯连接,用于解析并上传二维码关联装置传送的信号,以及根据第一烟条位置传感器、第二烟条位置传感器、第一烟箱位置传感器的信号控制气缸和驱动组件的运行。
2、通过上述技术方案,当烟条封箱机出现故障时,通过第一移动架和第二移动架分别将烟条检测系统和烟条装箱系统移动至输送带的侧边;通过烟条扫码器和烟箱扫码器分别扫描烟条和烟箱上的二维码并传递信号至二维码关联装置进行烟条与烟箱的关联,然后将其关联的信号发送至工控机中进行解码、上传至中国烟草专卖局数据库并返回上传成功信号;当工控机接收到上传成功信号、第一烟条位置传感器的烟条到达推板处的信号以及第一烟箱位置传感器的烟箱在位信号后,控制气缸推动推板运行将烟条推入至烟箱中;当第二烟条传感器检测到烟条被完全推入烟箱后传递信号至工控机,工控机控制气缸拉回推板,同时控制驱动组件运行降低移动板上的烟箱,使得烟箱的待装层与输送带平齐,或者当第二烟条传感器检测到烟箱装满后,工控机控制驱动组件使移动板运行至最高位待下一个烟箱。本技术的装置实现了烟条的半自动拾取,仅需工作人员取箱对准烟箱扫码器,然后放置在移动板上即可,大幅度减少了生产人员工作量,并且减少了人为因素影响,有助于降低烟条与烟箱关联错位的出现的概率,提高生产质量。
3、优选地,所述驱动组件包括至少两个滑槽、两个齿条、两组驱动件和步进电机,驱动件包括从动齿轮、驱动齿轮和同步带;两个滑槽竖直相对且分别固定连接在第二移动架的两端上;两个齿条分别在两个滑槽内沿着竖直方向滑动,两个齿条的顶端与移动板的底面固定连接;两组驱动件的驱动齿轮分别与两个齿条啮合,同步带连接在从动齿轮与驱动齿轮之间,两组驱动件的从动齿轮相啮合,步进电机与其中一组驱动件中的从动齿轮连接;步进电机与工控机通讯连接,工控机根据第二烟条位置传感器信号控制步进电机运行。通过上述技术方案,公开了驱动组件的一种具体结构,工控机控制步进电机运行,步进电机带动两组驱动件中的从动齿轮同步旋转,从动齿轮通过同步带带动同组驱动件中的驱动齿轮旋转,从而驱动对应齿条在滑槽中滑动,带动移动板沿着竖直方向运动,实现烟箱位置的自动调整,使得在装一层烟条后下移一次,保证烟箱的待装层与输送带平齐。
4、优选地,所述烟条装箱系统还包括指示灯,指示灯与工控机通讯连接,工控机控制步进电机运行的同时控制指示灯闪烁,对本技术装置的运行状态起到指示作用。
5、优选地,所述烟条装箱系统还包括开关,开关与工控机通讯连接,工控机根据开关的信号控制指示灯亮暗。通过上述技术方案,启动开关,工控机控制指示灯亮,代表启动本技术装置的自动模式。
6、优选地,所述推板包括阻挡部和推动部;阻挡部沿着输送带宽度方向设置,阻挡部的延伸尺寸与烟条的长度相匹配;推动部与阻挡部垂直且固接,推动部的延伸尺寸与烟箱中一层烟条的总宽度相匹配,推动部与气缸的活塞杆固接。通过上述技术方案,当输送带上的烟条处于紧凑状态时,推动部在推动当前一层烟条进入烟箱的同时,阻挡部阻挡后续烟条运动。
7、优选地,所述烟条检测系统还包括烟条二维码校验装置,烟条二维码校验装置的输入端与烟条扫码器的输出端通讯连接,烟条二维码校验装置的输出端与二维码关联装置的输入端通讯连接。
8、优选地,所述烟条装箱系统还包括推板位置传感器,推板位置传感器安装在固定架的推板初始位置对应处,推板位置传感器与工控机通讯连接,工控机根据推板位置传感器的信号控制气缸运行,确保推板每次复位后再进行下一次的推动。
9、优选地,所述移动板的边缘处固定连接有限位板,限位板的尺寸与烟箱的尺寸相匹配;限位板的顶端铰接有固定板,固定板上安装有第二烟箱位置传感器,第二烟箱位置传感器与工控机通讯连接,工控机根据第二烟箱位置传感器的信号控制气缸运行,通过固定板增加烟箱与移动板连接的稳固性。
10、优选地,所述烟条装箱系统还包括蜂鸣器,蜂鸣器与工控机通讯连接,工控机根据第二烟条位置传感器的信号控制蜂鸣器的运行,当第二烟条位置传感器检测到烟箱中的烟条装满后,工控机控制蜂鸣器启动提醒工作人员更换烟箱。
11、优选地,所述气缸上连接有气动电磁阀,气动电磁阀的打开程度与输送带的运行速度相匹配,有效防止出现堵烟的情况。
12、本发明的一种移动式烟条自动拾取装置,具有以下有益效果:
13、通过设计第一移动架和第二移动架,实现本技术自动拾取装置的移动,当某个烟条封箱机出现故障时,将本技术自动拾取装置移动至该烟条封箱机对应的烟条输送带侧边;通过在第一移动架上设置烟条扫码器、烟箱扫码器、烟条二维码校验装置和二维码关联装置,实现烟条的校验、与烟箱的关联并将关联信息上传至中国烟草专卖局数据库;通过在第二移动架上设置第一烟条位置传感器、第二烟条位置传感器、第一烟箱位置传感器、第二烟箱位置传感器、推板位置传感器,用于分别检测烟条位置、烟箱中烟条位置、烟箱是否在位以及烟箱是否固定,通过工控机控制气缸推动或拉回推板,以及步进电机上升或下降移动板,实现烟条的自动装箱。本技术的装置实现了烟条的半自动拾取,仅需工作人员取箱对准烟箱扫码器,然后放置在移动板上即可,大幅度减少了生产人员工作量,并且减少了人为因素影响,有助于降低烟条与烟箱关联错位的出现的概率,提高生产质量。
- 还没有人留言评论。精彩留言会获得点赞!