门窗型材转运装置及组合加工装置的制作方法
本发明属于型材运输及加工,具体涉及一种门窗型材转运装置及组合加工装置。
背景技术:
1、金属型材是金属门窗生产的原材料,常见的金属型材有铝型材、不锈钢型材等。对于一些结构强度要求较高的门窗,多采用不锈钢型材加工制造,而对于一些日常使用的门窗,因铝材料具有价格低、易于加工等优点,多采用铝合金型材生产得到。在使用金属型材制作门窗时,需要对型材进行切割、钻孔、铣孔槽或攻丝等操作,这些操作可以采用组合式的加工机床完成加工。
2、在车间生产中,待加工的型材整齐堆放在物料存放区,形成垛堆。加工时需要将待加工的型材从堆垛区域转运到加工机床的上料位置,这一操作多依靠人工进行转运和上料操作,即便可以借助吊运天车、agv小车(自动导向车)等进行物料的辅助输送,但将物料从垛堆上取下、将多根型材依次输送到加工机床上,仍需要人工进行搬运,劳动强度较大,自动化程度不高。
技术实现思路
1、本发明提供一种门窗型材转运装置及组合加工装置,旨在解决现有技术中型材加工时需要人工搬运进行取料、上料等操作,自动化程度不高的问题。
2、为实现上述目的,本发明采用的技术方案是:
3、在第一方面,本发明提供一种门窗型材转运装置,包括:
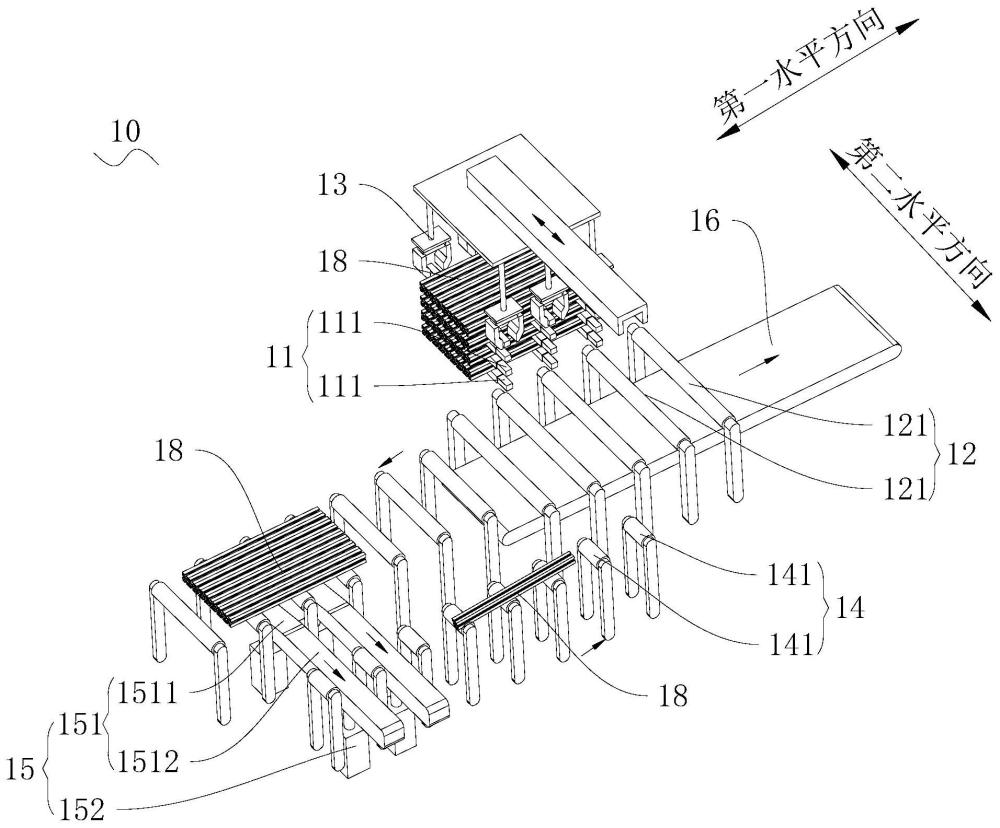
4、存放组件,包括自下至上间隔设置的多个支撑单元,所述支撑单元包括沿第一水平方向间隔设置的多个撑杆,所述撑杆沿第二水平方向延伸,所述撑杆的上方形成型材的容置空间,所述第一水平方向平行于型材的长度方向,所述第二水平方向垂直于所述第一水平方向;
5、第一转运组件,具有第一上料侧和第一下料侧,所述第一转运组件包括沿所述第一水平方向间隔设置的多个第一输送辊,所述撑杆对应于所述第一上料侧,且在第一水平方向上所述撑杆与所述第一输送辊错位设置,即在所述第二水平方向上所述撑杆对应于所述第一上料侧的相邻两个所述第一输送辊的空隙之间;
6、第一转运机械手,可移动地设于所述存放组件和所述第一上料侧的上方,定义相邻两个所述第一输送辊之间的间隙为撑杆间隙,所述第一转运机械手用于带动最上方的多个所述撑杆沿所述第二水平方向同步移动,直至多个所述撑杆均位于对应的所述撑杆间隙中;
7、第二转运组件,设于所述第一下料侧的一侧,所述第二转运组件包括沿所述第一水平方向间隔设置的多个第二输送辊;以及
8、第一横移组件,衔接于所述第一下料侧和所述第二转运组件之间,以将型材逐个沿所述第二水平方向转移至所述第二输送辊。
9、在一种可能的实现方式中,所述第一横移组件包括:
10、第一输送带,具有沿第二水平方向顺次衔接的第一输送段和第二输送段,所述第一输送段位于所述第一下料侧的两个所述第一输送辊之间,并沿自身输送方向倾斜向上设置,所述第二输送段水平设置,并位于相邻的两个所述第二输送辊之间;
11、第一升降件,用于驱动所述第一输送带整体升降。
12、在一种可能的实现方式中,所述门窗型材转运装置还包括沿所述第一水平方向设置的撑杆输送带,所述撑杆输送带设于所述第一输送辊下方。
13、与现有技术相比,本发明提供的门窗型材转运装置的有益效果是:
14、本发明提供的门窗型材转运装置包括存放组件、第一转运组件、第一转运机械手、第二转运组件,以及第一横移组件,第一转运组件和第二转运组件平行设置,第一转运机械手用于将撑杆以及撑杆上放置的多个型材一同放置到第一转运组件,在下降过程中,型材能够落到第一输送辊上,撑杆则掉落到第一输送辊的空隙之间,完成多个型材从码垛存放区向第一转运组件之间的转移。第一输送辊同时沿第一水平方向输送多个型材到达第一横移组件上方,然后第一横移组件能够将第一下料侧的型材逐个转移至第二输送辊上,完成多根型材的上料。本发明通过存放组件、第一转运组件、第一转运机械手、第二转运组件和第一横移组件共同作用,能够将多个型材从码垛存放区转移到第一转运组件,再将单个型材从第一存放组件转移到第二存放组件,代替了人工取料、上料的操作,有助于节省人工劳动力,提高物料转运的自动化程度。
15、在第二方面,本发明提供一种门窗型材组合加工装置,包括:
16、如上述任一实现方式所述的门窗型材转运装置;
17、多个第一夹具,沿所述第一水平方向间隔设置,所述第一夹具位于相邻的两个所述第二输送辊之间;以及
18、第一加工组件,包括至少一个第一钻铣机构,所述第一钻铣机构设于所述第二输送辊的上方。
19、在一种可能的实现方式中,所述第一加工组件包括移动组件、电机和钻铣刀具,所述移动组件沿第一水平方向可移动地设于所述第二输送辊上方,所述电机设于所述移动组件,所述电机用于驱动所述钻铣刀具转动。
20、在一种可能的实现方式中,定义所述第二转运组件邻近所述第一横移组件的一侧为第二上料侧,所述第二转运组件背离所述第一横移组件的一侧为第二下料侧,所述第一加工组件位于所述第二上料侧和所述第二下料侧之间,所述撑杆输送带位于所述第二下料侧的一侧;
21、所述门窗型材组合加工装置还包括第二横移组件,所述第二横移组件用于将所述第二下料侧的型材转移至位于所述撑杆输送带上的撑杆上方,撑杆与第二横移组件错位设置,不影响撑杆是上升;
22、所述门窗型材转运装置还包括第二转运机械手,所述第二转运机械手沿所述第二水平方向可移动地设于所述撑杆输送带和下料堆垛区的上方,所述第二转运机械手用于同时抓取位于所述撑杆输送带上的多个所述撑杆,并将所述撑杆放置到所述下料堆垛区。
23、在一种可能的实现方式中,所述第二横移组件包括:
24、第二输送带,沿所述第二水平方向设置,所述第二输送带的上料端位于相邻的两个所述第二输送辊之间,所述第二输送带的下料端向所述撑杆输送带的方向延伸;
25、第二升降件,用于驱动所述第二输送带升降;
26、下料输送带,沿所述第二水平方向设置,所述下料输送带衔接于所述第二输送带的下料端及所述撑杆输送带的上方,以将型材沿所述第二水平方向转移至所述撑杆输送带的上方;以及
27、限位件,设于所述下料输送带的下料端。
28、在一种可能的实现方式中,所述门窗型材组合加工装置还包括:
29、第三横移组件,包括沿所述第二水平方向设置的第三输送带,以及用于驱动所述第三输送带升降的第三升降件,所述第三输送带的上料端设于所述第一加工组件的下方,并位于相邻的两个所述第二输送辊之间;
30、翻转组件,设于所述第三输送带的上料端和下料端之间,用于翻转型材;
31、第三转运组件,包括沿所述第一水平方向间隔设置的多个第三输送辊,所述第三输送带的下料端位于相邻两个所述第三输送辊之间;
32、多个第二夹具,沿所述第一水平方向间隔设置,所述第二夹具位于相邻的两个所述第三输送辊之间;以及
33、第二加工组件,包括至少一个第二钻铣机构,所述第二钻铣机构设于所述第三输送辊的上方。
34、在一种可能的实现方式中,所述翻转组件包括:
35、旋转轨道,设于所述第三输送带的一侧,所述旋转轨道具有环形的滑槽,所述滑槽所在平面垂直于所述第一水平方向;
36、夹持机构,滑动配合于所述滑槽,所述夹持机构具有夹持端朝向所述第三输送带的上料侧的第一位置、夹持端朝向上方的第二位置、夹持端朝向所述输送带的下料侧的第三位置,以及夹持端朝向下方的第四位置;以及
37、驱动机构,用于驱动所述夹持机构在所述第一位置、所述第二位置、所述第三位置和所述第四位置之间移动。
38、在一种可能的实现方式中,所述夹持机构包括:
39、安装块,滑动配合于所述滑槽;
40、双向气缸,设于所述安装块;以及
41、两个夹板,分别设于所述双向气缸的两个伸缩端,两个所述夹板之间形成型材的夹持空间。
42、本发明提供的门窗型材组合加工装置包括门窗型材转运装置、第一夹具和第一加工组件,门窗型材转运装置能够完成型材从码垛存放区的转运和上料,将单根型材逐个输送到第一加工组件下方,第一夹具能够将型材装夹固定,第一加工组件能够对型材进行钻孔、铣槽、打磨等加工操作。门窗型材转运装置、第一夹具和第一加工组件共同作用,能够完成型材的自动输送和自动加工,自动化程度较高,加工效率较高。
- 还没有人留言评论。精彩留言会获得点赞!