多颜色3D打印方法、装置、3D打印设备及存储介质与流程
多颜色3d打印方法、装置、3d打印设备及存储介质
技术领域
1.本发明实施例涉及3d打印技术领域,尤其涉及一种多颜色3d打印方法、装置、3d打印设备及存储介质。
背景技术:
2.基于fdm(fused deposition modeling,工艺熔融沉积制造)的3d打印技术是将固体的塑料丝材加热熔化之后通过喷头挤出来,在工作台上层层叠加式地打印,堆成一定的形状,液态的材料经过散热固化成型。目前fdm打印大多为单色打印,这种技术相对来说比较成熟,但是多色打印还未普及。
3.目前已有的双色打印机大多采用两进一出的挤出方式,这种结构的机型,在换色时,由于喷嘴腔体内存在上一种材料的残余量,则导致当前材料的打印颜色受到污染。现在软件上解决办法是:每次换色时,将过渡色打印到模型旁边的装填塔,将过渡色排除干净,然后再继续打印模型。由于要将过渡色打印到装填塔,增加了打印喷头的移动路线,进而增加了打印时间;同时装填塔内的过渡色废弃,造成浪费耗材。
技术实现要素:
4.有鉴于此,本发明实施例提供一种多颜色3d打印方法、装置、3d打印设备及存储介质,以提高3d打印的效率。
5.第一方面,本发明实施例提供一种多颜色3d打印方法,包括:
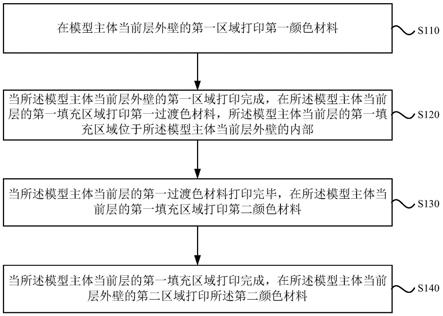
6.在模型主体当前层外壁的第一区域打印第一颜色材料;
7.当所述模型主体当前层外壁的第一区域打印完成,在所述模型主体当前层的第一填充区域打印第一过渡色材料,所述模型主体当前层的第一填充区域位于所述模型主体当前层外壁的内部;
8.当所述模型主体当前层的第一过渡色材料打印完毕,在所述模型主体当前层的第一填充区域打印第二颜色材料;
9.当所述模型主体当前层的第一填充区域打印完成,在所述模型主体当前层外壁的第二区域打印所述第二颜色材料。
10.进一步的,还包括:
11.当所述模型主体当前层外壁的第二区域打印完成,在所述模型主体当前层的第二填充区域打印第二过渡色材料;
12.当所述模型主体当前层的第二过渡色材料打印完毕,在所述模型主体当前层的第二填充区域打印第三颜色材料;
13.当所述模型主体当前层的第二填充区域打印完成,在所述模型主体当前层外壁的第三区域打印所述第三颜色材料。
14.通过使不同的过渡色材料打印至不同的区域,可以对过渡色材料进行分区管理,换色打印时不用关注打印喷头的起、落点,进而提高打印效率;还可以避免所有过渡色材料
打印至相同的区域而导致该区域高度过高,确保模型主体当前层外壁的高度和模型主体当前层填充区域的高度一致,保证打印模型的质量。
15.进一步的,所述模型主体当前层外壁包括模型主体当前层外墙、模型主体当前层第一内墙和模型主体当前层第二内墙,在模型主体当前层外壁的第一区域打印第一颜色材料包括:
16.在模型主体当前层外墙的第一区域打印第一颜色材料;
17.当所述模型主体当前层外墙的第一区域打印完成,在模型主体当前层第一内墙的第一区域打印所述第一颜色材料;
18.当所述模型主体当前层第一内墙的第一区域打印完成,在模型主体当前层第二内墙的第一区域打印所述第一颜色材料。
19.通过将模型主体的外壁按照外墙、第一内墙和第二内墙的顺序依次打印,使得外壁由三层结构构成,第一内墙和第二内墙不仅防止填充区域的过渡色污染外墙表面,还对外墙起到加固作用,提高模型质量。
20.进一步的,当所述模型主体当前层外壁的第一区域打印完成,在所述模型主体当前层的第一填充区域打印第一过渡色材料包括:
21.当所述模型主体当前层外壁的第一区域打印完成,基于打印喷头的第一当前位置和模型主体当前层的第一填充区域位置进行第一路径规划;
22.基于所述第一路径规划将所述打印喷头移动至所述模型主体当前层的第一填充区域打印第一过渡色材料。
23.通过第一路径规划寻求打印喷头在第一当前位置和模型主体当前层的第一填充区域之间移动的最优路径,缩短打印喷头的移动路径,减少打印时间。
24.进一步的,当所述模型主体当前层的第一填充区域打印完成,在所述模型主体当前层外壁的第二区域打印所述第二颜色材料包括:
25.当所述模型主体当前层的第一填充区域打印完成,基于所述打印喷头的第二当前位置和模型主体当前层外壁的第二区域位置进行第二路径规划;
26.基于所述第二路径规划将所述打印喷头移动至所述模型主体当前层的第二区域位置打印所述第二颜色材料。
27.通过第二路径规划寻求打印喷头在第二当前位置和模型主体当前层的第二区域之间移动的最优路径,缩短打印喷头的移动路径,减少打印时间。
28.进一步的,当所述模型主体当前层的第一填充区域打印完成,在所述模型主体当前层外壁的第二区域打印所述第二颜色材料之后,还包括:
29.当所述模型主体当前层外壁的第二区域打印完成,将模型主体下一层作为模型主体当前层,返回在模型主体当前层外壁的第一区域打印第一颜色材料的步骤,直至所述模型主体最后一层外壁的第二区域打印完成。
30.进一步的,还包括:
31.当所述模型主体最后一层打印完成,在热床上打印顶部过渡色材料;
32.在模型顶部打印顶部材料。
33.通过将顶部过渡色材料打印至热床,保证顶部区域的外表面颜色不受过渡色污染。
34.第二方面,本发明实施例提供一种多颜色3d打印装置,包括:
35.第一颜色材料打印模块,用于在模型主体当前层外壁的第一区域打印第一颜色材料;
36.第一过渡色材料打印模块,用于当所述模型主体当前层外壁的第一区域打印完成,在所述模型主体当前层的第一填充区域打印第一过渡色材料,所述模型主体当前层的第一填充区域位于所述模型主体当前层外壁的内部;当所述模型主体当前层的第一过渡色材料打印完毕,在所述模型主体当前层的第一填充区域打印第二颜色材料;
37.第二颜色材料打印模块,用于当所述模型主体当前层的第一填充区域打印完成,在所述模型主体当前层外壁的第二区域打印所述第二颜色材料。
38.第三方面,本发明实施例提供一种3d打印设备,包括:
39.一个或多个处理器;
40.存储装置,用于存储一个或多个程序,
41.当所述一个或至少一个程序被所述一个或多个处理器执行,使得所述一个或多个处理器实现本发明任意实施例提供的多颜色3d打印方法。
42.第四方面,本发明实施例提供一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现本发明任意实施例提供的多颜色3d打印方法。
43.本发明提供的多颜色3d打印方法在换色时,将第一过渡色材料打印到模型主体当前层的第一填充区域,由于第一填充区域不可见,故而将第一过渡色材料打印至第一填充区域不会影响到待打印模型可见外壁的颜色。同时打印喷头无需移动到装填塔,大大缩短了打印喷头的移动路劲,提高了打印效率。此外,由于第一填充区域打印了第一过渡色材料,故而模型内部不是中空的,从而使得打印出来的模型更加稳固,也避免了材料的浪费。
附图说明
44.图1为本发明实施例一提供的一种多颜色3d打印方法的流程示意图;
45.图2为本发明实施例二提供的一种多颜色3d打印方法的流程示意图;
46.图3为本发明实施例三提供的一种多颜色3d打印方法的流程示意图;
47.图4a为本发明实施例提供的一种模型主体当前层的结构示意图;
48.图4b为本发明实施例提供的另一种模型主体当前层的结构示意图;
49.图4c为本发明实施例提供的一种待打印模型的纵切面示意图;
50.图4d为本发明实施例提供的又一种模型主体当前层的结构示意图;
51.图5为本发明实施例四提供的一种多颜色3d打印装置的结构示意图;
52.图6为本发明实施例五提供的一种3d打印设备的结构示意图。
具体实施方式
53.下面结合附图和实施例对本发明作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
54.在更加详细地讨论示例性实施例之前应当提到的是,一些示例性实施例被描述成作为流程图描绘的处理或方法。虽然流程图将各步骤描述成顺序的处理,但是其中的许多
步骤可以被并行地、并发地或者同时实施。此外,各步骤的顺序可以被重新安排。当其操作完成时处理可以被终止,但是还可以具有未包括在附图中的附加步骤。处理可以对应于方法、函数、规程、子例程、子程序等等。
55.此外,术语“第一”、“第二”、“第三”等可在本文中用于描述各种方向、动作、步骤或元件等,但这些方向、动作、步骤或元件不受这些术语限制。这些术语仅用于将第一个方向、动作、步骤或元件与另一个方向、动作、步骤或元件区分。术语“第一”、“第二”等而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”、“批量”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
56.实施例一
57.图1为本发明实施例一提供的一种多颜色3d打印方法的流程示意图。如图1所示,本发明实施例一提供的多颜色3d打印方法包括:
58.s110、在模型主体当前层外壁的第一区域打印第一颜色材料。
59.具体的,3d打印时,打印机首先加载待打印模型,然后对待打印模型进行切片,将待打印模型划分为多层,最后一层一层地进行打印。本实施例中,模型外壁是指待打印模型的对外可见部分。模型主体当前层外壁的第一区域是第一颜色材料的打印区域,即该第一区域的颜色均为第一颜色。示例性的,如图3所示,第一颜色材料为黄色,则在模型主体当前层外壁10的第一区域11打印黄色材料。
60.s120、当所述模型主体当前层外壁的第一区域打印完成,在所述模型主体当前层的第一填充区域打印第一过渡色材料,所述模型主体当前层的第一填充区域位于所述模型主体当前层外壁的内部。
61.具体的,模型主体当前层的第一填充区域21是待打印模型的对内不可见部分,其位于模型主体当前层外壁10的内部,如图4a所示。当模型主体当前层外壁的第一区域打印完成,此时需要换色,挤进打印喷头的材料颜色变更为第二颜色,而打印喷头的腔体内仍然残留第一颜色材料,故此时打印喷头的腔体内的材料为第一颜色材料和第二颜色材料混合形成的第一过渡色材料。将第一过渡色材料打印至模型主体当前层的第一填充区域21,避免模型主体当前层在后续的打印过程中受到第一过渡色材料的污染。
62.s130、当所述模型主体当前层的第一过渡色材料打印完毕,在所述模型主体当前层的第一填充区域打印第二颜色材料。
63.具体的,当第一过渡色材料打印完毕,此时打印喷头腔体内的材料为第二颜色材料。为了提高换色成功率,确保第一过渡色材料不会打印到模型外壁,此时继续在模型主体当前层的第一填充区域打印第二颜色材料,进一步保证第一过渡色材料在第一填充区域打印完毕。
64.s140、当所述模型主体当前层的第一填充区域打印完成,在所述模型主体当前层外壁的第二区域打印所述第二颜色材料。
65.具体的,模型主体当前层外壁的第二区域12是第二颜色材料的打印区域,即该第二区域12的颜色均为第二颜色,如图4a所示。当模型主体当前层的第一填充区域打印完成,即成功完成换色,此时继续在模型主体当前层外壁的第二区域打印第二颜色材料,完成对模型主体当前层的打印。
66.本发明实施例一提供的多颜色3d打印方法在换色时,将第一过渡色材料打印到模型主体当前层的第一填充区域,由于第一填充区域不可见,故而将第一过渡色材料打印至第一填充区域不会影响到待打印模型可见外壁的颜色。同时打印喷头无需移动到装填塔,大大缩短了打印喷头的移动路劲,提高了打印效率。此外,由于第一填充区域打印了第一过渡色材料,故而模型内部不是中空的,从而使得打印出来的模型更加稳固,也避免了材料的浪费。
67.实施例二
68.图2为本发明实施例二提供的一种多颜色3d打印方法的流程示意图,本实施例是对上述实施例的进一步优化。如图2所示,本发明实施例二提供的多颜色3d打印方法包括:
69.s210、在模型主体当前层外壁的第一区域打印第一颜色材料。
70.s220、当所述模型主体当前层外壁的第一区域打印完成,在所述模型主体当前层的第一填充区域打印第一过渡色材料,所述模型主体当前层的第一填充区域位于所述模型主体当前层外壁的内部。
71.s230、当所述模型主体当前层的第一过渡色材料打印完毕,在所述模型主体当前层的第一填充区域打印第二颜色材料。
72.s240、当所述模型主体当前层的第一填充区域打印完成,在所述模型主体当前层外壁的第二区域打印所述第二颜色材料。
73.s250、当所述模型主体当前层外壁的第二区域打印完成,在所述模型主体当前层的第二填充区域打印第二过渡色材料。
74.具体的,当待打印模型的一层不止两种颜色时,设模型主体当前层包括n种颜色,则该层包括n
‑
1个填充区域。示例性的,如图4b所示,当模型主体当前层包括三种颜色时,则模型主体当前层10包括第一填充区域21和第二填充区域22。当完成模型主体当前层外壁10的第二区域12的打印时,此时需要换色,挤进打印喷头的材料变更为第三颜色材料,而打印喷头的腔体内仍然残留第二颜色材料,故此时打印喷头的腔体内的材料为第二颜色材料和第三颜色材料混合形成的第二过渡色材料。将第二过渡色材料打印到模型主体当前层的第二填充区域22,避免模型主体当前层在后续的打印模型主体当前层外壁的第三区域13时受到第二过渡色材料的污染。
75.s260、当所述模型主体当前层的第二过渡色材料打印完毕,在所述模型主体当前层的第二填充区域打印第三颜色材料。
76.具体的,当第二过渡色材料打印完毕,此时打印喷头腔体内的材料为第三颜色材料。为了提高换色成功率,确保第二过渡色材料不会打印到模型外壁,此时继续在模型主体当前层的第二填充区域打印第三颜色材料,进一步保证第二过渡色材料在第二填充区域打印完毕。
77.s270、当所述模型主体当前层的第二填充区域打印完成,在所述模型主体当前层外壁的第三区域打印所述第三颜色材料。
78.具体的,当模型主体当前层的第二填充区域打印完成,即成功完成换色,此时继续在模型主体当前层外壁的第三区域打印第三颜色材料,完成对模型主体当前层的打印。
79.具体的,本发明实施例二提供的多颜色3d打印方法,当模型主体当前层包括n种颜色时,该层包括n
‑
1个填充区域,使不同的过渡色材料打印至不同的区域,可以对过渡色材
料进行分区管理;还可以避免所有过渡色材料打印至相同的区域而导致该区域高度过高,确保模型主体当前层外壁的高度和模型主体当前层填充区域的高度一致,保证打印模型的质量。
80.实施例三
81.图3为本发明实施例三提供的一种多颜色3d打印方法的流程示意图,本实施例是对上述实施例的进一步细化。
82.参考图4c,本实施例中,待打印模型包括底部41、顶部42和模型主体43,模型主体43包括外壁10和填充区域20,其中,底部41、顶部42和外壁10为待打印模型的对外可见部分,填充区域20为待打印模型的内部不可见部分。进一步的,外壁10包括三层:外墙101、第一内墙102和第二内墙103,外墙101为外壁10的最外层,第一内墙102和第二内墙103均为外壁10的内层。外墙101、第一内墙102和第二内墙103的厚度均相同,为0.4mm。
83.在打印时,打印机首先加载待打印模型,然后对待打印模型进行切片,将待打印模型划分为多层,最后一层一层地进行打印。首先对底部41进行打印,然后对模型主体43进行打印,最后对顶部42进行打印。
84.如图3所示,本发明实施例三提供的多颜色3d打印方法包括:
85.s301、在模型底部打印底色材料。
86.s302、当所述模型底部打印完成,在热床上打印底部过渡色材料。
87.具体的,底色材料为待打印模型的底部41对应的颜色材料,底部41使用底色材料进行打印。当模型底部41打印完成,将底部过渡色材料打印至热床。由于模型底部41为模型外表面,若将底部过渡色材料打印到填充区域20,容易对模型外表面造成颜色污染,故将底部过渡色打印至热床。
88.s303、当所述底部过渡色材料打印完毕,在模型主体当前层外墙的第一区域打印第一颜色材料。
89.s304、当所述模型主体当前层外墙的第一区域打印完成,在模型主体当前层第一内墙的第一区域打印所述第一颜色材料。
90.s305、当所述模型主体当前层第一内墙的第一区域打印完成,在模型主体当前层第二内墙的第一区域打印所述第一颜色材料。
91.具体的,在打印模型主体43时,首先用第一颜色材料对模型主体当前层外墙101的第一区域11进行打印,打印厚度为0.4mm;然后用第一颜色材料对模型主体当前层第一内墙102的第一区域11进行打印,打印厚度为0.4mm;最后用第一颜色材料打印模型主体当前层第二内墙103的第一区域11,打印厚度为0.4mm。如此打印三层,完成模型主体当前层外壁10的第一区域11的打印,如图4d所示。
92.s306、当所述模型主体当前层外壁的第一区域打印完成,基于打印喷头的第一当前位置和模型主体当前层的第一填充区域位置进行第一路径规划。
93.具体的,模型主体当前层外壁的第一区域打印完成时打印喷头所处位置即为打印喷头的第一当前位置,进行第一路径规划是寻求打印喷头在第一当前位置和模型主体当前层的第一填充区域之间移动的最优路径。
94.示例性的,参考图4d。假设打印喷头的第一当前位置为a1,以移动到模型主体当前层的第一填充区域21起始位置的最短路径作为最优路径,则确定模型主体当前层的第一填
充区域21起始位置为b1,进行第一路径规划得到第一移动路径a1b1。假设打印喷头的第一当前位置为a2,以移动到模型主体当前层的第一填充区域21起始位置的最短路径作为最优路径,则确定模型主体当前层的第一填充区域21起始位置为b2,进行第一路径规划得到第一移动路径a2b2。
95.s307、基于所述第一路径规划将所述打印喷头移动至所述模型主体当前层的第一填充区域打印第一过渡色材料。
96.具体的,打印喷头根据第一路径规划得到的第一移动路径移动至模型主体当前层的第一填充区域21对应位置,如第一填充区域21的b1位置或b2位置,进行第一过渡色材料的打印。
97.s308、当所述模型主体当前层的第一过渡色材料打印完毕,在所述模型主体当前层的第一填充区域打印第二颜色材料。
98.具体的,当第一过渡色材料打印完毕,此时打印喷头腔体内的材料为第二颜色材料。为了提高换色成功率,确保第一过渡色材料不会打印到模型外壁,此时继续在模型主体当前层的第一填充区域打印第二颜色材料,进一步保证第一过渡色材料在第一填充区域打印完毕。
99.s309、当所述模型主体当前层的第一填充区域打印完成,基于所述打印喷头的第二当前位置和模型主体当前层外壁的第二区域位置进行第二路径规划。
100.具体的,当模型主体当前层的第一填充区域21打印完成,表面换色操作完成,此时打印喷头在模型主体当前层的第一填充区域21的位置为第二当前位置。基于打印喷头的第二当前位置和模型主体当前层外壁的第二区域12位置进行第二路径规划,以使打印喷头移动到模型主体当前层外壁的第二区域12位置的对应位置进行打印。第二路径规划与第一路径规划遵循相同的原则,即寻求第二当前位置和模型主体当前层外壁的第二区域12之间的最优移动路径。
101.示例性的,参考图4d。假设打印喷头的第二当前位置为c1,以移动到模型主体当前层的第二区域12起始位置的最短路径作为最优路径,则确定模型主体当前层的第二区域12起始位置为d1,进行第二路径规划得到第二移动路径c1d1。假设打印喷头的第二当前位置为c2,以移动到模型主体当前层的第二区域12起始位置的最短路径作为最优路径,则确定模型主体当前层的第二区域12起始位置为d2,进行第二路径规划得到第二移动路径c2d2。
102.s310、基于所述第二路径规划将所述打印喷头移动至所述模型主体当前层的第二区域位置打印所述第二颜色材料。
103.具体的,打印喷头根据第二路径规划得到的第二移动路径移动至模型主体当前层的第二区域12对应位置,如第二区域12的d1位置或d2位置,进行第二颜色材料的打印。
104.在对模型主体当前层的第二区域12进行打印时,其打印方式与对模型主体当前层的第一区域11的打印方式相同。模型主体当前层的第二区域12依然包括外墙101、第一内墙102和第二内墙103,打印时,依次进行外墙101、第一内墙102和第二内墙103的打印。第一内墙102和第二内墙103不仅可以防止填充区域的材料颜色对外墙101的材料颜色产生污染,还可以对外墙101起到加固作用,提高模型质量。
105.s311、当所述模型主体当前层外壁的第二区域打印完成,将模型主体下一层作为模型主体当前层,返回步骤s303,直至所述模型主体最后一层外壁的第二区域打印完成。
106.具体的,当模型主体当前层外壁的第二区域12打印完成,即完成了模型主体43一层的打印,此时将模型主体下一层作为模型主体当前层,重复进行步骤s303~s311的打印操作,即可完成模型主体43每一层的打印。当模型主体最后一层外壁打印完成,即完成了整个模型主体43的打印。
107.s312、当所述模型主体最后一层打印完成,在热床上打印顶部过渡色材料。
108.s313、在模型顶部打印顶部材料。
109.具体的,顶部材料为待打印模型的顶部对应的颜色材料,顶部42使用顶部材料进行打印。当模型主体43打印完成,将顶部过渡色材料打印至热床。由于模型顶部42为模型外表面,若将顶部过渡色材料打印到填充区域20,容易对模型外表面造成颜色污染,故将顶部过渡色打印至热床。
110.进一步的,在打印模型主体43靠近底部41的几层和靠近顶部42的几层时,均将过渡色材料打印至热床而非填充区域,以避免打印模型主体43在靠近底部41和顶部的外表面被过渡色污染。
111.本发明实施例三提供的多颜色3d打印方法在换色时,将第一过渡色材料打印到模型主体当前层的第一填充区域,由于第一填充区域不可见,故而将第一过渡色材料打印至第一填充区域不会影响到待打印模型可见外壁的颜色。同时打印喷头无需移动到装填塔,并且通过路径规划大大缩短了打印喷头的移动路劲,提高了打印效率。此外,由于第一填充区域打印了第一过渡色材料,故而模型内部不是中空的,并且模型外壁由外墙、第一内墙和第二内墙三层构成,从而使得打印出来的模型更加稳固,也避免了材料的浪费。
112.实施例四
113.图5为本发明实施例四提供的一种多颜色3d打印装置的结构示意图。本实施例提供的多颜色3d打印装置能够实现本发明任意实施例提供的多颜色3d打印方法,具备实现方法的相应功能结构和有益效果,本实施例中未详尽描述的内容可参考本发明任意方法实施例的描述。
114.如图5所示,本发明实施例四提供的多颜色3d打印装置包括:第一颜色材料打印模块510、第一过渡色材料打印模块520和第二颜色材料打印模块530,其中:
115.第一颜色材料打印模块510,用于在模型主体当前层外壁的第一区域打印第一颜色材料;
116.第一过渡色材料打印模块520,用于当所述模型主体当前层外壁的第一区域打印完成,在所述模型主体当前层的第一填充区域打印第一过渡色材料,所述模型主体当前层的第一填充区域位于所述模型主体当前层外壁的内部;当所述模型主体当前层的第一过渡色材料打印完毕,在所述模型主体当前层的第一填充区域打印第二颜色材料;
117.第二颜色材料打印模块530,用于当所述模型主体当前层的第一填充区域打印完成,在所述模型主体当前层外壁的第二区域打印所述第二颜色材料。
118.进一步的,还包括:
119.第二过渡色材料打印模块,用于当所述模型主体当前层外壁的第二区域打印完成,在所述模型主体当前层的第二填充区域打印第二过渡色材料;当所述模型主体当前层的第二过渡色材料打印完毕,在所述模型主体当前层的第二填充区域打印第三颜色材料;
120.第三颜色材料打印模块,用于当所述模型主体当前层的第二填充区域打印完成,
在所述模型主体当前层外壁的第三区域打印所述第三颜色材料。
121.进一步的,所述模型主体当前层外壁包括模型主体当前层外墙、模型主体当前层第一内墙和模型主体当前层第二内墙,第一颜色材料打印模块510具体用于:
122.在模型主体当前层外墙的第一区域打印第一颜色材料;
123.当所述模型主体当前层外墙的第一区域打印完成,在模型主体当前层第一内墙的第一区域打印所述第一颜色材料;
124.当所述模型主体当前层第一内墙的第一区域打印完成,在模型主体当前层第二内墙的第一区域打印所述第一颜色材料。
125.进一步的,第一过渡色材料打印模块520包括:
126.第一路径规划单元,用于当所述模型主体当前层外壁的第一区域打印完成,基于打印喷头的第一当前位置和模型主体当前层的第一填充区域位置进行第一路径规划;
127.第一过渡色材料打印单元,用于基于所述第一路径规划将所述打印喷头移动至所述模型主体当前层的第一填充区域打印第一过渡色材料。
128.进一步的,第二颜色材料打印模块530包括:
129.第二路径规划单元,用于当所述模型主体当前层的第一填充区域打印完成,基于所述打印喷头的第二当前位置和模型主体当前层外壁的第二区域位置进行第二路径规划;
130.第二颜色材料打印单元,用于基于所述第二路径规划将所述打印喷头移动至所述模型主体当前层的第二区域位置打印所述第二颜色材料。
131.进一步的,第二颜色材料打印模块530还用于:
132.当所述模型主体当前层外壁的第二区域打印完成,将模型主体下一层作为模型主体当前层,返回在模型主体当前层外壁的第一区域打印第一颜色材料的步骤,直至所述模型主体最后一层外壁的第二区域打印完成。
133.进一步的,还包括:
134.模型顶部打印模块,用于当所述模型主体最后一层打印完成,在热床上打印顶部过渡色材料;在模型顶部打印顶部材料。
135.本发明实施例提供的多颜色3d打印装置在换色时,将第一过渡色材料打印到模型主体当前层的第一填充区域,由于第一填充区域不可见,故而将第一过渡色材料打印至第一填充区域不会影响到待打印模型可见外壁的颜色。同时打印喷头无需移动到装填塔,大大缩短了打印喷头的移动路劲,提高了打印效率。此外,由于第一填充区域打印了第一过渡色材料,故而模型内部不是中空的,从而使得打印出来的模型更加稳固,也避免了材料的浪费。
136.实施例四
137.图6为本发明实施例四提供的一种3d打印设备的结构示意图,示出了适于用来实现本发明实施方式的示例性3d打印设备的框图。图6显示的3d打印设备仅仅是一个示例,不应对本发明实施例的功能和使用范围带来任何限制。如图6所示,该3d打印设备包括处理器610、存储器620、输入装置630和输出装置640,3d打印设备中处理器610的数量可以是一个或多个,图6中以一个处理器610为例,3d打印设备中的处理器610、存储器620、输入装置630及输出装置640可以通过总线或其他方式连接,图6中以通过总线连接为例。
138.存储器620作为一种计算机可读存储介质,可用于存储软件程序、计算机可执行程
序以及模块,如本发明实施例中的多颜色3d打印方法对应的程序指令/模块(例如,多颜色3d打印装置中的第一颜色材料打印模块510、第一过渡色材料打印模块520和第二颜色材料打印模块530)。处理器610通过运行存储在存储器620中的软件程序、指令以及模块,从而执行3d打印设备的各种功能应用以及数据处理,即实现上述的多颜色3d打印方法,该方法可以包括:在模型主体当前层外壁的第一区域打印第一颜色材料;当所述模型主体当前层外壁的第一区域打印完成,在所述模型主体当前层的第一填充区域打印第一过渡色材料,所述模型主体当前层的第一填充区域位于所述模型主体当前层外壁的内部;当所述模型主体当前层的第一过渡色材料打印完毕,在所述模型主体当前层的第一填充区域打印第二颜色材料;当所述模型主体当前层的第一填充区域打印完成,在所述模型主体当前层外壁的第二区域打印所述第二颜色材料。
139.存储器620可主要包括存储程序区和存储数据区,其中,存储程序区可存储操作系统、至少一个功能所需的应用程序;存储数据区可存储根据3d打印设备的使用所创建的数据等。此外,存储器620可以包括高速随机存取存储器,还可以包括非易失性存储器,例如至少一个磁盘存储器件、闪存器件、或其他非易失性固态存储器件。在一些实例中,存储器620可进一步包括相对于处理器610远程设置的存储器,这些远程存储器可以通过网络连接至移动终端。上述网络的实例包括但不限于互联网、企业内部网、局域网、移动通信网及其组合。
140.输入装置630可用于接收输入的数字或字符信息,以及产生与3d打印设备的用户设置和功能控制有关的键信号输入等。输出装置640可包括显视频等显示设备或其他控制设备。
141.实施例五
142.本发明实施例五还提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现如本发明任意实施例所提供的多颜色3d打印方法,该方法可以包括:
143.在模型主体当前层外壁的第一区域打印第一颜色材料;
144.当所述模型主体当前层外壁的第一区域打印完成,在所述模型主体当前层的第一填充区域打印第一过渡色材料,所述模型主体当前层的第一填充区域位于所述模型主体当前层外壁的内部;
145.当所述模型主体当前层的第一过渡色材料打印完毕,在所述模型主体当前层的第一填充区域打印第二颜色材料;
146.当所述模型主体当前层的第一填充区域打印完成,在所述模型主体当前层外壁的第二区域打印所述第二颜色材料。
147.本发明实施例的计算机存储介质,可以采用一个或多个计算机可读的介质的任意组合。计算机可读介质可以是计算机可读信号介质或者计算机可读存储介质。计算机可读存储介质例如可以是,但不限于,电、磁、光、电磁、红外线、或半导体的系统、装置或器件,或者任意以上的组合。计算机可读存储介质的更具体的例子(非穷举的列表)包括:具有一个或多个导线的电连接、便携式计算机磁盘、硬盘、随机存取存储器(ram)、只读存储器(rom)、可擦式可编程只读存储器(eprom或闪存)、光纤、便携式紧凑磁盘只读存储器(cd
‑
rom)、光存储器件、磁存储器件、或者上述的任意合适的组合。在本文件中,计算机可读存储介质可
以是任何包含或存储程序的有形介质,该程序可以被指令执行系统、装置或者器件使用或者与其结合使用。
148.计算机可读的信号介质可以包括在基带中或者作为载波一部分传播的数据信号,其中承载了计算机可读的程序代码。这种传播的数据信号可以采用多种形式,包括但不限于电磁信号、光信号或上述的任意合适的组合。计算机可读的信号介质还可以是计算机可读存储介质以外的任何计算机可读介质,该计算机可读介质可以发送、传播或者传输用于由指令执行系统、装置或者器件使用或者与其结合使用的程序。
149.计算机可读介质上包含的程序代码可以用任何适当的介质传输,包括但不限于:无线、电线、光缆、rf等等,或者上述的任意合适的组合。
150.可以以一种或多种程序设计语言或其组合来编写用于执行本发明操作的计算机程序代码,所述程序设计语言包括面向对象的程序设计语言(诸如java、smalltalk、c++),还包括常规的过程式程序设计语言(诸如“c”语言或类似的程序设计语言)。程序代码可以完全地在用户计算机上执行、部分地在用户计算机上执行、作为一个独立的软件包执行、部分在用户计算机上部分在远程计算机上执行、或者完全在远程计算机或终端上执行。在涉及远程计算机的情形中,远程计算机可以通过任意种类的网络(包括局域网(lan)或广域网(wan))连接到用户计算机,或者,可以连接到外部计算机(例如利用因特网服务提供商来通过因特网连接)。
151.注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1