一种板栗食品加工全自动生产线控制系统的制作方法
本技术涉及板栗加工的,尤其是涉及一种板栗食品加工全自动生产线控制系统。
背景技术:
1、板栗作为一种广受欢迎的食物,其产量也日益提高。但是板栗的却无法长时间储存,这就导致了板栗无法长时间进行供应。
2、为了使板栗能够长时间储存,人们会对板栗进行加工处理,从而是板栗能够长时间储存,从而避免时间、地域的限制。
3、相关技术中,对于板栗加工大多采用人工加工的方式,或者半人工半自动化加工,这种加工方式生产效率低,投入成本高。
技术实现思路
1、为了提高生产效率降低成本,本技术提供一种板栗食品加工全自动生产线控制系统。
2、本技术提供的一种板栗食品加工全自动生产线控制系统采用如下的技术方案:
3、一种板栗食品加工全自动生产线控制系统,包括:
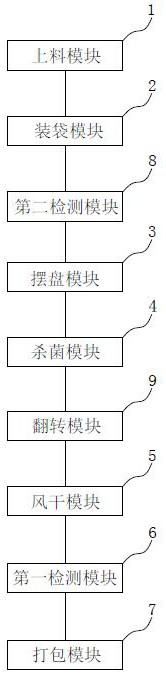
4、上料模块,用于将筛选、运送板栗至后续用于加工的模块处;
5、装袋模块,用于将所述上料模块运送的板栗装进包装袋并进行密封以得到装袋板栗;
6、摆盘模块,用于将所述装袋模块输出的所述装袋板栗整齐摆放至托盘;
7、杀菌模块,用于对所述包装袋进行杀菌;
8、风干模块,用于对杀菌完成之后的所述包装袋吹风以使所述包装袋干燥;
9、第一检测模块,用于检测所述包装袋是否发生泄漏;
10、打包模块,用于将装袋板栗进行打包。
11、通过采用上述技术方案,上料模块对板栗进行筛选以及均匀上料,然后装袋模块接收上上料模块传输的板栗并且对板栗进行装袋以及包装袋密封。然后摆盘模块将密封好的包装袋按照预设要求整齐的摆放到托盘上,从而使杀菌模块能够更好的对包装袋以及包装袋内的板栗进行高温杀菌,杀菌完成后,风干模块对包装袋进行风干处理,之后第一检测模块检测包装袋是否出现泄漏,未泄露的包装袋则是被传送到打包模块处,对包装袋进行二次包装。整条生产线采用自动化检测、控制,减少人工投入,能够更加高效的进行生产作业,并且利用各个模块的自动检测,相较于人工检测,不会出现疲劳等,检测的更加准确,减少不合格品出现在市场上的可能性。
12、可选的,所述上料模块包括振动上料装置、金属探测装置、第一振动器、第二振动器、第一提升机、第二提升机和移动车斗;
13、所述振动上料装置,用于对工作人员添加的板栗振动筛选,将其中掺杂的板栗碎块筛除,并且将板栗均匀的传输至所述金属探测装置;
14、所述金属探测装置,用于探测板栗中是否掺杂金属物质;
15、所述第一振动器,用于接收经由所述金属探测装置传输的板栗,并筛除夹杂的冰渣;
16、所述第一提升机,用于接收经由所述第一振动器筛选的板栗,并提升高度,将板栗输送至所述移动车斗内;
17、所述移动车斗,用于承接板栗,并将板栗运送至第二振动器;
18、所述第二振动器,用于筛除板栗中夹杂的冰渣,并将板栗传输至所述第二提升机;
19、所述第二提升机,用于将板栗运送至所述装袋模块。
20、通过采用上述技术方案,振动上料装置能够均匀的将板栗传送至金属探测装置处,并且振动上料装置还能够对板栗起到筛选作用,之后金属探测装置探测板栗中是否夹杂金属物质,存在金属物质时金属探测装置报警,从而保证食品安全。第一振动器和第二振动器能够筛除其中夹杂的冰渣,第一提升机、移动车斗、第二提升机用于运送板栗,并且将板栗运送至装袋模块处。相较于人工上料,利用振动上料装置能够实现均匀上料,便于后续板栗的传送和加工,并且利用多个装置机器能够对板栗进行筛选,从而保证板栗品质。
21、可选的,所述装袋模块包括:自动分料器、包装袋输送器、装袋器和打码机;
22、所述自动分料器,用于承接上料模块传输的板栗,然后将板栗定量输出;
23、所述包装袋输送器,用于为所述装袋起提供包装袋;
24、所述装袋器,用于将所述包装袋撑开并用所述包装袋承接所述自动分料器输出的板栗,然后将所述包装袋密封;
25、所述打码机,用于对密封的包装袋进行打码。
26、通过采用上述技术方案,自动分料器能够承接板栗并且将板栗定量输出,装袋器则是利用包装袋输送器提供的包装袋将定量的板栗进行打包,即每个包装袋内的板栗是定量的,然后将包装袋进行密封处理,之后打码机对包装袋进行打码。自动分料器能够自动按照预设的量进行输出,相较于人工,效率得到力极大地提高,并且板栗的装袋、打码等均实现自动化,相较于人工处理,效率大幅提高。
27、可选的,还包括第二检测模块,所述第二检测模块包括第一图像识别装置、称重传送带和可控摆臂;
28、所述第一图像识别装置,用于对打码后的包装袋进行图像识别,判断是否密封完全,当判定为未密封完全时,向所述可控摆臂发送控制信号;
29、所述称重传送带,用于对装有板栗的包装袋进行称重,并且在重量小于预设重量时,向所述可控摆臂发送控制信号;
30、所述可控摆臂,用于接收控制信号并将相应的包装袋剔除。
31、通过采用上述技术方案,第一图像识别装置能够识别包装袋密封处是否平整,若密封处不平整则第一图像识别装置向可控摆臂发送控制信号,可控摆臂接收控制信号后动作,从而将对应的包装袋剔除。称重传送带能够在对包装袋传送的同时对其进行称重,若包装袋重量未达到预设要求,则称重传送带向可控摆臂发送控制信号,可控摆臂接收到控制信号后动作,并将重量不符合预设要求的包装袋剔除。通过第二检测模块的检测,减小不合格品进入后续工序的可能性,减少资源浪费,也减小不合格品被售出到市场的可能性。
32、可选的,所述摆盘模块包括第二图像识别装置、机械臂;
33、所述第二图像识别装置,用于识别所述包装袋的摆放状态,并将识别结果信号传输至所述机械臂;
34、所述机械臂,用于接收所述识别结果信号,并基于所述识别结果信号动作,将相应的包装袋抓取、调整,以使包装袋按预设状态摆放至所属托盘上。
35、通过采用上述技术方案,第二图像识别装置能够对包装袋进行拍摄并识别包装袋的状态,第二图像识别装置将识别结果信号发送至机械臂,机械臂能够基于识别结果信号对包装袋进行姿态调整,然后将包装袋按照预设要求整齐的摆放在托盘上,以便后续杀菌模块对包装袋以及板栗进行杀菌。通过第二图像识别装置和机械臂配合,能够自动对包装袋进行调整,不需要工作人员手动调整,能够提高生产效率。
36、可选的,所述第一检测模块包括气压检测装置、第一抓取装置和第二抓取装置;
37、所述第一抓取装置,用于将多个所述包装袋抓取至所述气压检测装置内;
38、所述气压检测装置,用于对所述包装袋进行气压检测,当气压出现变化时,判定包装袋出现泄漏,所述第二抓取装置将对应的包装袋取出,然后逐一将对应的所述包装袋放入检测装置。
39、通过采用上述技术方案,第一抓取装置将多个包装袋抓取至气压检测装置中,气压检测装置进行负压检测,当气压变化时,表明包装袋出现泄漏,当气压不变时,则包装袋未出现泄漏,在判定包装袋出现泄漏时,第二抓取装置将气压检测装置中的包装袋取出,然后将取出的包装袋逐一放回至气压检测装置中进行检测,从而判断出具体出现泄漏的包装袋。
40、可选的,在所述然后逐一将对应的所述包装袋放入检测装置之后,还包括:
41、判断是否出现泄漏;
42、若判定每个包装袋均出现泄漏,则控制此气压检测装置停止工作,且后续包装袋停止向此气压检测装置内放入所述包装袋。
43、通过采用上述技术方案,在对包装袋进行逐一检测后,气压检测装置判断是否出现泄漏,当每个包装袋均判定为出现泄漏时,则此气压检测装置停止工作,并且后续的包装袋也停止放入此气压检测装置。每个包装袋均判定出现泄漏,此时可能是气压检测装置出现问题,所以停止此气压检测装置的使用,工作人员对此气压检测装置进行检修。
44、可选的,所述打包模块包括分流装置、可控推板;
45、所述分流装置,用于将经由所述第一检测模块检测之后的所述包装袋进行分流,以使每个打包的工作人员能够获取到预设数量的所述包装袋;
46、所述可控推板,用于基于预设信号进行动作,将所述包装袋推送至打包的工作人员处。
47、通过采用上述技术方案,利用分流装置将未出现泄漏的包装袋进行分流,并且利用可控推板将分流出来的包装袋推送至工作人员处,以使工作人员接收的包装袋能够满足二次包装的需求,即实现包装袋的合理分配,从而提高二次包装的效率。
48、综上所述,本技术包括以下至少一种有益技术效果:
49、上料模块对板栗进行筛选以及均匀上料,然后装袋模块接收上上料模块传输的板栗并且对板栗进行装袋以及包装袋密封。然后摆盘模块将密封好的包装袋按照预设要求整齐的摆放到托盘上,从而使杀菌模块能够更好的对包装袋以及包装袋内的板栗进行高温杀菌,杀菌完成后,风干模块对包装袋进行风干处理,之后第一检测模块检测包装袋是否出现泄漏,未泄露的包装袋则是被传送到打包模块处,对包装袋进行二次包装。整条生产线采用自动化检测、控制,减少人工投入,能够更加高效的进行生产作业,并且利用各个模块的自动检测,相较于人工检测,不会出现疲劳等,检测的更加准确,减少不合格品出现在市场上的可能性;
50、振动上料装置能够均匀的将板栗传送至金属探测装置处,并且振动上料装置还能够对板栗起到筛选作用,之后金属探测装置探测板栗中是否夹杂金属物质,存在金属物质时金属探测装置报警,从而保证食品安全。第一振动器和第二振动器能够筛除其中夹杂的冰渣,第一提升机、移动车斗、第二提升机用于运送板栗,并且将板栗运送至装袋模块处。相较于人工上料,利用振动上料装置能够实现均匀上料,便于后续板栗的传送和加工,并且利用多个装置机器能够对板栗进行筛选,从而保证板栗品质。
- 还没有人留言评论。精彩留言会获得点赞!