一种开口罐体起吊工装的制作方法
本技术涉及一种开口罐体起吊工装,特别是用于开口非圆形截面罐体(如八段弧截面罐体)开口姿态调整与吊装,便于开口罐体合缝焊接,属于焊接。
背景技术:
1、本实用新型涉及的开口罐体指的是经卷板成型后的罐体。大型储罐广泛应用在气态产品、液态产品、粉状物料的储存和运输领域,储罐通常在低温、腐蚀、及振动冲击环境中应用,因此,其安全性和使用寿命至关重要。储罐由开口罐体和两端的封头焊接组成,罐体通常是由板材经过卷板后合缝焊接成型,传统方法为:开口罐体卷板成型后,由人工操作手工吊具将开口罐体从卷板机处水平吊运出来,并将开口罐体吊装到焊接设备夹具中,在向焊接设备夹具处安装时,由于罐体的开口处有下垂,需要人工利用工具辅助将罐体边缘定位到夹具定位面上,整个操作过程劳动强度大、耗时长,且容易使罐体产生额外的变形,而影响产品的质量。
2、现有手工吊具通常是在圆弧状截面吊具体上等角度伸出几根支撑杆,支撑杆前端设置支撑轮,根据工件的大小,可手动调整支撑杆沿吊具体径向伸缩,以适应不同截面大小的开口罐体。已有技术存在问题是:各支撑杆伸缩需要在工件吊装前靠手工单独调整好,各支撑杆调整的精度靠人工控制,且在安装过程中,支撑杆不能再进行伸缩调整,在起吊后的工作周期中,罐体截面开口的大小只能用辅助工具进行撑开;对于开口偏置的罐体,特别是非圆形异形截面(如八段弧)罐体,由于截面不是规则的圆形且开口位置不在圆弧最低点,很难保证罐体的开口在焊接夹具轴线位置精确定位和压紧
技术实现思路
1、本实用新型的目的是提供一种开口罐体起吊工装,通过伺服驱动对不同长度的罐体工件进行定位,采用气缸将罐体压紧到吊具定位滚筒上,以完成对卷板后的开口罐体进行吊装;采用伺服驱动胀口机构调整罐体开口大小,以完成罐体从卷板机滚筒上方吊出,并且,与开口位置调整组件配合,完成开口罐体工件在纵缝焊接设备上的装入与定位,采用伺服驱动开口位置调整组件对罐体开口位置进行调整,以保证开口偏置罐体的开口在焊接夹具轴线位置定位和压紧,减少人工调整劳动强度,降低成本,提高了生产效率和加工质量,解决已有技术存在的上述技术问题。
2、本实用新型的技术方案是:
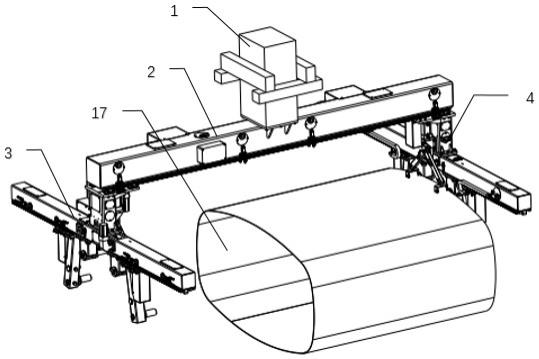
3、一种开口罐体起吊工装,包含纵梁组件、夹具组件一和夹具组件二,纵梁组件两端下方分别挂载结构相同的夹具组件一和夹具组件二;纵梁组件包含纵梁和纵向直线导轨,夹具组件一和夹具组件二在纵梁两端的纵向直线导轨上滑动;夹具组件一包含纵向滑板组件一、开口位置调整组件一、横梁组件一、开口胀开组件一、开口胀开组件二、罐体压紧装置和罐体支撑组件,开口胀开组件一和开口胀开组件二对称布置在纵向滑板组件一下部,罐体压紧装置和罐体支撑组件相匹配,位于开口胀开组件一和开口胀开组件二之间,纵向滑板组件一设置在横梁组件一的中间上部,并与罐体压紧装置连接,开口位置调整组件一位于横梁组件一侧面;
4、所述横梁组件一中横梁一与纵向滑板组件一中滑板支座一相连,横梁组件一与纵向滑板组件一组成固定结构,两者之间无相对移动或角向运动;所述纵向直线导轨与纵向滑板组件一中的滑板支座一连接;罐体压紧装置通过压紧座安装在纵向滑板组件一中的滑板支座一上;纵向直线导轨与开口胀开组件一中横向滑板一连接;在横梁组件一下方安装两组罐体支撑组件,在横梁组件一内设置一组开口位置调整组件一,开口位置调整组件一的从动链轮一安装在罐体支撑组件的支撑轴上;在纵梁组件中纵梁的另一端,夹具组件二的结构与夹具组件一对称相同。
5、所述纵梁组件的纵梁上安装纵向齿条,与纵向滑板组件一中纵向驱动齿轮一相啮合,纵向滑板组件一依靠伺服电机一驱动,精密行星减速机一传动,精密行星减速机一的输出轴与纵向驱动齿轮一相连接。
6、所述横梁组件一安装在纵向滑板组件一下方,横梁一通过两条横向直线导轨与开口胀开组件一中横向滑板一相连,横梁一上安装横向齿条一,与开口胀开组件一中横向驱动齿轮一相啮合,开口胀开组件一依靠伺服电机三驱动,精密行星减速机三传动,精密行星减速机三的输出轴与横向驱动齿轮一相连接;横梁一通过两条横向直线导轨与开口胀开组件二中横向滑板二相连,横梁一上安装横向齿条一,与开口胀开组件二中横向驱动齿轮二相啮合,开口胀开组件二依靠伺服电机四驱动,精密行星减速机四传动,精密行星减速机四的输出轴与横向驱动齿轮二相连接。
7、所述罐体压紧装置中压紧座安装在纵向滑板组件一中的滑板支座一或纵向滑板组件二中的滑板支座二上,导向板和销座一和销座二安装在横梁组件一中横梁一上或横梁组件二中横梁二上;压紧气缸安装在压紧座上,在压紧气缸缸杆前端安装铰轴座,铰轴座的铰接孔垂直于导向板安装面,铰轴穿过铰轴座的铰接孔和导向板的导向槽,铰轴可以沿着导向板的导向槽自由滑动。
8、所述罐体支撑组件通过支撑座安装在横梁一上或横梁二上,支撑座两端轴孔内安装轴承二和轴承五,轴承二和轴承五将支撑轴连接到支撑座上,轴承五外侧安装有支撑套一,胶垫一固定在支撑套一上,钢心胶轮二安装在支撑轴上,其端面靠紧在胶垫一上,钢心胶轮二、支撑套一和胶垫一可随支撑轴沿其轴心线进行回转。
9、所述开口胀开组件一中横向滑板一与横梁组件一中横向直线导轨相连,通过横向驱动齿轮一与横梁一上横向齿条一啮合,依靠伺服电机三驱动,精密行星减速机三传动;胀开支架一安装在横向滑板一上,胀开轴一安装在胀开支架一下端轴孔内,支撑套二靠紧在胀开轴一输出轴肩上,胶垫二固定在支撑套二上,钢心胶轮四套在胀开轴一输出轴上,胀开轴一端面安装压盖一,防止钢心胶轮四产生轴向窜动,支撑套二、胶垫二和钢心胶轮四可沿胀开轴一轴向进行回转。
10、所述开口胀开组件二中横向滑板二与横梁组件一中横向直线导轨相连,通过横向驱动齿轮二与横梁一上横向齿条一啮合,依靠伺服电机四驱动,精密行星减速机四传动;胀开支架二安装在横向滑板二上,胀开轴二安装在胀开支架二下端轴孔内,支撑套三靠紧在胀开轴二输出轴肩上,胶垫三固定在支撑套三上,钢心胶轮五套在胀开轴二输出轴上,胀开轴二端面安装压盖二,防止钢心胶轮五产生轴向窜动,支撑套三、胶垫三和钢心胶轮五可沿胀开轴二轴向进行回转。
11、本实用新型可以分别完成开口对称罐体工件和开口偏置罐体工件的定位与夹紧。
12、本实用新型的积极效果:通过伺服驱动对不同长度的罐体工件进行定位,采用气缸将罐体压紧到吊具定位滚筒上,以完成对卷板后的开口罐体进行吊装;采用伺服驱动胀口机构调整罐体开口大小,以完成罐体从卷板机滚筒上方吊出,并且,与开口位置调整组件配合,完成开口罐体工件在纵缝焊接设备上的装入与定位,采用伺服驱动开口位置调整组件对罐体开口位置进行调整,以保证开口偏置罐体的开口在焊接夹具轴线位置定位和夹紧,减少人工调整劳动强度,降低成本,提高了生产效率和加工质量。
技术特征:
1.一种开口罐体起吊工装,其特征在于:包含纵梁组件(2)、夹具组件一(3)和夹具组件二(4),纵梁组件(2)两端下方分别挂载结构相同的夹具组件一(3)和夹具组件二(4);纵梁组件(2)包含纵梁(20)和纵向直线导轨(23),夹具组件一(3)和夹具组件二(4)在纵梁(20)两端的纵向直线导轨(23)上滑动;夹具组件一(3)包含纵向滑板组件一(5)、开口位置调整组件一(6)、横梁组件一(7)、开口胀开组件一(8)、开口胀开组件二(9)、罐体压紧装置(10)和罐体支撑组件(11),开口胀开组件一(8)和开口胀开组件二(9)对称布置在纵向滑板组件一(5)下部,罐体压紧装置(10)和罐体支撑组件(11)相匹配,位于开口胀开组件一(8)和开口胀开组件二(9)之间,纵向滑板组件一(5)设置在横梁组件一(7)的中间上部,并与罐体压紧装置(10)连接,开口位置调整组件一(6)位于横梁组件一(7)侧面;
2.根据权利要求1所述的一种开口罐体起吊工装,其特征在于:所述纵梁组件(2)的纵梁(20)上安装纵向齿条(22),与纵向滑板组件一(5)中纵向驱动齿轮一(21)相啮合,纵向滑板组件一(5)依靠伺服电机一(25)驱动,精密行星减速机一(24)传动,精密行星减速机一(24)的输出轴与纵向驱动齿轮一(21)相连接。
3.根据权利要求1或2所述的一种开口罐体起吊工装,其特征在于:所述横梁组件一(7)安装在纵向滑板组件一(5)下方,横梁一(31)通过两条横向直线导轨(32)与开口胀开组件一(8)中横向滑板一(35)相连,横梁一(31)上安装横向齿条一(34),与开口胀开组件一(8)中横向驱动齿轮一(33)相啮合,开口胀开组件一(8)依靠伺服电机三(37)驱动,精密行星减速机三(36)传动,精密行星减速机三(36)的输出轴与横向驱动齿轮一(33)相连接;横梁一(31)通过两条横向直线导轨(32)与开口胀开组件二(9)中横向滑板二(39)相连,横梁一(31)上安装横向齿条一(34),与开口胀开组件二(9)中横向驱动齿轮二(38)相啮合,开口胀开组件二(9)依靠伺服电机四(41)驱动,精密行星减速机四(40)传动,精密行星减速机四(40)的输出轴与横向驱动齿轮二(38)相连接。
4.根据权利要求1或2所述的一种开口罐体起吊工装,其特征在于:所述罐体压紧装置(10)中压紧座(54)安装在纵向滑板组件一(5)中的滑板支座一(26)或纵向滑板组件二(12)中的滑板支座二上,导向板(60)和销座一(56)和销座二(61)安装在横梁组件一(7)中横梁一(31)上或横梁组件二(14)中横梁二上;压紧气缸(53)安装在压紧座(54)上,在压紧气缸(53)缸杆前端安装铰轴座(58),铰轴座(58)的铰接孔垂直于导向板(60)安装面,铰轴(59)穿过铰轴座(58)的铰接孔和导向板(60)的导向槽,铰轴(59)可以沿着导向板(60)的导向槽自由滑动。
5.根据权利要求1或2所述的一种开口罐体起吊工装,其特征在于:所述罐体支撑组件(11)通过支撑座(79)安装在横梁一(31)上或横梁二上,支撑座(79)两端轴孔内安装轴承二(81)和轴承五(72),轴承二(81)和轴承五(72)将支撑轴(82)连接到支撑座(79)上,轴承五(72)外侧安装有支撑套一(83),胶垫一(84)固定在支撑套一(83)上,钢心胶轮二(85)安装在支撑轴(82)上,其端面靠紧在胶垫一(84)上,钢心胶轮二(85)、支撑套一(83)和胶垫一(84)可随支撑轴(82)沿其轴心线进行回转。
技术总结
本技术涉及一种开口罐体起吊工装,属于焊接技术领域。技术方案是:纵梁组件(2)两端下方分别挂载结构相同的夹具组件一(3)和夹具组件二(4);夹具组件一(3)和夹具组件二在纵梁(20)两端的纵向直线导轨(23)上滑动;夹具组件一的开口胀开组件一和开口胀开组件二对称布置在纵向滑板组件一(5)下部,罐体压紧装置(10)和罐体支撑组件(11)相匹配,位于开口胀开组件一和开口胀开组件二之间,纵向滑板组件一(5)设置在横梁组件一(7)的中间上部,并与罐体压紧装置(10)连接。本技术保证开口偏置罐体的开口在焊接夹具轴线位置定位和压紧,减少人工调整劳动强度,降低成本,提高了生产效率和加工质量。
技术研发人员:戚建平,刘学文,王中英,王恒,李占勇,刘世峰,赵宏宇,马健,李俊伟,杨海宇
受保护的技术使用者:唐山开元自动焊接装备有限公司
技术研发日:20230407
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!