一种高强度尼龙隔热条母粒的制备方法与流程
[0001]
本发明属于尼龙隔热条母粒生产领域,具体地,涉及一种高强度尼龙隔热条母粒的制备方法。
背景技术:
[0002]
尼龙隔热条是一种铝合金隔热节能门窗中用来连接内外铝合金型材的非金属连接件,在隔热铝合金门窗中是起到重要作用的一种结构件,同时也可以起到隔断铝合金门窗框上热传递的功能,使用这种隔热条的门窗具有传热系数小,隔音隔热防尘的效果,因此在日常生活中广泛应用,而隔热条母粒则是生产隔热条必不可少的原料,隔热条母粒制备过程中,必不可少的使用到挤出装置。
[0003]
但是目前母粒制备所使用的挤出装置在挤出时对母粒进行切割通常设置为单独驱动的设备,在生产过程中不仅加工麻烦,而且增大了能耗,不够环保,并且切割机构通常为固定设置,不方便拆卸,给工作人员维修和更换造成难度。
技术实现要素:
[0004]
本发明的目的在于提供一种高强度尼龙隔热条母粒的制备方法,该母粒的复合增韧剂采用石墨烯和端羟基超支化聚酯组成,石墨烯和端羟基超支化聚酯兼具高韧性改善能力,提高了隔热条母粒的韧性和强度,石墨烯具有超强的耐高温性能,端羟基超支化聚酯具有高分散性能,使隔热母粒的耐高温和横拉强度性能得到有效改善,最终挤出成型的隔热条外观平整光滑,并且石墨烯避免了后续生产处的隔热条氧化后变硬变脆,提高了隔热条的使用寿命。
[0005]
本发明的目的可以通过以下技术方案实现:
[0006]
一种高强度尼龙隔热条母粒,由尼龙66树脂、无碱玻璃纤维、抗氧剂、复合增韧剂、黑色母和无机填料按照质量比为60:25:0.8:1.5:0.7:12制成,复合增韧剂由石墨烯和端羟基超支化聚酯按照质量比为2:8制成。
[0007]
一种高强度尼龙隔热条母粒的制备方法,包括如下步骤:
[0008]
步骤一、配备原材料
[0009]
按照质量比准备好适量的尼龙66树脂、无碱玻璃纤维、抗氧剂、复合增韧剂、黑色母和无机填料;
[0010]
步骤二、预混合
[0011]
将尼龙66树脂、抗氧剂、复合增韧剂、黑色母和无机填料一起投入混料缸中,按照20分钟*3次进行预混合;
[0012]
步骤三、混合
[0013]
开启双螺杆挤出机的电机,使其带动第一螺杆和第二螺杆转动,将预混合好的原料从双螺杆挤出装置的主进料口加入,再将无碱玻璃纤维从双螺杆挤出装置的侧进料口加入,通过第一螺杆和第二螺杆使其充分混合;
[0014]
步骤四、熔融挤出
[0015]
混合后的原料在壳体内部通过第一螺杆和第二螺杆的传送,经过一区、二区和三区,控制一区温度30℃,二区温度250℃,三区温度270℃,主机转速为280转/分钟,使原料充分熔融,并通过挤出口挤出;
[0016]
步骤五、冷却切粒
[0017]
熔融挤出后的原料通过冷却出口得到冷却,从冷却出口排出,切料机构对排出的母粒条进行切粒,切粒完成后得到高强度的母粒。
[0018]
进一步的,步骤三中所述的双螺杆挤出装置,包括底座、电机和壳体,底座的上方安装有电机,底座的上方同时安装有壳体,电机一侧连接安装有机轴,机轴一端贯穿壳体并位于壳体内部,机轴外侧围绕安装有第一驱动齿轮,第一驱动齿轮一侧啮合安装有第二驱动齿轮,第二驱动齿轮中间贯穿安装有第一螺杆,第二驱动齿轮一侧啮合安装有第三驱动齿轮,第三驱动齿轮中间贯穿安装有第二螺杆,壳体上方同时开设有主进料口和侧进料口,壳体一端安装有挤出口,挤出口一侧连接安装有冷却出口,机轴外侧围绕安装有连动轴,连动轴外侧套设有皮带,壳体顶部固定安装有支撑杆,支撑杆顶部安装有通轴,通轴中间贯穿设置有联动杆,联动杆一端贯穿安装在连动轴中间,联动杆另一端设置有定位块,联动杆一端外表面开设有凹槽,冷却出口一侧设置有切料机构,底座上开设有通槽,底座上设置有固定架,固定架一侧连接安装有连接轴,固定架底部连接安装有卡块。
[0019]
进一步的,所述壳体包括一区、二区和三区,一区的一端连接安装有二区,二区的另一端连接安装有三区,第一螺杆位于一区、二区和三区内部,第二螺杆位于一区和二区内部。
[0020]
进一步的,所述连动轴设置有2个,一个连动轴与机轴固定安装,另一个连动轴与联动杆固定连接,联动杆的一端外表面为螺纹设置,联动杆在通轴内部构成旋转结构。
[0021]
进一步的,所述定位块内侧为螺纹设置,定位块与联动杆一端构成螺纹卡合结构。
[0022]
进一步的,所述切料机构包括活动盒、限位槽、滚珠、齿条、第一圆齿轮、凸块、第二圆齿轮、刀片盘和安装件,活动盒内部开设有限位槽,限位槽内部设置有滚珠,限位槽中间设置有齿条,齿条啮合连接有第一圆齿轮和第二圆齿轮,第一圆齿轮中间固定安装有凸块,第二圆齿轮一侧连接安装有刀片盘,刀片盘表面设置有安装件,凸块与凹槽构成卡合结构,联动杆的外径小于第一圆齿轮的内径,第二圆齿轮套设在连接轴外侧,第二圆齿轮与连接轴构成卡合旋转结构。
[0023]
进一步的,所述卡块为“t”形设置,且卡块与通槽构成卡合滑动结构。
[0024]
本发明的有益效果:
[0025]
本发明采用特制的双螺杆挤出装置对母粒生产过程中的关键熔融挤出切粒步骤进行挤出操作,通过设置的连动轴、皮带、支撑杆、通轴和联动杆,使得该装置在通过机轴带动第一螺杆与第二螺杆转动的同时,还可以带动联动杆转动,通过联动杆一端外侧的螺纹设置,可以使用定位块对切料机构进行定位,根据工作人员的需要切割不同长度的母粒,并且第一圆齿轮内部的凸块与联动杆表面的凹槽互为卡合,不仅可以通过联动杆带动第一圆齿轮转动,还可以通过定位块的帮助轻松对切料机构进行拆卸,使得整个装置使用起来更加方便,无需增加过多的切料装置,同一个电机的作用下完成多个步骤操作,节约了能源消耗,同时也降低了工作周期;
[0026]
本发明的该母粒的复合增韧剂采用石墨烯和端羟基超支化聚酯组成,石墨烯和端羟基超支化聚酯兼具高韧性改善能力,提高了隔热条母粒的韧性和强度,石墨烯具有超强的耐高温性能,端羟基超支化聚酯具有高分散性能,使隔热母粒的耐高温和横拉强度性能得到有效改善,最终挤出成型的隔热条外观平整光滑,并且石墨烯避免了后续生产出的隔热条氧化后变硬变脆,提高了隔热条的使用寿命。
附图说明
[0027]
为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明。
[0028]
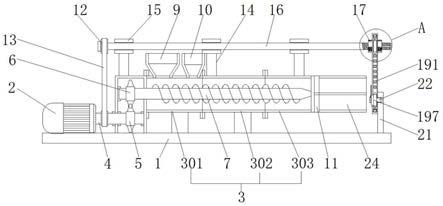
图1为本发明双螺杆挤出装置的整体正视剖面结构示意图;
[0029]
图2为本发明双螺杆挤出装置的整体俯视剖面结构示意图;
[0030]
图3为本发明双螺杆挤出装置的整体俯视结构示意图;
[0031]
图4为本发明图1中a处放大结构示意图;
[0032]
图5为本发明双螺杆挤出装置切料机构与固定架连接结构示意图;
[0033]
图6为本发明双螺杆挤出装置第二圆齿轮与刀片盘连接结构示意图;
[0034]
图7为本发明双螺杆挤出装置定位块与联动杆连接结构示意图。
[0035]
图中:1、底座;2、电机;3、壳体;4、机轴;5、第一驱动齿轮;6、第二驱动齿轮;7、第一螺杆;8、第二螺杆;9、主进料口;10、侧进料口;11、挤出口;12、连动轴;13、皮带;14、支撑杆;15、通轴;16、联动杆;17、定位块;18、凹槽;19、切料机构;20、通槽;21、固定架;22、连接轴;23、卡块;24、冷却出口;25、第三驱动齿轮;301、一区;302、二区;303、三区;191、活动盒;192、限位槽;193、滚珠;194、齿条;195、第一圆齿轮;196、凸块;197、第二圆齿轮;198、刀片盘;199、安装件。
具体实施方式
[0036]
下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0037]
一种高强度尼龙隔热条母粒,由尼龙66树脂、无碱玻璃纤维、抗氧剂、复合增韧剂、黑色母和无机填料按照质量比为60:25:0.8:1.5:0.7:12制成,复合增韧剂由石墨烯和端羟基超支化聚酯按照质量比为2:8制成;
[0038]
该高强度尼龙隔热母粒的制备方法,包括如下步骤:
[0039]
步骤一、配备原材料
[0040]
按照质量比准备好适量的尼龙66树脂、无碱玻璃纤维、抗氧剂、复合增韧剂、黑色母和无机填料;
[0041]
步骤二、预混合
[0042]
将尼龙66树脂、抗氧剂、复合增韧剂、黑色母和无机填料一起投入混料缸中,按照20分钟*3次进行预混合;
[0043]
步骤三、混合
[0044]
开启双螺杆挤出机的电机2,使其带动第一螺杆7和第二螺杆8转动,将预混合好的
原料从双螺杆挤出装置的主进料口9加入,再将无碱玻璃纤维从双螺杆挤出装置的侧进料口10加入,通过第一螺杆7和第二螺杆8使其充分混合;
[0045]
步骤四、熔融挤出
[0046]
混合后的原料在壳体3内部通过第一螺杆7和第二螺杆8的传送,经过一区301、二区302和三区303,控制一区301温度30℃,二区302温度250℃,三区303温度270℃,主机转速为280转/分钟,使原料充分熔融,并通过挤出口11挤出;
[0047]
步骤五、冷却切粒
[0048]
熔融挤出后的原料通过冷却出口24得到冷却,从冷却出口24排出,切料机构19对排出的母粒条进行切粒,切粒完成后得到高强度的母粒;
[0049]
该母粒的复合增韧剂采用石墨烯和端羟基超支化聚酯组成,石墨烯和端羟基超支化聚酯兼具高韧性改善能力,提高了隔热条母粒的韧性和强度,石墨烯具有超强的耐高温性能,端羟基超支化聚酯具有高分散性能,使隔热母粒的耐高温和横拉强度性能得到有效改善,最终挤出成型的隔热条外观平整光滑,并且石墨烯避免了后续生产出的隔热条氧化后变硬变脆,提高了隔热条的使用寿命;
[0050]
请参阅图1-7所示,步骤三中的双螺杆挤出装置,包括底座1、电机2和壳体3,底座1的上方安装有电机2,底座1的上方同时安装有壳体3,电机2一侧连接安装有机轴4,机轴4一端贯穿壳体3并位于壳体3内部,机轴4外侧围绕安装有第一驱动齿轮5,第一驱动齿轮5一侧啮合安装有第二驱动齿轮6,第二驱动齿轮6中间贯穿安装有第一螺杆7,第二驱动齿轮6一侧啮合安装有第三驱动齿轮25,第三驱动齿轮25中间贯穿安装有第二螺杆8,壳体3上方同时开设有主进料口9和侧进料口10,壳体3一端安装有挤出口11,挤出口11一侧连接安装有冷却出口24,机轴4外侧围绕安装有连动轴12,连动轴12外侧套设有皮带13,壳体3顶部固定安装有支撑杆14,支撑杆14顶部安装有通轴15,通轴15中间贯穿设置有联动杆16,联动杆16一端贯穿安装在连动轴12中间,联动杆16另一端设置有定位块17,联动杆16一端外表面开设有凹槽18,冷却出口24一侧设置有切料机构19,底座1上开设有通槽20,底座1上设置有固定架21,固定架21一侧连接安装有连接轴22,固定架21底部连接安装有卡块23;
[0051]
如图1、图2、图3所示,壳体3包括一区301、二区302和三区303,一区301的一端连接安装有二区302,二区302的另一端连接安装有三区303,第一螺杆7位于一区301、二区302和三区303内部,第二螺杆8位于一区301和二区302内部,有利于分段式加料,使得原料熔融更加彻底;
[0052]
如图1所示,连动轴12设置有2个,一个连动轴12与机轴4固定安装,另一个连动轴12与联动杆16固定连接,联动杆16的一端外表面为螺纹设置,联动杆16在通轴15内部构成旋转结构,有利于在电机2的带动下,可以使切料机构19和第一螺杆7、第二螺杆8一起工作,节省了能耗;
[0053]
如图1、图4、图7所示,定位块17内侧为螺纹设置,定位块17与联动杆16一端构成螺纹卡合结构,有利于根据需要调整切料机构19的位置;
[0054]
如图1、图4、图5、图6所示,切料机构19包括活动盒191、限位槽192、滚珠193、齿条194、第一圆齿轮195、凸块196、第二圆齿轮197、刀片盘198和安装件199,活动盒191内部开设有限位槽192,限位槽192内部设置有滚珠193,限位槽192中间设置有齿条194,齿条194啮合连接有第一圆齿轮195和第二圆齿轮197,第一圆齿轮195中间固定安装有凸块196,第二
圆齿轮197一侧连接安装有刀片盘198,刀片盘198表面设置有安装件199,凸块196与凹槽18构成卡合结构,联动杆16的外径小于第一圆齿轮195的内径,第二圆齿轮197套设在连接轴22外侧,第二圆齿轮197与连接轴22构成卡合旋转结构,有利于切料机构19在联动杆16上的拆卸与安装,且第二圆齿轮197得到支撑定位;
[0055]
如图5所示,卡块23为“t”形设置,且卡块23与通槽20构成卡合滑动结构,有利于切料机构19通过卡块23在底座1上拆卸和安装。
[0056]
该双螺杆挤出装置的工作原理及方式:
[0057]
开启电机2,使电机2带动机轴4转动,机轴4转动带动第一驱动齿轮5转动,第一驱动齿轮5带动与其啮合连接的第二驱动齿轮6和第三驱动齿轮25一起转动,于是第二驱动齿轮6和第三驱动齿轮25分别带动第一螺杆7和第二螺杆8转动,将预混合后的原料通过主进料口9投入双螺杆挤出装置内,预混合的原料在一区301内部进行初次熔融,将无碱玻璃纤维从侧进料口10加入壳体3内部,所有原料通过二区302和三区303升温加速熔融,混合熔融好的原料从挤出口11挤出成条,挤出成型的母粒条经过冷却出口24得到冷却;
[0058]
电机2开启后机轴4转动同时带动机轴4外侧围绕安装的连动轴12转动,连动轴12通过皮带13带动联动杆16外侧安装的连动轴12转动,于是联动杆16同时被带动在通轴15内部转动,当工作人员需要对挤出的母粒条进行切粒处理时,在电机2开启前,根据需要先将刀片通过安装件199安装到刀片盘198上,再将定位块17通过螺纹旋转安装到联动杆16一端,根据需要切割的位置确定定位块17的位置,再将切料机构19通过第一圆齿轮195套设到联动杆16外侧,凸块196与凹槽18相互卡合,同时固定架21底部的卡块23滑入底座1上的通槽20内部,对切料机构19进行二次支撑作用,再次将第二块定位块17旋转与切料机构19另一侧联动杆16连接,使两块定位块17将切料机构19固定在需要位置;
[0059]
联动杆16在电机2的作用下转动,于是联动杆16带动第一圆齿轮195转动,第一圆齿轮195带动齿条194在活动盒191内部的限位槽192内转动,于是齿条194带动第二圆齿轮197转动,第二圆齿轮197转动同时表明安装的刀片盘198同时转动,于是刀片跟随刀片盘198转动并对挤出的母粒进行切割,该双螺杆挤出装置只需一个电机2便可带动挤出与切料同时进行,有效的节约了能耗,并且不需要更换别的装置进行切粒工作,同时降低了生产周期。
[0060]
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1