一种环形工件用易脱模通用塑料模具的制作方法
1.本发明属于通用塑料模具领域,尤其是涉及一种环形工件用易脱模通用塑料模具。
背景技术:
2.塑料的种类多种多样,通用塑料便是其中较为常见的一种,其具有产量大、价格低、用途广和影响面宽等特点,其内涵常随时代及科学技术的发展而有些变化。
3.在通用塑料的加工过程中常会用到相应的模具,大多传统的模具只是由两个简单的动模和定模构成,当塑胶溶液凝固后,成型的工件难以从模具中脱落下来,常常需要使用硬质杆将其推出,工件与杆体的接触处容易发生形变,破坏工件的外表面,而且,通过传统模具生产的工件容易因各种原因而产生毛边,若后期不进行处理则会影响工件质量,若逐个进行人工处理,则费时费力。
4.为此,我们提出一种环形工件用易脱模通用塑料模具来解决上述问题。
技术实现要素:
5.本发明的目的是针对大多传统模具难以进行脱模的问题,提供一种能有效去除毛边的环形工件用易脱模通用塑料模具。
6.为达到上述目的,本发明采用了下列技术方案:一种环形工件用易脱模通用塑料模具,包括框体,其特征在于,所述框体内顶面通过伸缩杆活动连接有动模,所述框体内底面固定连接有竖直设置的固定桩,所述固定桩外套设有与其同轴设置的固定筒,所述固定筒固定连接在框体内底面上,所述动模下方设有与其匹配设置的定模,所述定模套设在固定桩外,所述动模和定模的侧壁上分别开设有上模槽和下模槽,所述上模槽内固定嵌设有弹性金属层,所述弹性金属层与上模槽的槽壁之间形成密封腔,所述动模内设有脱模机构。
7.在上述的环形工件用易脱模通用塑料模具中,所述下模槽固定连通有注塑孔。
8.在上述的环形工件用易脱模通用塑料模具中,所述脱模机构包括开设在动模内的固定腔,所述固定腔通过导管与密封腔连通,所述固定腔内密封滑动连接有磁性块,所述固定桩内固定嵌设有与磁性块同极相斥的铁磁块。
9.在上述的环形工件用易脱模通用塑料模具中,所述固定桩内设有转轴水平设置的打磨球,所述打磨球的转轴固定套设有齿轮,所述动模下底面固定连接有竖直设置的齿条,所述齿条的下端延伸至固定桩内设置并与齿轮啮合连接。
10.在上述的环形工件用易脱模通用塑料模具中,所述固定桩内设有与齿轮匹配设置的条形槽,所述固定筒内侧壁、固定桩外侧壁和打磨球侧壁上均设有打磨层。
11.与现有的技术相比,本环形工件用易脱模通用塑料模具的优点在于:
12.1、本发明通过使下模槽与注塑孔连通,能通过从底部注射的方法将注塑溶液注射到上模槽和下模槽内,与从上至下的注塑方法相比,能有效避免气泡的产生,提高工件的整体质量。
13.2、本发明通过设置脱模机构,当工件凝固后,通过伸缩杆带动动模向上移动,再将定模从固定桩上取下,最后再通过伸缩杆带动动模向下移动,此时动模便能下降较大的距离,在动模下降的过程中,固定腔内的磁性块会逐渐靠近铁磁块,从而使磁性块在斥力的作用下向上移动,通过导管对密封腔形成抽吸作用,此时弹性金属层会向上模槽内凹陷,从而与凝固的工件表面分离,工件便能轻易脱落下来。
14.3、本发明通过设置打磨球,当工件从上模槽内脱离后,便会在重力作用下顺着固定筒与固定桩之间的空间向下移动,与此同时,固定桩内的打磨球会在传动作用下发生转动,能对工件的内侧壁进行打磨,将内侧壁上的毛边打磨掉,保证工件外表面的光滑程度。
15.4、本发明通过设置齿轮和齿条,当工件从上模槽内脱离后,动模在伸缩杆的带动下会向下移动,带动齿条向下移动,向下移动的齿条会通过与其啮合连接的齿轮带动整个打磨球转动,对工件内侧壁起到打磨的作用。
附图说明
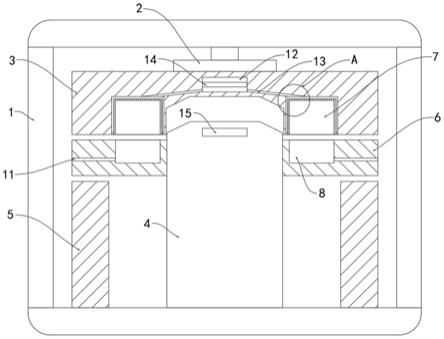
16.图1是本发明提供的一种环形工件用易脱模通用塑料模具实施例1的结构示意图;
17.图2是图1中a处的放大结构示意图;
18.图3是本发明提供的一种环形工件用易脱模通用塑料模具实施例2的结构示意图;
19.图4是本发明提供的一种环形工件用易脱模通用塑料模具实施例2中固定桩的俯视图。
20.图中,1框体、2伸缩杆、3动模、4固定桩、5固定筒、6定模、7上模槽、8下模槽、9弹性金属层、10密封腔、11注塑孔、12固定腔、13导管、14磁性块、15铁磁块、16打磨球、17齿轮、18齿条。
具体实施方式
21.以下实施例仅处于说明性目的,而不是想要限制本发明的范围。
22.实施例1
23.如图1
‑
2所示,一种环形工件用易脱模通用塑料模具,包括框体1,框体1内顶面通过伸缩杆2活动连接有动模3,动模3能在伸缩杆2的带动下进行上下移动。
24.框体1内底面固定连接有竖直设置的固定桩4,固定桩4外套设有与其同轴设置的固定筒5,固定筒5固定连接在框体1内底面上,动模3下方设有与其匹配设置的定模6,定模6套设在固定桩4外,且能上下自由移动。
25.动模3和定模6的侧壁上分别开设有上模槽7和下模槽8,上模槽7和下模槽8之间构成截面呈椭圆状的工件,值得一提的是,下模槽8固定连通有注塑孔11,能通过从底部注射的方法将注塑溶液注射到上模槽7和下模槽8内,与从上至下的注塑方法相比,能有效避免气泡的产生,提高工件的整体质量
26.上模槽7内固定嵌设有弹性金属层9,弹性金属层9与上模槽7的槽壁之间形成密封腔10。
27.动模3内设有脱模机构,具体的,脱模机构包括开设在动模3内的固定腔12,固定腔12通过导管13与密封腔10连通,固定腔12内密封滑动连接有磁性块14,固定桩4内固定嵌设有与磁性块14同极相斥的铁磁块15。
28.本发明可通过以下操作方式阐述其功能原理:
29.本发明使用时,将定模6放置在固定筒5上,启动伸缩杆2带动动模3向下移动与定模6合并,通过注塑孔11向上模槽7和下模槽8内注塑溶液,能通过从底部注射的方法进行注射,与从上至下的注塑方法相比,能有效避免气泡的产生,提高工件的整体质量。
30.当工件凝固后,通过伸缩杆2带动动模3向上移动,再将定模6从固定桩4上取下,最后再通过伸缩杆2带动动模3向下移动,此时动模3便能下降较大的距离。
31.在动模3下降的过程中,固定腔12内的磁性块14会逐渐靠近铁磁块15,从而使磁性块14在斥力的作用下向上移动,通过导管13对密封腔10形成抽吸作用,此时弹性金属层9会向上模槽7内凹陷,从而与凝固的工件表面分离,工件便能轻易脱落下来。
32.实施例2
33.如图3
‑
4所示,本实施例与实施例1的不同之处在于:固定桩4内设有转轴水平设置的打磨球16,打磨球16的转轴固定套设有齿轮17,动模3下底面固定连接有竖直设置的齿条18,齿条18的下端延伸至固定桩4内设置并与齿轮17啮合连接(如图3所示)。
34.固定桩4内设有与齿轮17匹配设置的条形槽,固定筒5内侧壁、固定桩4外侧壁和打磨球16侧壁上均设有打磨层,能对工件外侧壁上的毛边进行打磨,进一步提高工件外表面的光滑程度。
35.本实施例中,当工件从上模槽7内脱离后,便会在重力作用下顺着固定筒5与固定桩4之间的空间向下移动,与此同时,动模3在伸缩杆2的带动下也会向下移动,带动齿条18向下移动,向下移动的齿条18会通过与其啮合连接的齿轮17带动整个打磨球16转动,能对工件的内侧壁进行打磨,将内侧壁上的毛边打磨掉,保证工件外表面的光滑程度。
36.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1