一种圆盘式粉末灌装压盖覆膜一体机的制作方法
本发明涉及瓶盖灌装压盖覆膜一体化包装技术,具体是一种圆盘式粉末灌装压盖覆膜一体机。
背景技术:
1、公开号为cn201077150y的专利公开了一种塑料瓶盖模压折叠一体机,该专利将塑料瓶盖模压机压塑出来的瓶盖直接送入折叠机进行防盗片内折,避免了瓶盖完全冷却脆化后再进行防盗片内折易导致防盗片与防盗环的连接处撕裂的问题,提高了制品质量和良品率。
2、该专利只针对瓶盖包装过程中的覆膜折边进行了有效改进,解决了瓶盖包装过程中瓶盖完全冷却脆化后再进行防盗片内折易导致防盗片与防盗环的连接处撕裂的问题,虽然提升了制品质量,但是对于瓶盖在包装流程中的灌装、压盖和覆膜整体工艺而言,该专利所解决的技术问题是单一的,其进步不明显,自动化程度并不高,所包装的效率也较为低下。
技术实现思路
1、本发明的目的在于提供一种圆盘式粉末灌装压盖覆膜一体机,以解决上述背景技术中提出的问题。
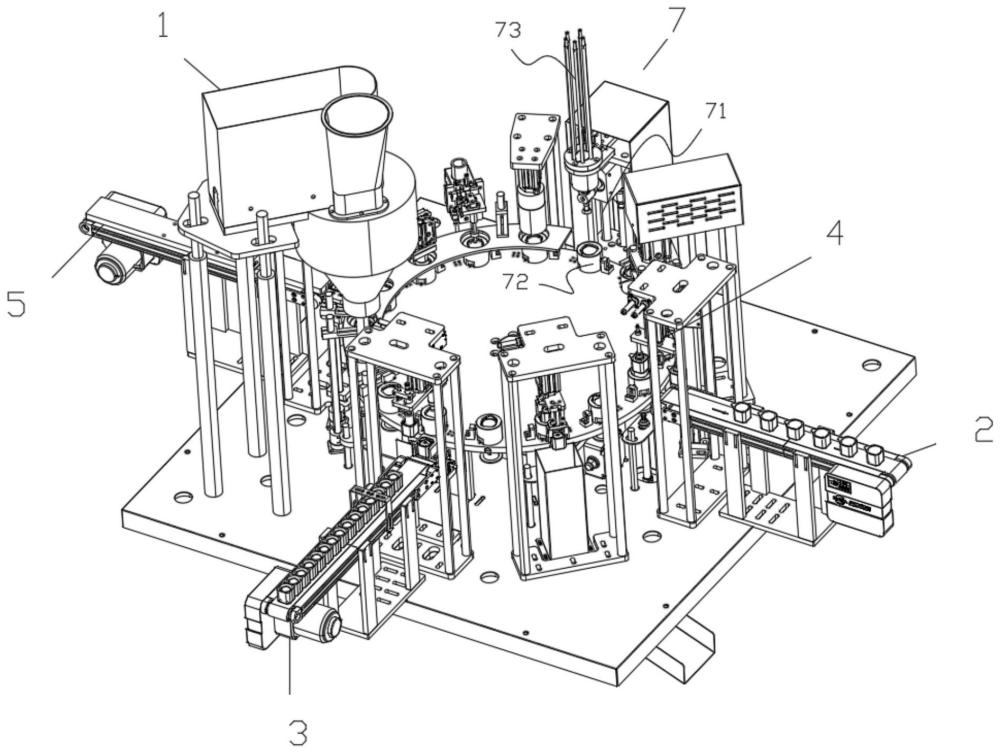
2、为实现上述目的,本发明提供如下技术方案:一种圆盘式粉末灌装压盖覆膜一体机,包括自动组件,该自动组件由自动底盖上料组、自动上盖取料组、自动压盖组、自动取铝膜组以及自动下料组组成;
3、灌装组件,该灌装组件以粉末灌装组为主体构成,并通过plc编程实现自动控制;以及
4、检测组件,该检测组件以检测组为主体构成,并对自动组件和灌装组件实施的过程中进行检测;
5、其中,自动组件、灌装组件以及检测组件均搭建在转盘机架组上运行。
6、作为本发明再进一步的方案:一种圆盘式粉末灌装压盖覆膜一体机,在自动组件中,自动底盖上料组由上料控制器和上料传送带组成,其中上料控制器内设有控制上料传送带中电机工作的plc程序。
7、作为本发明再进一步的方案:一种圆盘式粉末灌装压盖覆膜一体机,在自动组件中,自动上盖取料组由取料控制器和取料传送带组成,其中取料控制器内设有控制取料传送带中电机工作的plc程序。
8、作为本发明再进一步的方案:一种圆盘式粉末灌装压盖覆膜一体机,在自动组件中,自动压盖组以环形阵列方式排布在转盘机架组的一侧,其内部设置有供升降的升降气缸以及供上下盖切换用的压盖气缸,压盖气缸共设置有两组、一组通过压盖头进行压盖、另一组通过下盖头进行下盖,压盖气缸可以升降气缸输出端为几何中心进行平面处的切换。
9、作为本发明再进一步的方案:一种圆盘式粉末灌装压盖覆膜一体机,在自动组件中,自动取铝膜组由取膜控制器和取膜传送带组成,其中取膜控制器内设有控制取膜传送带中电机工作的plc程序。
10、作为本发明再进一步的方案:一种圆盘式粉末灌装压盖覆膜一体机,在自动组件中,自动下料组由设置在转盘机架组上并与转盘机架组传动连接的滚珠丝杠螺母副、设置在滚珠丝杠螺母副活动端的取料头以及固定安装在转盘机架组上的取料底座构成,其中取料头通过滚珠丝杠螺母副的控制对取料底座中的瓶盖吸附后进行下料,同样的,自动下料组也通过plc程序控制。
11、作为本发明再进一步的方案:一种圆盘式粉末灌装压盖覆膜一体机,在灌装组件中,粉末灌装组由载料斗和灌装头组成,其中灌装头通过plc程序控制载料斗的下料量、下料速度和下料周期。
12、作为本发明再进一步的方案:一种圆盘式粉末灌装压盖覆膜一体机,在检测组件中,检测组通过设置在转盘机架组中央处的摄像头工作,该摄像头可转动并可对自动底盖上料组、自动上盖取料组、自动压盖组、自动取铝膜组和自动下料组的实施过程进行监控。
13、作为本发明再进一步的方案:一种圆盘式粉末灌装压盖覆膜一体机的使用方法,包括步骤s1:底盖与上盖通过振动盘上料后,在其各自组件内的传送带传送至工位;
14、步骤s2:底盖和上盖通过自动组件、灌装组件和检测组件的配合实现自动化的灌装压盖覆膜工作。
15、作为本发明再进一步的方案:一种圆盘式粉末灌装压盖覆膜一体机的使用方法,所述步骤s2包括
16、步骤s21:底盖和上盖通过自动组件内的自动压盖组进行压盖闭合作业;
17、步骤s22:压盖闭合作业后通过自动取铝膜组热压和折边铝膜后与瓶盖合成成品;
18、步骤s23:过程中摄像头活动进行自动底盖上料组、自动上盖取料组、自动压盖组、自动取铝膜组和自动下料组的过程监控。
19、与现有技术相比,本发明的有益效果是:
20、底盖与上盖通过振动盘上料,在输送带的运送下到达指定取料工位。其中底盖被机械手取到转盘治具上,依次通过检测,粉末灌装,放上盖,压上盖,放铝膜,热压铝膜,铝膜折边,成品下料工序。本发明自动化程度高,功能齐全,机构紧凑,整体运行稳定,代替了原有多台机才能完成工序,提高了生产自动化水平。
技术特征:
1.一种圆盘式粉末灌装压盖覆膜一体机,其特征在于,包括自动组件,该自动组件由自动底盖上料组(2)、自动上盖取料组(3)、自动压盖组(4)、自动取铝膜组(5)以及自动下料组(7)组成;
2.根据权利要求1所述的一种圆盘式粉末灌装压盖覆膜一体机,其特征在于,在自动组件中,自动底盖上料组(2)由上料控制器(21)和上料传送带(22)组成,其中上料控制器(21)内设有控制上料传送带(22)中电机工作的plc程序。
3.根据权利要求1所述的一种圆盘式粉末灌装压盖覆膜一体机,其特征在于,在自动组件中,自动上盖取料组(3)由取料控制器(31)和取料传送带(32)组成,其中取料控制器(31)内设有控制取料传送带(32)中电机工作的plc程序。
4.根据权利要求1所述的一种圆盘式粉末灌装压盖覆膜一体机,其特征在于,在自动组件中,自动压盖组(4)以环形阵列方式排布在转盘机架组(8)的一侧,其内部设置有供升降的升降气缸(41)以及供上下盖切换用的压盖气缸(42),压盖气缸(42)共设置有两组、一组通过压盖头(43)进行压盖、另一组通过下盖头(44)进行下盖,压盖气缸(42)可以升降气缸(41)输出端为几何中心进行平面处的切换。
5.根据权利要求1所述的一种圆盘式粉末灌装压盖覆膜一体机,其特征在于,在自动组件中,自动取铝膜组(5)由取膜控制器(51)和取膜传送带(52)组成,其中取膜控制器(51)内设有控制取膜传送带(52)中电机工作的plc程序。
6.根据权利要求1所述的一种圆盘式粉末灌装压盖覆膜一体机,其特征在于,在自动组件中,自动下料组(7)由设置在转盘机架组(8)上并与转盘机架组(8)传动连接的滚珠丝杠螺母副(71)、设置在滚珠丝杠螺母副(71)活动端的取料头(73)以及固定安装在转盘机架组(8)上的取料底座(72)构成,其中取料头(73)通过滚珠丝杠螺母副(71)的控制对取料底座(72)中的瓶盖吸附后进行下料,同样的,自动下料组(7)也通过plc程序控制。
7.根据权利要求1所述的一种圆盘式粉末灌装压盖覆膜一体机,其特征在于,在灌装组件中,粉末灌装组(1)由载料斗(11)和灌装头(12)组成,其中灌装头(12)通过plc程序控制载料斗(11)的下料量、下料速度和下料周期。
8.根据权利要求1所述的一种圆盘式粉末灌装压盖覆膜一体机,其特征在于,在检测组件中,检测组(6)通过设置在转盘机架组(8)中央处的摄像头(61)工作,该摄像头(61)可转动并可对自动底盖上料组(2)、自动上盖取料组(3)、自动压盖组(4)、自动取铝膜组(5)和自动下料组(7)的实施过程进行监控。
9.根据权利要求1-8任意一项所述的一种圆盘式粉末灌装压盖覆膜一体机的使用方法,其特征在于,包括
10.根据权利要求9所述的一种圆盘式粉末灌装压盖覆膜一体机的使用方法,其特征在于,所述步骤s2包括
技术总结
本发明公开了一种圆盘式粉末灌装压盖覆膜一体机,包括自动组件,该自动组件由自动底盖上料组、自动上盖取料组、自动压盖组、自动取铝膜组以及自动下料组组成;灌装组件,该灌装组件以粉末灌装组为主体构成,并通过PLC编程实现自动控制;以及检测组件,该检测组件以检测组为主体构成,涉及瓶盖灌装压盖覆膜一体化包装技术技术领域。本发明底盖与上盖通过振动盘上料,在输送带的运送下到达指定取料工位。其中底盖被机械手取到转盘治具上,依次通过检测,粉末灌装,放上盖,压上盖,放铝膜,热压铝膜,铝膜折边,成品下料工序。本发明自动化程度高,功能齐全,机构紧凑,整体运行稳定,代替了原有多台机才能完成工序,提高了生产自动化水平。
技术研发人员:胡亮
受保护的技术使用者:台州洲展智能科技有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!