一种纸巾贴标设备的制作方法
本技术涉及纸巾包装加工的,尤其是涉及一种纸巾贴标设备。
背景技术:
1、在纸巾或湿巾的加工过程中,需要将单独包装的多包纸巾或湿巾再进行打包进行售卖,相关技术中使用贴标设备对多包纸巾进行捆包,具体而言,贴标设备包括上料装置、转运装置、送料装置和贴标装置,单包的纸巾或湿巾从上料装置的输入端进入,传输至输出端后落在转运装置上,多包纸巾在转运装置上被横向堆叠后转送至送料装置,在送料装置上传输的过程中,贴标装置将标签捆包于多包纸巾的多个侧面,以实现捆包贴标。
2、相关技术存在的问题是,目前的转运装置均由多个部件组成,在上料装置的输出端设置有传送带,传送带的一侧设置有推臂,当多包纸巾落在传送带上后向推臂传输,推臂在驱动器的带动下将多包纸巾推送至转运台上,之后再由另一组推臂和驱动器将多包纸巾推送至送料装置,该过程需要耗费较长的时间,且结构复杂,能源消耗大。
技术实现思路
1、为了简化转运装置的结构,提高纸巾从上料装置转运至送料装置的效率,本技术提供一种纸巾贴标设备。
2、本技术提供的一种纸巾贴标设备采用如下的技术方案:
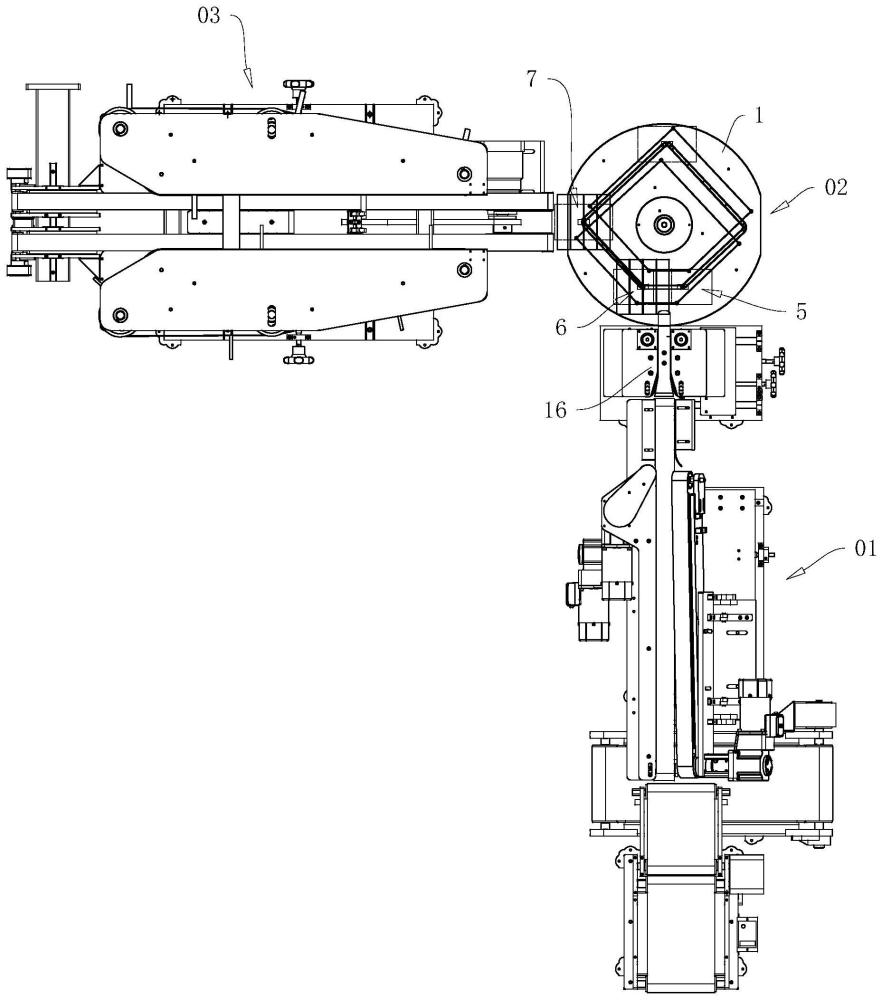
3、一种纸巾贴标设备,包括上料装置、转运装置、送料装置和贴标装置,所述转运装置设置于上料装置和送料装置之间,所述贴标装置设置于送料装置的送料路径上,所述上料装置和送料装置之间设置有支撑台,所述转运装置包括铺设于支撑台上的循环导轨,以及滑动安装于循环导轨上的转运台,以及传动机构,所述传动机构可以带动转运台沿循环导轨移动;
4、在所述转运台的移动路径上设置有第一位置、第二位置和第三位置,所述第一位置和第二位置均位于支撑台靠近上料装置的一侧,所述转运台在从第一位置移动至第二位置时,上料机构将多包物料传送至转运台上;
5、所述第三位置位于支撑台靠近送料装置的一侧,所述支撑台对应于第三位置处设置有推送机构,用于将移动至第三位置处的转运台上的数包物料转移至送料装置上。
6、通过采用上述技术方案,当传动机构带动转运台沿循环导轨从第一位置移动至第二位置时,上料机构将多个物料依次传输到转运台的不同位置,之后传动机构进一步带动转运台移动至第三位置,在推送机构的作用下将转运台上的多包物料推送至送料机构上,整体转运效率高,结构简单易操作。
7、可选的,所述循环导轨的中部开设有滑槽,所述滑槽内设置有滑动连接件,所述转运台转动安装于滑动连接件上,所述传动机构包括转动安装于支撑台中部的旋转座,所述旋转座上设置有沿其径向延伸的传动杆,所述传动杆表面滑动连接有滑套,所述滑套与滑动连接件转动连接,所述传动机构还包括驱动旋转座旋转的第一驱动组件。
8、通过采用上述技术方案,第一驱动组件带动旋转座转动,使传动杆随之转动,在传动杆转动过程中带动滑套沿传动杆滑动,由于循环导轨和滑槽的限制,使滑套转动并带动滑动连接件沿循环导轨引动,进而带动转运台沿循环导轨移动。
9、可选的,所述第一驱动组件包括第一驱动器、转轮和抵推杆,所述转轮与旋转座上下分布且相互平行,所述抵推杆设置于转轮朝向旋转座的一面上,用于推动传动杆旋转,所述第一驱动器的驱动端与转轮相连接,用于驱动转轮旋转。
10、通过采用上述技术方案,通过第一驱动器带动转轮转动,当转轮转动时,设置于其表面的抵推杆随之转动,抵推杆转动过程中,与其转动方向前方的传动杆抵接,进而实现传动杆转动。
11、可选的,所述支撑台的中部设置有中空且贯穿其下表面的柱体,所述柱体内设置有可上下移动的安装座,所述第一驱动器固定于安装座上,第一驱动器的驱动端向下延伸并穿出柱体,所述柱体内设置有第二驱动组件,用于带动安装座上下移动,以使抵推杆与传动杆的旋转平面相交或错开,所述旋转座转动安装于柱体的外侧。
12、通过采用上述技术方案,在传动杆转动过程中,第一驱动器固定于安装座上并提供驱动力,当需要使转运台暂停移动时,第二驱动组件控制安装座向下移动,转轮和抵推杆随之下移,使得抵推杆与传动杆的旋转平面错开,即抵推杆继续旋转时无法带动传动杆转动,从而使转运台暂停移动,通过第二驱动组件控制安装座向上移动复位后,抵推杆则继续带动转运台移动。
13、可选的,所述第二驱动组件包括导向杆、弹簧、凸轮和第二驱动器,所述第二驱动器固定安装于柱体内,所述凸轮与第二驱动器的驱动端相连接,并且位于安装座和转轮之间,所述导向杆固定安装于支撑台的下表面,所述安装座上开设有限位孔,所述导向杆穿过限位孔并向下延伸,所述弹簧套设于导向杆外,一端与支撑台相连接,另一端与安装座相连接。
14、通过采用上述技术方案,由第二驱动器带动凸轮转动,使凸轮的最远端与安装座抵接时,实现带动安装座向上移动,此时弹簧压缩,当凸轮的最远端远离安装座时,弹簧伸长并带动安装座向下移动。
15、可选的,所述推送机构包括推板和驱动推板从转运台向送料装置移动的曲柄连杆组件,所述曲柄连杆组件具有一伸缩端,所述伸缩端安装有升降气缸,所述升降气缸的伸缩端竖直向下延伸并与推板相连接。
16、通过采用上述技术方案,曲柄连杆组件用于带动升降气缸和推板往复移动,在推送物料时,升降气缸伸长使推板与物料的后侧面抵接,推送完毕后,升降气缸缩回带动推板向上移动,以避让后续向第三位置传输的物料。
17、可选的,所述推板设置有两个,两个所述推板相远离的一侧分别设置有整平板,所述整平板与推板相垂直,所述升降气缸的伸缩端连接有整平气缸,所述整平气缸的两伸缩端分别与两整平板相连接。
18、通过采用上述技术方案,整平气缸和整平板配合设置,在升降气缸带动推板下移时,整平气缸同时带动两整平板相互靠近,两整平板分别与物料的两侧面抵接,以将多包物料左右对齐,同时曲柄连杆组件带动推板推动物料至送料机构完成转运。
19、可选的,所述送料装置包括送料传送带,所述送料传送带的输入端朝向支撑台,传送面与设置于支撑台上的转运台的上表面平齐,所述送料传送带的传输方向与推板的推送方向相同。
20、通过采用上述技术方案,送料传送带的传送面与转运台的上表面平齐,使物料能够更稳定地转运至传送面上,并随送料传送带向远离支撑台的方向传输。
21、综上所述,本技术包括以下至少一种有益技术效果:
22、1.由传动机构带动转运台沿循环导轨移动,当转运台从第一位置移动至第二位置时,上料装置输出的多包物料依次落到转运台上,之后转运台再从第二位置移动至第三位置,在推送机构的作用下推送至送料装置上,由送料装置带动多包物料向输出端同步传输,并在传输过程中通过贴标装置完成贴标,通过循环导轨、转运台和传动机构的配合设置,简化了工作流程,有效提高了转运效率;
23、2.通过第二驱动器带动凸轮转动,在弹簧的配合作用下,使安装座实现上升或下降,进而带动第一驱动器、转轮和抵推杆上升或下降,进而实现抵推杆与传动杆所在的旋转平面相交或错开,当相交时,抵推杆能够带动传动杆转动,进而使得转运台移动,当错开时,传动杆静止,转运台保持在固定位置,以供推送机构将移动至第三位置的转运台上的物料进行推送,结构简单,易于操作。
- 还没有人留言评论。精彩留言会获得点赞!