一种Mini-LED灯丝用柔性基板载板自动堆叠转载设备的制作方法
本发明属于led加工制造,尤其涉及一种mini-led灯丝用柔性基板载板自动堆叠转载设备。
背景技术:
1、mini-led柔性灯丝制作步骤如下:s1.柔性基板制备,选取宽度小于或等于0.6mm的柔性基板;s2.固晶,在固晶操作前,先将低温存储的固晶胶进行解冻;对led芯片进行扩晶,将固晶锡膏加入固晶胶盘中;设定固晶设备的操作参数;通过调试好的固晶设备进行固晶操作,首先在基板的焊盘上点涂固晶锡膏;将led芯片固定到柔性基板上;对首个固晶完成的半成品进行回流焊接后检验测试;检验测试合格后开始批量固晶;若检验测试不合格则重复前述步骤直至检验测试合格。然后将合格的led芯片通过固晶锡膏固定到柔性基板上;s3.第一次烘烤,设置隧道炉的炉温;待隧道炉升温,直到炉温达到设置的炉温值;固晶完成的半成品放入隧道炉中,并进行回流焊烘烤;半成品烘烤结束后,对该半成品进行检验测试;检验测试合格后,将固晶完成的半成品进行批量回流焊接,回流焊接结束后等待冷却;若检验测试不合格则重复步骤前述步骤直至检验测试合格;对回流焊接结束后的半成品进行点亮测试;s4.点胶,在经过步骤3中制成的半成品覆盖上覆盖胶;s5.第二次烘烤,将覆盖有覆盖胶的半成品放到烘烤设备内进行烘烤,烘烤结束后获得led柔性灯丝。所述柔性基板为覆铜箔fpc薄膜,led芯片采用mini倒装led芯片。
2、现有的实际生产过程中,为了提高生产效率,对柔性基板进行固晶、第一次烘烤、点胶、第二次烘烤均是在统一在载板上完成,其中固晶、点胶均采用自动化设备完成。上游加工单位采用将多个柔性基板按照自动化设备需求通过载板装夹定位,并且各个装夹有柔性基板的载板分别通过隔层膜间隔层叠。为了提升空间利用率和周转效率,多个载板会层叠布置于周转框。而目前设备主要是采用人工方式将各个载板逐一取膜后再逐一叠置于周转框,其不仅工作效率低并且容易破坏并污染柔性基板,因此针对载板取膜转载效率低下、提高柔性基板的载板快速合理排列层叠的问题,亟需发明一种自动化设备解决上述技术问题。
技术实现思路
1、本发明的目的在于提供一种mini-led灯丝用柔性基板载板自动堆叠转载设备,以解决上述背景技术中提出的技术问题。提供如下技术方案:一种mini-led灯丝用柔性基板载板自动堆叠转载设备,其中设备包括:
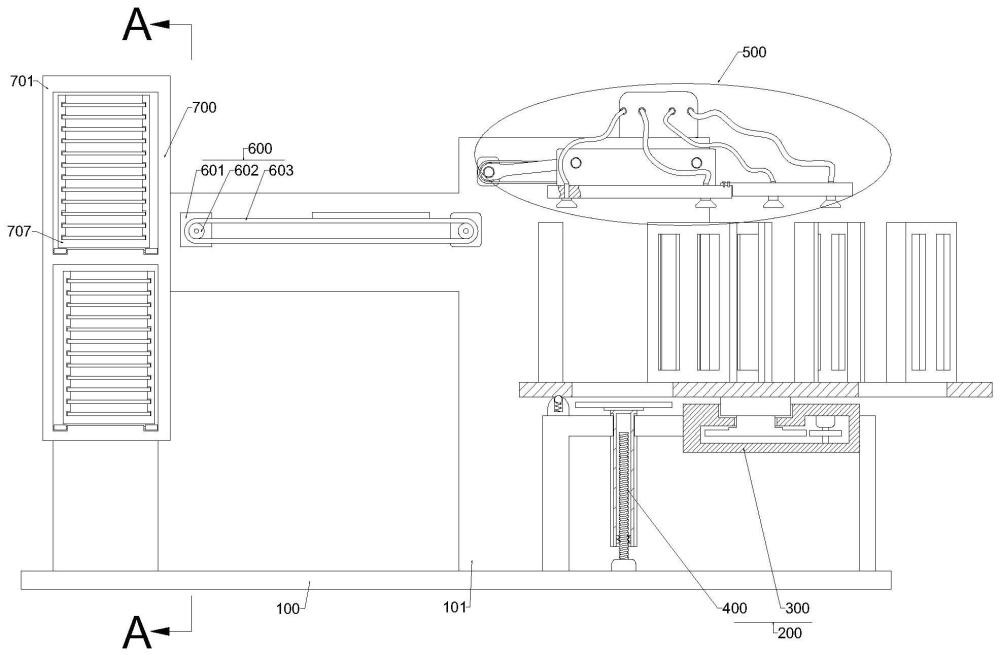
2、底座,底座的后端处设有肋板;
3、进料机构,设置在底座的一侧,进料机构由周转组件和提升组件两者组成;周转组件动力安装在底座上,周转组件内部堆叠有多个载板,载板上紧固有多组柔性基板,且载板上下之间通过隔膜堆叠,周转组件水平周转,运载载板至上料位;提升组件安装在周转组件的一侧,提升组件带动运动至上料位的载板竖直平动;
4、脱膜转载机构,固定设置在肋板的一侧面处,脱膜转载机构吸附载板之间的隔膜将其与载板分开,后水平运载载板;
5、带传动组件,设置在脱膜转载机构一侧,带传动组件水平传送已分离隔膜的载板;
6、收纳组件,设置在带传动组件一侧,收纳组件用于收集已分离隔膜的载板。
7、在本技术方案中,在对柔性基板进行脱膜以及转载时,首先操作人员将堆叠的载板依次放入周转组件中,启动周转组件,周转组件启动带动已经堆叠好的载板转动;
8、之后提升组件启动,提升组件启动后通过螺纹传动带动已经转动至上料位的载板依次上移;
9、然后启动脱膜转载机构,脱膜转载机构启动后往复摆动,在脱膜转载机构往复运动的过程中将载板上的隔膜吸附放置在周转组件中部,并吸附载板并将其运送至带传动组件上;
10、最后,带传动组件将已经去除隔膜的载板运送至收纳组件处,此时收纳组件启动将载板依次收集并转运至收纳箱上层通腔中;并且当周转组件中的任一堆叠的载板脱膜完成后,提升组件复位,周转组件转动带动下一堆叠的载板重复脱膜与运载步骤,直至周转组件中的载板全部脱膜转载完毕。
11、在上述任一技术方案中,进一步的,周转组件包括:
12、方形支架,固定设置在底座的上端面处,方形支架的上部设有传动机壳,传动机壳的上端壁处设有与外界相通的沉头孔,沉头孔中转动设有承力转轴,承力转轴的下端设有从动齿轮,传动机壳上端壁另一侧设有周转端电机,周转端电机的转动端上动力连接主动齿轮,主动齿轮和从动齿轮之间外啮合传动。
13、具体的,周转组件还包括:
14、转盘,转盘固定设置在承力转轴的上端面处,转盘内部均匀设有若干方形通槽,并且每个方形通槽上端设有收纳支架,上下堆叠的载板放置在收纳支架中,并且转盘的下端面处均匀设有若干凹槽,凹槽与方形通槽的位置一一对应。
15、在本技术方案中,通过设置的沉头孔,将转盘与方形通槽以及堆叠在收纳支架中的载板的重量全部承担,且从动齿轮的上端设有类轴肩的凸起结构,在承力转轴与从动齿轮转动的时,该凸起始终贴紧传动机壳,从而限定了承力转轴与从动齿轮整体在竖直方向上的移动自由度;
16、主动齿轮与从动齿轮采用齿轮传动,保证了承力转轴转动时的精度,从而能够保证方形通槽能够精准的将堆叠的未脱膜载板转动至上料位。
17、在上述任一技术方案中,进一步的,方形支架的另一侧设有锥形筒,锥形筒内部卡设有滚珠,滚珠上端通过弹簧弹出,且滚珠上端嵌入在转盘下端面的凹槽中。
18、在本技术方案中,其中为了确保转盘转动时的精准度,保证方形通槽与其下端的提升组件上下对正;通过设置的滚珠,当转盘转动到既定位置后,此时滚珠刚好嵌入转盘下端面设置的凹槽,从而进一步精准了转盘的转动位置,避免方形通槽与下端的提升组件之间的位置上下错开,导致提升组件不能够正常从方形通槽中向上伸出。
19、在上述任一技术方案中,进一步的,提升组件包括:
20、提升筒,所述提升筒的上端固定设有顶板,所述提升筒外环端壁上均匀设有滑道,所述提升筒的中部固定设有传动腔,所述方形支架的中部固定设有梅花槽,所述提升筒竖直滑动在所述梅花槽中;所述传动腔的下端设有内螺纹块,其中部设有丝杠,所述丝杠的下端动力连接提升端电机,并且所述提升端电机的下端固定连接在所述底座上。
21、在本技术方案中,梅花槽内部呈十字花状能与滑道上下滑动,限定了提升筒的转动自由度;当启动提升端电机时,提升端电机带动丝杠转动,当丝杠转动时与内螺纹块发生螺纹传动,此时内螺纹块与提升筒为一个整体,从而迫使提升筒竖直伸出,带动其上部的顶板从方形通槽中伸出;在顶板缓慢伸出的时候推动堆叠在收纳支架中的载板不断上移。
22、在上述任一技术方案中,进一步的,脱膜转载机构包括:
23、主动轴,转动设置在肋板一侧,肋板的另一侧转动设有从动轴,肋板的后侧面处设有往复电机,且主动轴动力连接在往复电机上,主动轴和从动轴的中部处分别固定设有辅助带轮,辅助带轮之间通过皮带同步转动,主动轴和从动轴的前侧面处固定设有摆杆,摆杆上转动设有圆柱销,圆柱销的前侧固定设有平动支架,平动支架、肋板与两摆杆组成平行四边形机构;
24、具体的,脱膜转载机构还包括:
25、载板吸盘,具有四个,分别固定设置在平动支架上,平动支架的一侧设有辅助支架,且辅助支架上固定设有两个隔膜吸盘;肋板的上端固定设有气缸总成,且载板吸盘和隔膜吸盘分别通过导管与气缸总成连接。
26、在本技术方案中,其中平动支架、辅助支架与从动轴连并肋板组成了平行四边形机构,当往复电机转动时,辅助带轮通过皮带带动从动轴摆动,保证了四杆机构运动起来更加稳定响应速率更快,且载板吸盘下端分别能够接触载板的四角处对其进行吸附;
27、四杆机构运动带动平动支架和辅助支架整体进行平动时,摆杆的摆动行程始终在主动轴与从动轴轴径组成的平面上端:
28、当平动支架与辅助支架的从右侧逆时针划弧摆动到左侧时,载板吸盘先吸附载板并将其转运至带传动组件处放下;此时隔膜吸盘刚好运动至未脱膜的载板上端,然后此时提升组件上移带动柔性基板上移,让隔膜吸盘接触覆盖在载板上的隔膜,隔膜吸盘吸附住隔膜;之后往复电机反转,通过组成的平行四边形机构带动隔膜吸盘连并吸附的隔膜顺时针划弧运动至转盘中部,隔膜吸盘喷气将隔膜脱离堆叠在转盘的中部位置,并且此时载板吸盘恰好移动至已经脱膜的载板上并对载板进行吸附。
29、在上述任一技术方案中,进一步的,带传动组件包括:
30、带轮电机,带轮电机的前端动力连接第二带轮,第二带轮上套设有传动带。
31、在本技术方案中,其中带传动组件通过带传动与脱膜转载机构与收纳组件配合,将脱膜转载机构处转运来的已经脱膜的载板向收纳组件处运输。
32、在上述任一技术方案中,进一步的,收纳组件包括:
33、收纳箱,固定设置在肋板上,内部滑动设有收纳盒,底座一侧还固定设有立板,立板的后侧壁处设有竖直滑槽,竖直滑槽上滑动设有活动托板,活动托板上端托放收纳盒,活动托板的下端设有竖直液压杆,竖直液压杆下端固定设置在底座上,竖直液压杆带动活动托板上下滑动;且立板的一侧处设有水平液压杆。
34、在本技术方案中,收纳箱内部设有上下两层通腔,且通腔下端设有滑轨,收纳盒内部设有多组收纳槽,其中当带传动组件处不断运送已经脱膜的载板时,此时载板通过带传动组件进入到收纳盒的收纳槽中,然后竖直液压杆带动收纳槽不断上移,从上至下依次向收纳盒的收纳槽中收纳已经脱膜的载板;当收纳盒收纳完毕时,此时竖直液压杆运动至最大行程,后水平液压杆启动推动收纳盒进入收纳箱的上层通腔中;最后竖直液压杆带动活动托板复位,此时在活动托板上再次放置收纳盒;
35、带传动组件的水平传送载板的位置处于收纳箱的中部位置,随放置在活动托板上收纳盒的初始位置的上升,收纳盒的收纳槽中从上至下依次填入脱膜的载板。
36、一种mini-led灯丝用柔性基板载板自动堆叠转载设备的操作方法:
37、s1:将通过隔膜堆叠的载板依次放入收纳支架中,然后启动周转端电机,周转端电机启动带动已经堆叠好的载板转动至上料位;
38、s2:当载板转动至上料位时,提升组件启动通过螺纹传动带动顶板上升,顶板上升穿过方形通槽将基板依次提升;
39、s3:脱膜转载机构启动,通过往复电机带动平动支架与载板吸盘往复摆动,在脱膜转载机构往复运动的过程中,隔膜吸盘将载板上的隔膜吸附并放置在转盘的中部,载板吸盘吸附载板并将其运送至带传动组件上;
40、s4:带传动组件将已经去除隔膜的载板运送至收纳组件处,此时收纳组件启动将载板依次收集并转运至收纳箱中;
41、s5:当收纳支架中的载板脱膜完成时,提升组件复位,周转组件转动带动下一堆叠的载板重复s2与s3步骤,直至周转组件中的载板全部脱膜转载完毕。
42、在本技术方案中,所有的电机传动端的传动参数统一由一个终端进行控制,且每个传动端的参数需由操作人员现场实际调试,以保证整个装置运行时的连续性与流畅性。
43、本发明的有益效果是:通过设置的进料机构,在周转组件上均匀设置收纳支架,初步实现了对载板的放置;在对柔性载版进行脱膜的时候,通过设置的脱膜转载机构,其中平动支架、辅助支架与从动轴连并肋板组成了平行四边形机构,通过平行四边形机构的往复运动,先后实现对载板上的覆膜先分离在转运已脱膜的载板,且在脱膜的同时提升组件联动周转组件,将覆膜的载板依次提升至脱膜转载的位置,使得整个装置的运行具有连续性,实现了装置对载板的全自动脱膜、转运以及收纳。
- 还没有人留言评论。精彩留言会获得点赞!