酸奶八连杯、制造酸奶八连杯的改性PP片材及其制备方法与流程
酸奶八连杯、制造酸奶八连杯的改性pp片材及其制备方法
技术领域
1.本发明涉及一种酸奶八连杯、制造酸奶八连杯的pp片材及其制备方法,特别涉及一种pp材质的酸奶八连杯、用于制造酸奶八连杯的改性pp片材及其制备方法。
背景技术:
2.目前市面上常用的酸奶杯形式,主要分为单杯和连杯两种形式。在单杯酸奶杯中使用的材料,主要包括:纸塑、玻璃、聚丙烯pp、聚苯乙烯ps等;而在连杯酸奶杯中使用的材料,主要为聚苯乙烯ps。
3.酸奶杯的制备工艺因酸奶杯形式的不同而各有差异。例如,单杯纸塑酸奶杯的制备工艺:将淋膜纸杯身热合,与底纸进行套合,杯口卷边处理,再与盖膜进行封合;单杯玻璃酸奶杯的制备工艺:采用吹管将熔制好的玻璃在模型中吹成瓶状,再用pp盖子,将其密封;单杯pp酸奶杯的制备工艺:采用吸塑的工艺,将pp片材按一定造型,吸塑成杯,再与盖膜进行封合;单杯ps酸奶杯的制备工艺:采用吸塑的工艺,将ps片材按一定造型,吸塑成杯,再与盖膜进行封合。然而,连杯ps酸奶杯的制备工艺,则主要为:采用中空吹塑的工艺,将ps片材按一定造型,吸塑成杯,再与盖膜进行封合。
4.酸奶八连杯是市面上酸奶杯的一种流行的形式,其片材材质为ps;酸奶八连杯的杯成型,通常采用在线成型的方式,片材采用中空吹塑工艺在线成杯,进而灌装酸奶、封盖膜。现有的酸奶八连杯制备工艺存在以下问题:ps成本较高,且回收路径单一(仅可作为填充料,用于木质相框)。
技术实现要素:
5.为了解决现有技术中存在的所述缺陷,本发明提供了一种pp材质的酸奶八连杯、用于制造酸奶八连杯的改性pp片材及其制备方法。
6.本发明要解决的技术问题包括:用聚丙烯pp代替聚苯乙烯ps作为主要材料,大幅降低了材料成本(每吨价格差1000~1500元),并且,回收路径多(包括周转箱、注塑件等),提升材料的循环利用率,更加绿色环保。市面上从未出现pp材质的酸奶八连杯,也没有相关的专利或文献公开。
7.聚苯乙烯ps和聚丙烯pp的具体差异包括以下方面:从性能上比较,ps的加热软化温度为120-140℃,pp的加热软化温度为160-190℃;ps的刚性好,弹性模量可达3000mpa,而pp韧性好,弹性模量一般为1300mpa左右。从成本上比较,市面上ps原料价格一般为12000-13000元/吨,pp原料价格一般为9000-10000元/吨。从回收路径上比较,ps回收路径单一,出厂前的边角料可作为片材的中间层,也有做画框的(代替木制画框);pp回收路径较为丰富,凡是采用注塑工艺制成的塑料制品,均可由pp做原料,包括塑料箱、塑料盆等各种塑料制品。
8.目前市面上采用pp材质作为酸奶杯的,只是用在单杯产品上(主要采用注塑工艺制成),而对于在线成型的连杯工艺(一般包括“中空吹塑”+“刀具裁断”),还未有过合适的
解决方案。主要难点包括:pp韧性大,刀具很难裁断,进而使成品连杯掰不断,等等。
9.本申请涉及以下内容:
10.一种改性pp片材,其由包括聚丙烯pp、高刚pp和色母料的原料制备而成。
11.一方面,所述聚丙烯pp为主要原料,其熔融指数为1-6g/10min(优选为2.5-3.5g/10min),其弯曲模量为1000-1800mpa(优选为1200-1400mpa);其用量占原料总重量百分比为50~70%(上述熔融指数是在260℃下2.16kg的载荷试验条件下测定的)。
12.一方面,所述高刚pp的熔融指数为15-40g/10min(优选为20-25g/10min),其弯曲模量为1250-2600mpa(优选为1850-2050mpa);其用量占原料总重量百分比为25~47%(上述熔融指数是在260℃下2.16kg的载荷试验条件下测定的)。
13.另一方面,所述色母料的用量占原料总重量百分比为3~5%。
14.一方面,所述聚丙烯pp的熔融指数为2.5-3.5g/10min,其密度为0.85-0.95g/cm3;其拉伸屈服强度为25-40mpa,其弯曲模量为1200-1400mpa,其冲击强度25-40j/m;其用量占原料总重量百分比为50~70%(上述熔融指数是在260℃下2.16kg的载荷试验条件下测定的)。
15.优选地,所述聚丙烯pp的牌号为t30h、和/或t30s。
16.另一方面,所述高刚pp的熔融指数为20-25g/10min,其密度为1.1-1.2g/cm3;其拉伸屈服强度为34-38mpa,其弯曲模量为1850-2050mpa,其冲击强度4.2-5.5j/m;其用量占原料总重量百分比为25~47%(上述熔融指数是在260℃下2.16kg的载荷试验条件下测定的)。
17.优选地,所述高刚pp的牌号为pp68。
18.另一方面,所述色母料为白色pe,优选为牌号为l2009白、和/或e38253的pe粒料。
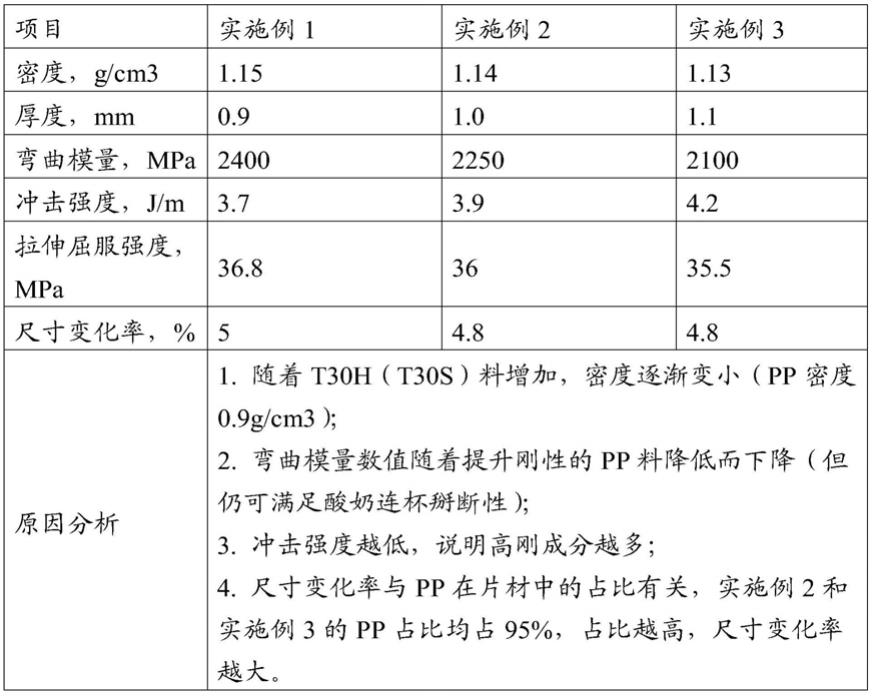
19.一方面,改性pp片材的弯曲模量为2100-2450mpa,优选为2400mpa;优选地,冲击强度为3.5-4.2j/m,更优选为3.7j/m;优选地,拉伸屈服强度为35-38mpa,更优选为36.8mpa;优选地,尺寸变化率为4-5.5%,更优选为5%。
20.另一方面,改性pp片材通过共混挤出的方式制备而成;优选地,所述共混挤出的挤出温度为170-230℃。
21.前面所述改性pp片材的制备方法,包括以下步骤:
22.配料:将原料混合后,在搅拌釜里搅拌,使其充分共混;优选地,搅拌时间为10-30min;
23.挤出:将共混后的粒料用挤出机加热、输送、压缩,使得粒料熔体化,将熔体分层挤出成型。
24.一方面,在挤出步骤后,还包括压片、冷却、和/或定型步骤。
25.另一方面,在上述步骤后,还包括切边、自然冷却、和/或收卷片材步骤。
26.一种酸奶八连杯包装,其包括杯体和盖膜。其中,所述杯体的材质为改性pp。
27.一方面,所述杯体的材质为前面所述的改性pp片材。
28.另一方面,所述盖膜的材质为bopp/vmpet/cpe复合膜;优选地,所述盖膜为bopp双向拉伸聚丙烯薄膜、vmpet镀铝聚酯薄膜、cpe聚乙烯薄膜三层薄膜复合制成。
29.一方面,所述包装还包括纸环标;优选地,所述纸环标由纸和胶组成。
30.一种酸奶八连杯包装的制备方法,其包括以下步骤:
31.盖膜的制备:原膜
---
印刷
---
复合
---
熟化
---
分切
---
封箱;
32.盖膜与pp杯体封合:将盖膜高温加热,热封层软化,与pp层贴合冷却,完成盖膜与pp杯体封合。所述pp杯体的材质为前面所述的改性pp片材。
33.改性pp片材
34.聚丙烯,简称pp。本发明通过调整pp片材的配方和制备工艺,制得了可满足酸奶八连杯生产及使用的改性pp片材。本发明从改性pp片材的原料、生产工艺、成品规格三个方面,来设计了具体的解决方案。
35.该改性pp片材的原料,主要由三种原料组成:1)主要原料:pp,可采用t30h、t30s等牌号的粒料,用量占比:50~70%(重量百分比),优选60~70%(重量百分比);2)提升刚性的原料:高刚pp,可采用pp68,用量占比:25~47%(重量百分比),优选25~37%(重量百分比);3)色母料(使酸奶杯成白色):白色pe,可采用l2009白、e38253等牌号的粒料,用量占比:3~5%(重量百分比)。
36.主要原料pp,例如,t30h的相关指标:熔融指数3g/10min(熔融指数是按260℃,2.16kg载荷试验条件);拉伸屈服强度34mpa;弯曲模量1380mpa;冲击强度32j/m。例如,t30s的相关指标:熔融指数:2.9-3.5g/10min;拉伸屈服强度35mpa;弯曲模量1350mpa。
37.原料高刚pp,例如,pp68相关指标(按重量比,85%pp-t30h+15%pp68):熔融指数22g/10min;(熔融指数是按260℃,2.16kg载荷试验条件);拉伸屈服强度35.5mpa;弯曲模量1905mpa;冲击强度4.7j/m。
38.采用改性pp片材代替传统的ps片材,弯曲模量提升,冲击强度下降,使得“酸奶连杯易掰断”成为趋势(酸奶连杯一般是通过用户徒手掰断,实现单杯与单杯之间分离)。
39.上述内容中各项指标的测试标准如下:
40.熔融指数,参照gb/t 3682《热塑性塑料熔体质量流动速率和熔体体积流动速率的测定》
41.拉伸屈服强度,参照gb/t 1040.3《塑料拉伸性能的测试》
42.弯曲模量,参照gb/t 9341《塑料弯曲性能的测定》
43.冲击强度,参照gb/t 9639.1《塑料薄膜和薄片抗冲击性能试验方法》
44.改性pp片材的生产工艺
45.生产流程:粒料
---
配料
---
拌料
---
上料
---
挤出(挤出温度:170-230℃)
★---
成型
---
在线检验
---
切边
---
收卷
---
包装。
46.例如,粒料:三种原料,按一定比例备好。配料:共混后,在搅拌釜里搅拌10-30min。
47.具体操作如下:
48.粒料
---
配料
---
拌料:将三种原料,依照:ppt30h、pp68、pe白色母的顺序,分别向搅拌缸里投入原料,搅拌30min,使其充分共混。
49.上料
---
挤出
---
成型
---
在线检验
---
切边
---
收卷:用挤出机将共混粒料加热、输送、压缩(共分8段温度:177℃、207℃、209℃、212℃、215℃、215℃、217℃、217℃、217℃)
---
粒料熔体化,再以稳定压力输入过滤器和平挤模头
---
熔体均质稳定流动
---
熔体在模头内均匀分流
---
定量稳定分层挤出
---
片材成型
---
三辊压片、冷却、定型
---
切废边
---
制成要求幅宽尺寸
---
自然冷却输送片材
---
收卷废边
---
稳定牵引片材—收卷片材。
50.改性pp片材成品及其性能测试
51.成品规格:1)宽度200-800mm;2)厚度:0.7-1.2mm。目前应用于蒙牛酸奶八连杯的片材方案。(片材经第三方检测报告,完全满足食品安全要求;且各原料均有第三方食品安全要报告。)
52.改性pp片材的性能测试
53.测试的相关参数如下:弯曲模量2100-2450mpa,优选2300-2400mpa,更优选2400mpa;冲击强度3.5-4.2j/m,优选3.5-3.7j/m,更优选3.7j/m;拉伸屈服强度35-38mpa,优选36-37mpa,更优选36.8mpa;尺寸变化率4-5.5%,优选5-5.5%,更优选5%。
54.上述内容中各项指标的测试标准如下:
55.尺寸变化率,参照gb/t 6673《塑料薄膜和薄片长度和宽度的测定》
56.拉伸屈服强度,参照gb/t 1040.3《塑料拉伸性能的测试》
57.弯曲模量,参照gb/t 9341《塑料弯曲性能的测定》
58.冲击强度,参照gb/t 9639.1《塑料薄膜和薄片抗冲击性能的试验方法》
59.酸奶八连杯及其生产工艺
60.生产流程:片材上机
---
片材牵引
---
片材预热(160-190℃)
---
中空吹塑成型
---
灌装酸奶
---
封盖膜
---
切刀裁切
---
单组八连杯。
61.酸奶连杯包装由杯子和杯盖组成,本发明的杯子材质由常规的ps改为pp,其盖膜的热封层材质,也可以同步更改;由于pp的热封性好于ps,所以,不再需要必须使用针对ps杯体材质的盖膜热封层eva类材质;采用常规的pe膜,也可完成与pp杯的封合,进而降低盖膜成本。
62.pp酸奶八连杯的包装由三部分组成:盖膜、纸环标、杯:
63.盖膜材质:bopp/vmpet/cpe(其中,bopp:双向拉伸聚丙烯薄膜;vmpet:镀铝聚酯薄膜;cpe:聚乙烯薄膜;将三层薄膜进行复合,制成bopp/vmpet/cpe复合膜);
64.与市面上的ps八连杯盖膜材质(bopp/vmpet/cps)(其中,bopp:双向拉伸聚丙烯薄膜;vmpet:镀铝聚酯薄膜;cps:适用于封合ps酸奶杯的薄膜(需添加eva成份),制成bopp/vmpet/cps复合膜)不同。
65.纸环标材质:纸/胶。
66.杯材质:pp。
67.盖膜的制备工艺:原膜(例如:bopp、vmpet、cpe)
---
印刷
---
复合
---
熟化
---
分切
---
封箱。
68.盖膜与pp杯封合:盖膜高温加热
---
热封层(例如cpe)软化
---
与pp层贴合冷却
---
盖膜与pp杯封合。
69.若改为pp八连杯,盖膜材质可用bopp/vmpet/cps,也可更改为:bopp/vmpet/cpe;cpe比cps的适用面更广(用量大),进而使得盖膜成本下降。
70.有益效果
71.酸奶八连杯是市面上酸奶杯的一种流行的形式,其材质通常为ps;酸奶八连杯的杯成型,通常采用在线成型的方式,片材采用中空吹塑工艺在线成杯,进而灌装酸奶、封盖膜。现有的酸奶八连杯制备工艺存在以下问题:ps成本较高,且回收路径单一(仅可作为填充料,用于木质相框)。为了解决现有技术中存在的所述缺陷,本发明提供了一种pp材质的酸奶八连杯、用于制造酸奶八连杯的改性pp片材及其制备方法。
72.本发明采用聚丙烯pp代替聚苯乙烯ps作为酸奶八连杯的主要材料;从使用效果上看,pp酸奶八连杯与现行的ps酸奶八连杯没有明显的差异;主要实现了以下优点:
73.1)包装物料的成本下降,整体上节省了16%-30%(市面上,ps原料吨价12000-13000元/吨,pp原料吨价9000-10000元/吨);
74.2)pp材质比ps材质,更环保,更易回收,更适合循环使用;具体来说,ps回收路径单一,出厂前的边角料可作为片材的中间层,也有做画框的(代替木制画框);pp回收路径较多,凡是采用注塑工艺制成的塑料制品,均可由pp做原料,塑料箱、塑料盆等;
75.3)间接的有益效果包括,降低了盖膜成本;酸奶八连杯包装由杯子和杯盖组成,当杯子材质由常规的ps改为pp时,其盖膜的热封层材质,也可以同步更改;由于pp的热封性好于ps,所以,不再需要必须使用针对ps杯体材质的盖膜热封层eva类材质;采用常规的pe膜,也可完成与pp杯的封合,进而降低盖膜成本。
76.由此可见,本发明所提供的改性pp材质的酸奶八连杯,大幅降低了材料成本(每吨价格差1000~1500元),并且,回收路径多(包括周转箱、注塑件等),提升材料的循环利用率,更加绿色环保。
具体实施方式
77.在各个实施例和对比例中,实施例3和对比例5,盖膜的材质采用:bopp/vmpet/cpe,其他均采用bopp/vmpet/cps(现行酸奶ps连杯的盖膜)。
78.各项指标的测试方法如下:
79.尺寸变化率,参照gb/t 6673《塑料薄膜和薄片长度和宽度的测定》,
80.拉伸屈服强度,参照gb/t 1040.3《塑料拉伸性能的测试》,
81.弯曲模量,参照gb/t 9341《塑料弯曲性能的测定》,
82.冲击强度,参照gb/t 9639.1《塑料薄膜和薄片抗冲击性能试验方法》。
83.实施例1
84.【可同目前ps酸奶八连杯效果】
85.(1)具体配方:
86.①
主要原料(牌号:t30h),用量占比:60%;
87.②
提升刚性的原料(牌号:pp68),用量占比:37%;
88.③
白色母料(牌号:l2009白),用量占比:3%;
89.(2)片材成型:
90.①
三种原料共混后(10min搅拌);
91.②
由片材成型机(加工温度170℃),挤出片材;
92.(3)片材规格:
93.①
宽度398mm;
94.②
厚度0.9mm;
95.(4)实现效果:该片材,经中空吹塑成型设备,其酸奶八连杯产品可实现掰断(弯曲模量2400mpa),且外观无毛边,杯挺度良好,杯与盖膜的热封封膜牢固。
96.实施例2
97.【可同目前ps酸奶八连杯效果】
98.⑴
具体配方:
99.①
主要原料(牌号:t30s),用量占比:65%;
100.②
提升刚性的原料(牌号:pp68),用量占比:30%;
101.③
白色母料(牌号:l2009白),用量占比:5%;
102.⑵
片材成型
103.①
三种原料共混后(20min搅拌);
104.②
由片材成型机(加工温度180℃),挤出片材;
105.⑶
片材规格:
106.①
宽度398mm;
107.②
厚度1.0mm;
108.⑷
实现效果:该片材,经中空吹塑成型设备,其酸奶八连杯产品可实现掰断(弯曲模量2250mpa),且外观无毛边,杯挺度良好,杯与盖膜的热封封膜牢固。
109.实施例3
110.【可同目前ps酸奶八连杯效果】
111.⑴
具体配方:
112.①
主要原料(牌号:t30s),用量占比:70%;
113.②
提升刚性的原料(牌号:pp68),用量占比:25%;
114.③
白色母料(牌号:l2009白),用量占比:5%;
115.⑵
片材成型
116.①
三种原料共混后(20min搅拌);
117.②
由片材成型机(加工温度180℃),挤出片材;
118.⑶
片材规格:
119.①
宽度398mm;
120.②
厚度1.1mm;
121.⑷
实现效果:该片材,经中空吹塑成型设备,其酸奶八连杯产品可实现掰断(弯曲模量2100mpa),且外观无毛边,杯挺度良好,杯与盖膜的热封封膜牢固。
122.表1各实施例片材的相关数据
[0123][0124]
表2各实施例八连杯的相关数据
[0125]
[0126]
对比例1
[0127]
【接近ps酸奶八连杯效果,但有毛边】
[0128]
⑴
具体配方:
[0129]
①
主要原料(牌号:t30h),用量占比:70%;
[0130]
②
提升刚性的原料(牌号:pp68),用量占比:27%;
[0131]
③
白色母料(牌号:e38253白),用量占比:3%;
[0132]
⑵
片材成型
[0133]
①
三种原料共混后(30min搅拌);
[0134]
②
由片材成型机(加工温度190℃),挤出片材;
[0135]
⑶
片材规格:
[0136]
①
宽度398mm;
[0137]
②
厚度1.3mm;
[0138]
⑷
实现效果:该片材,经中空吹塑成型设备,其酸奶八连杯产品可实现掰断(弯曲模量2105mpa),但会有毛边,杯挺度良好,杯与盖膜的热封封膜牢固。
[0139]
对比例2
[0140]
【无法实现酸奶八连杯的掰断】
[0141]
⑴
具体配方:
[0142]
①
主要原料(牌号:t30s),用量占比:80%;
[0143]
②
提升刚性的原料(牌号:pp68),用量占比:15%;
[0144]
③
白色母料(牌号:e38253白),用量占比:5%;
[0145]
⑵
片材成型
[0146]
①
三种原料共混后(30min搅拌);
[0147]
②
由片材成型机(加工温度190℃),挤出片材;
[0148]
⑶
片材规格:
[0149]
①
宽度398mm;
[0150]
②
厚度1.1mm;
[0151]
⑷
实现效果:该片材,经中空吹塑成型设备,其酸奶八连杯产品无法实现掰断(弯曲模量1905mpa),无毛边,杯挺度良好,杯与盖膜的热封封膜牢固。
[0152]
对比例3
[0153]
【无法实现酸奶八连杯的掰断】
[0154]
⑴
具体配方:
[0155]
①
主要原料(牌号:t30s),用量占比:95%;
[0156]
②
白色母料(牌号:e38253白),用量占比:5%;
[0157]
⑵
片材成型
[0158]
①
两种原料共混后(30min搅拌);
[0159]
②
由片材成型机(加工温度190℃),挤出片材;
[0160]
⑶
片材规格:
[0161]
①
宽度398mm;
[0162]
②
厚度1.1mm;
[0163]
⑷
实现效果:该片材,经中空吹塑成型设备,其酸奶八连杯产品无法实现掰断(弯曲模量1350mpa),杯挺度软,杯与盖膜的热封封膜牢固。
[0164]
对比例4:
[0165]
【酸奶连杯无法成型】
[0166]
⑴
具体配方:
[0167]
①
主要原料(牌号:t30s),用量占比:80%;
[0168]
②
提升刚性的原料(牌号:pp68),用量占比:15%;
[0169]
③
白色母料(牌号:e38253白),用量占比:5%;
[0170]
⑵
片材成型
[0171]
①
三种原料共混后(30min搅拌);
[0172]
②
由片材成型机(加工温度150℃),挤出片材;
[0173]
⑶
片材规格:
[0174]
①
宽度398mm;
[0175]
②
厚度1.1mm;
[0176]
⑷
实现效果:酸奶杯无法成型,中空吹塑有气泡孔洞
[0177]
对比例5:
[0178]
【酸奶连杯的盖膜材质更换,无法封合】
[0179]
⑴
具体配方:
[0180]
①
主要原料ps(牌号:hi-425ep),用量占比:96%;
[0181]
②
白色母料(牌号:m007白),用量占比:4%;
[0182]
⑵
片材成型
[0183]
①
两种原料共混后(30min搅拌);
[0184]
②
由片材成型机(加工温度150℃),挤出片材;
[0185]
⑶
片材规格:
[0186]
②
宽度398mm;
[0187]
②
厚度0.9mm;
[0188]
⑷
实现效果:酸奶杯可成型,但无法与盖膜(材质:bopp/vmpet/cpe)实现牢固封合。
[0189]
表3各对比例片材的相关数据
[0190]
备注:片材成杯温度与对比例2相比,低40℃(为150℃),配方比例不变;
[0191][0192]
表4各对比例八连杯的相关数据
[0193]
[0194]
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1