一种塑料管胚的壁厚控制方法及系统与流程
本发明涉及三维中空吹塑成形技术领域,特别涉及一种塑料管胚的壁厚控制方法及系统。
背景技术:
三维中空吹塑成形技术是通过对管胚内部充气,使塑化的管胚紧贴模具内壁冷却成型,型胚的生产方式为挤出式,即将加热塑化熔体从环状的模芯缝隙中挤出,形成管胚。
由于早期的中空吹塑成型设备缺少管胚壁厚控制系统,无法使成型的产品各部位设置不同的厚度,只能保证产品各部位的厚度相同,容易造成材料的浪费,导致生产成本增加。
传统的壁厚控制系统采用线性pid控制器,基于低阻尼、时变性、非线性、大惯性和滞后性的电液伺服系统对型胚壁厚进行控制,在控制过程中会导致较大的超调和较长时间的波动;此外,现有的壁厚控制器都是一个屏幕控制一个维度的壁厚,操作人员需要同时操作基础屏和三个控制三个维度的壁厚控制器,操作太过繁琐和复杂。
技术实现要素:
本发明提供了一种塑料管胚的壁厚控制方法及系统,解决现有的管胚壁厚控制方法及系统操作复杂、超调大波动时间长的问题。
本发明是通过以下方案来实现的:
一种塑料管胚的壁厚控制方法,包括以下步骤:
a1.根据塑料管胚的要求,信号输入终端通过曲线类型选择单元调取基本壁厚曲线,生成随时间变化的壁厚设定值,并发送至壁厚控制器;
壁厚控制器通过壁厚设定值输入单元接收壁厚设定值,并发送至比例积分分段控制单元;
a2.位移传感器实时测量模芯间隙值,并实时传输至壁厚控制器;
壁厚控制器通过高通滤波器、超前滞后滤波器依次对输入的模芯间隙值进行高通滤波,并滤除跟随误差波动得到壁厚反馈值,并发送至比例积分分段控制单元;
a3.壁厚控制器中的比例积分分段控制单元根据同一时刻的壁厚设定值和壁厚反馈值的差值计算出比例参数和积分参数,并基于比例参数和积分参数进行pid运算,向限幅输出单元输出控制信号;
a4.壁厚控制器中的限幅输出单元接收控制信号并增设执行机构的限幅值,将其作为执行信号输出;
a5.执行机构中的比例伺服阀接收执行信号,控制液压油缸中的活塞拉动拉杆控制模套,实时调整模芯间隙。
进一步地,所述步骤a1中,信号输入终端为能识别vb人机交互界面的上位机;将vb人机交互界面外挂在所述上位机上,并以图像方式在vb人机交互界面的图像区域输入多个类型的基本壁厚曲线。
进一步地,所述基本壁厚曲线的类型包括直线、贝赛尔曲线或二次曲线中的一种或者多种。
进一步地,输入所述基本壁厚曲线的方法如下:
输入直线:在点与点之间形成一条笔直的线条;
输入贝塞尔曲线:由三个点确定的一条相对平缓的曲线;
输入二次曲线:由三个点确定的一条相对陡峭的曲线。
进一步地,曲线类型选择单元根据待加工产品的需求调取直线、贝塞尔曲线、二次曲线中的一种或多种,生成随时间变化的壁厚设定值。
进一步地,所述步骤a2中,超前滞后滤波器通过传递函数对输入的模芯间隙值和输出的模芯间隙值进行校正。
进一步地,所述传递函数为:
其中,s为模芯间隙值;
fleadfiltertau为超前滤波时间;
flagfiltertau为滞后滤波时间;
d(s)为校正后的模芯间隙值。
进一步地,所述步骤a3中,所述比例参数的计算公式如下:
其中,b1为第一变比例带宽,取值范围为0.03-0.08;
b2为第二变比例带宽,取值范围为0.03-0.08;
n为采样时间,e(n)为壁厚设定值和壁厚反馈值的差值;
kp1的取值范围为0-10;kp2的取值范围为0-80;
g[e(n)]为比例参数;
所述积分参数的公式如下:
其中,b′1为第一变积分带宽,取值范围为0.03-0.08;
b′2为第二变积分带宽,取值范围为0.03-0.08;
n为采样时间,e′(n)为壁厚设定值和壁厚反馈值的差值;
ki1的取值范围为0-5;ki2的取值范围为0-5;
g′[e(′n)]为积分参数。
进一步地,所述步骤a3中,所述pid运算的计算公式如下:
其中,g[e(n)]为比例参数;g′[e(′n)]为积分参数;
n为采样时间;e(n)为壁厚设定值和壁厚反馈值的差值;
td是微分参数,一般取零。
塑料管胚的壁厚控制方法中的控制系统,包括与信号输入终端依次连接的壁厚控制器、执行机构,所述壁厚控制器还连接至设置在模芯部位的位移传感器;
所述壁厚控制器包括与信号输入终端连接的壁厚设定值输入单元,与位移传感器依次连接的高通滤波器和超前滞后滤波器;所述壁厚设定值输入单元和超前滞后滤波器的输出端均连接至比例积分分段控制单元后,连接至限幅输出单元;
所述执行机构包括与限幅输出单元连接的比例伺服阀,一端与比例伺服阀连接,另一端连接至模套的液压油缸;所述液压油缸接收比例伺服阀发送的执行信号,通过活塞拉动拉杆控制模套位置,以调整模芯间隙。
本发明具有以下优点:
1).通过直线、贝赛尔曲线或二次曲线组合的方式得到管胚壁厚设定值,既避免了现有的自然样条差值法的某点拉伸幅度过大导致远处曲线变形的问题,又能将分别控制三个方向的壁厚将三个壁厚控制器整合到同一个操作屏幕上;
2).壁厚控制器中的比例积分分段控制单元采用分段式的pid控制,提高了控制系统的响应速度和抗干扰性能,降低了控制系统的超调量和波动时间,避免了在较大惯性和滞后性积分项会导致较大的超调和较长时间的波动问题。
附图说明
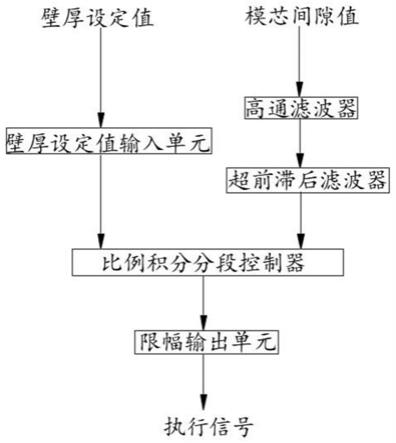
图1为壁厚控制器内部的处理流程图;
图2为信号输入终端内部的流程图;
图3为塑料管胚的壁厚控制系统各部分的连接关系图。
具体实施方式
下面结合具体实施方式对本发明进行详细的说明。
实施例1
一种塑料管胚的壁厚控制方法,如图1所示,包括以下步骤:
a1.根据塑料管胚的要求,信号输入终端通过曲线类型选择单元调取基本壁厚曲线,生成随时间变化的壁厚设定值,并发送至壁厚控制器;
信号输入终端为能识别vb人机交互界面的上位机;
壁厚设定值的具体设定步骤如下:
将vb人机交互界面外挂在上位机上,如图2所示,并以图像方式在vb人机交互界面的图像区域输入直线、贝赛尔曲线或二次曲线中的一种或多种;
输入基本壁厚曲线的方法如下:
输入直线:在点与点之间形成一条笔直的线条;
输入贝塞尔曲线:由三个点确定的一条相对平缓的曲线;
输入二次曲线:由三个点确定的一条相对陡峭的曲线;
曲线类型选择单元根据待加工管胚的需求调取直线、贝塞尔曲线、二次曲线中的一种或多种,生成随时间变化的壁厚设定值;
壁厚控制器通过壁厚设定值输入单元接收壁厚设定值,并发送至比例积分分段控制单元;
a2.位移传感器实时测量模芯间隙值,并实时传输至壁厚控制器;
壁厚控制器通过高通滤波器、超前滞后滤波器依次对输入的模芯间隙值进行高通滤波,并滤除跟随误差波动得到壁厚反馈值,并发送至比例积分分段控制单元;
具体的,超前滞后滤波器通过传递函数对输入的模芯间隙值和输出的模芯间隙值进行校正;
具体的传递函数为:
其中,s为模芯间隙值;
fleadfiltertau为超前滤波时间;
flagfiltertau为滞后滤波时间;
d(s)为校正后的模芯间隙值;
a3.壁厚控制器中的比例积分分段控制单元根据同一时刻的壁厚设定值和壁厚反馈值的差值计算出比例参数和积分参数,并基于比例参数和积分参数进行pid运算,向限幅输出单元输出控制信号;
比例参数的计算公式如下:
其中,b1为第一变比例带宽,取值范围为0.03-0.08;
b2为第二变比例带宽,取值范围为0.03-0.08;
n为采样时间,e(n)为壁厚设定值和壁厚反馈值的差值;
kp1的取值范围为0-10;kp2的取值范围为0-80;
g[e(n)]为比例参数;
积分参数的公式如下:
其中,b′1为第一变积分带宽,取值范围为0.03-0.08;
b′2为第二变积分带宽,取值范围为0.03-0.08;
n为采样时间,e′(n)为壁厚设定值和壁厚反馈值的差值;
ki1的取值范围为0-5;ki2的取值范围为0-5;
g′[e(′n)]为积分参数。
pid运算的计算公式如下:
其中,g[e(n)]为比例参数;g′[e(′n)]为积分参数;
n为采样时间;e(n)为壁厚设定值和壁厚反馈值的差值;
td是微分参数,一般取零;
a4.壁厚控制器中的限幅输出单元接收控制信号并增设执行机构的限幅值,将其作为执行信号输出;
a5.执行机构中的比例伺服阀接收执行信号,控制液压油缸中的活塞拉动拉杆控制模套,实时调整模芯间隙。
基于上述方法,具体控制时主要控制模芯缝隙的开合度,要求壁厚控制器能够准确地跟踪壁厚设定值,同时,还要求执行机构能够快速响应;
以500点壁厚控制系统为例:考虑到管胚自然冷却,抽真空和重力拉扯等因素,从注射口挤出一个管胚的时间最多不能超过5s;以5s为例,需要将一条有限长度的函数曲线分成500个小段,对应500个壁厚设定值,每个小段大约有0.1s,即某时刻下,将模芯间隙值输入至壁厚控制器与根据壁厚设定值、模芯间隙值输出执行信号的时间应保持在0.1s以内。
经过测试,位移传感器检测的模芯间隙值传输至壁厚控制器中的时间约在0.03s以内;管胚壁厚控制器中各模块总体的扫描时间约为0.002s,即模芯间隙值滤波得到模芯间隙反馈值与根据壁厚设定值、模芯间隙反馈值计算出所需执行信号值的时间约为0.002s;壁厚控制器将执行信号输出至执行机构的时间在0.03s以内。综上,将模芯间隙值输入至壁厚控制器与根据每个壁厚设定值和测得的模芯间隙值输出执行信号的时间约为0.062s,在0.1s以内,满足实际加工过程中对系统要求的响应时间。
此外,在上述执行信号的计算过程中,根据壁厚设定值和壁厚反馈值的差值,选取适当的pid参数进行计算,从而避免在较大惯性和滞后性情况下,积分项导致较大的超调和较长时间的波动的问题。
本实施例的有益效果是:通过直线、贝赛尔曲线或二次曲线组合的方式得到管胚壁厚设定值,既避免了现有的自然样条差值法的某点拉伸幅度过大导致远处曲线变形的问题,又能将分别控制三个方向的壁厚将三个壁厚控制器整合到同一个操作屏幕上;在比例积分分段控制单元中,首先采用分段式控制输出比例参数和积分参数后经pid控制,提高了控制系统的响应速度和抗干扰性能,降低了控制系统的超调量和波动时间,避免了在较大惯性和滞后性积分项导致较大的超调和较长时间的波动问题。
实施例2
塑料管胚的壁厚控制方法中的控制系统,如图3所示,包括与信号输入终端依次连接的壁厚控制器、执行机构,壁厚控制器还连接至设置在模芯部位的位移传感器;
壁厚控制器包括与信号输入终端连接的壁厚设定值输入单元,与位移传感器依次连接的高通滤波器和超前滞后滤波器;壁厚设定值输入单元和超前滞后滤波器的输出端均连接至比例积分分段控制单元后,连接至限幅输出单元;
执行机构包括与限幅输出单元连接的比例伺服阀,一端与比例伺服阀连接,另一端连接至模套的液压油缸;液压油缸接收比例伺服阀发送的执行信号,通过活塞拉动拉杆控制模套位置,以调整模芯间隙。
本实施例的有益效果是:通过信号输入终端输入一段时间内的壁厚设定值,将分别控制三个方向的壁厚将三个壁厚控制器整合到同一个操作屏幕上,简化了系统;通过位移传感器实时测量模芯间隙值,并通过壁厚控制器进行数据的运算与处理,根据壁厚设定值输出执行信号,并根据执行信号控制执行机构对模芯间隙进行精准的调整;保证了待加工产品的厚度加工要求。
本发明的内容不限于实施例所列举,本领域普通技术人员通过阅读本发明说明书而对本发明技术方案采取的任何等效的变换,均为本发明的权利要求所涵盖。
- 还没有人留言评论。精彩留言会获得点赞!