球形网络摄像机成型模具的流道结构的制作方法
[0001]
本实用新型涉及安防监控设备领域,特别是一种球形网络摄像机成型模具的流道结构。
背景技术:
[0002]
现有的模具一般用于形成矩形、方形等较为方正的物体,球形或近似于球形的物体成型存在一些问题:通常只有一个流道入口和一个流道出口,物料通过流道入口进入模具时的流体压力会产生不均,在靠近流道入口处的压力较大,其他位置的压力较小,从而使得形成的物体的密度不均,形状也会因为压力不均及流体冲击而产生变形,质量难以保证。
技术实现要素:
[0003]
有鉴于此,本实用新型提供了一种增大物料流入面积、减小并均化流体压力,使得形成的物体密度均匀、防止物体形状变形的球形网络摄像机成型模具的流道结构,以解决上述问题。
[0004]
一种球形网络摄像机成型模具的流道结构,包括上模、下模、两个侧边抽模;上模与下模之间设置有成型腔;两个侧边抽模活动地位于成型腔的两侧且至少部分地位于下模上;下模的中部突出设置有球形凸块,下模于球形凸块的一侧凹陷设置有下进料流道,下模于球形凸块的另一侧凹陷设置有下溢出流道;上模的中部凹陷设置有球形成型槽,上模于球形成型槽的一侧且对应下进料流道凹陷设置有上进料流道;上模于球形成型槽的两侧且对应每一侧边抽模的位置凹陷设置有抽模口,其中一个抽模口内开设有与上进料流道连通的上漫槽,上漫槽与球形成型槽之间连接有若干连通槽;另一个抽模口内及上模于球形成型槽的周围还凹陷设置有若干与球形成型槽连通的上溢出流道。
[0005]
进一步地,所述下模于下进料流道远离球形凸块的外侧凹陷设置有第一凹陷口,导流柱位于第一凹陷口处,导流槽与下进料流道连通。
[0006]
进一步地,所述上模于上进料流道远离球形成型槽的外侧凹陷设置有第二凹陷口,导流柱位于第二凹陷口处,导流槽与上进料流道连通。
[0007]
进一步地,所述下溢出流道靠近球形凸块的位置设置有若干缓冲槽,每一缓冲槽朝向球形凸块的一侧倾斜设置有导流槽。
[0008]
进一步地,所述侧边抽模包括成型抽块,与成型抽块远离球形凸块的一端连接的移动块、位于移动块上方的滑动块及连杆,移动块及滑动块上倾斜贯穿设置有斜通口,连杆倾斜地贯穿滑动块及移动块,滑动块远离球形凸块的一端与一第二驱动单元连接。
[0009]
进一步地,所述成型抽块朝向球形凸块的一端的边缘凹陷设置有若干进料导向口。
[0010]
与现有技术相比,本实用新型的球形网络摄像机成型模具的流道结构包括上模、下模、两个侧边抽模;上模与下模之间设置有成型腔;两个侧边抽模活动地位于成型腔的两侧且至少部分地位于下模上;下模的中部突出设置有球形凸块,下模于球形凸块的一侧凹
陷设置有下进料流道,下模于球形凸块的另一侧凹陷设置有下溢出流道;上模的中部凹陷设置有球形成型槽,上模于球形成型槽的一侧且对应下进料流道凹陷设置有上进料流道;上模于球形成型槽的两侧且对应每一侧边抽模的位置凹陷设置有抽模口,其中一个抽模口内开设有与上进料流道连通的上漫槽,上漫槽与球形成型槽之间连接有若干连通槽;另一个抽模口内及上模于球形成型槽的周围还凹陷设置有若干与球形成型槽连通的上溢出流道。如此增大物料流入面积、流体压力较为均匀、形成的物体密度均匀、防止物体形状变形。
附图说明
[0011]
以下结合附图描述本实用新型的实施例,其中:
[0012]
图1为本实用新型提供的球形网络摄像机成型模具的立体示意图。
[0013]
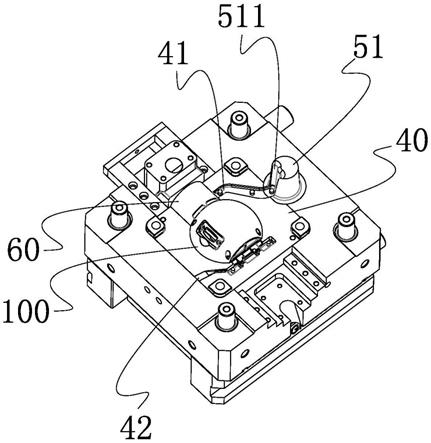
图2为本实用新型提供的球形网络摄像机成型模具移除上模座的立体示意图。
[0014]
图3为图2移除部分部件后的立体示意图。
[0015]
图4为图3中的下模的立体示意图。
[0016]
图5为图2中的上模的立体示意图。
[0017]
图6为图3中的侧边抽模的立体示意图。
具体实施方式
[0018]
以下基于附图对本实用新型的具体实施例进行进一步详细说明。应当理解的是,此处对本实用新型实施例的说明并不用于限定本实用新型的保护范围。
[0019]
请参考图1至图5,球形网络摄像机成型模具包括上模座10、下模座20、本实用新型提供的球形网络摄像机成型模具的流道结构、浇注组件50。
[0020]
本实用新型提供的球形网络摄像机成型模具的流道结构包括上模30、下模40、两个侧边抽模60。
[0021]
下模座20的顶面开设有下模安装槽,下模40安装于下模安装槽中;上模座10朝向下模40的一侧开设有上模安装槽,上模30安装于上模安装槽中。
[0022]
上模座10上开设有浇注口11,浇注组件50设置于浇注口11内。上模座10的顶端与一第一驱动单元连接。
[0023]
浇注组件50包括突出设置于下模座20且位于浇注口11中的导流柱51及套设于导流柱51上且位于浇注口11中的套管52。导流柱51朝向下模安装槽的一侧开设有导流槽511,用于将物料导向下模安装槽中的下模40中。
[0024]
上模30与下模40之间设置有成型腔。两个侧边抽模60活动地位于成型腔的两侧,且至少部分地位于下模40上,用于形成待成型物体100两侧的避让口。
[0025]
下模40的中部突出设置有球形凸块44,下模40于球形凸块44的一侧凹陷设置有下进料流道41,下模40于下进料流道41远离球形凸块44的外侧凹陷设置有第一凹陷口43,导流柱51位于第一凹陷口43处。导流槽511与下进料流道41连通。
[0026]
下模40于球形凸块44的另一侧凹陷设置有下溢出流道42。下溢出流道42靠近球形凸块44的位置设置有若干缓冲槽421,每一缓冲槽421朝向球形凸块44的一侧倾斜设置有导流槽422。
[0027]
上模30的中部凹陷设置有球形成型槽34,上模30于球形成型槽34的一侧且对应下
进料流道41凹陷设置有上进料流道31,上模30于上进料流道31远离球形成型槽34的外侧凹陷设置有第二凹陷口33,导流柱51位于第二凹陷口33处。导流槽511与上进料流道31连通。上进料流道31与下进料流道41组合形成进料流道。
[0028]
上模30于球形成型槽34的两侧且对应每一侧边抽模60的位置凹陷设置有抽模口32,其中一个抽模口32内开设有与上进料流道31连通的上漫槽321,上漫槽321与球形成型槽34之间连接有若干连通槽322。
[0029]
另一个抽模口32内及上模30于球形成型槽34的周围还凹陷设置有若干与球形成型槽34连通的上溢出流道35。
[0030]
如此物料进入进料流道后,先漫过侧边抽模60,然后通过若干连通槽322进入到球形成型槽34中,之后从若干上溢出流道35流出并汇集到下溢出流道42中。如此能够增大物料流入面积、减小并均化流体压力,使得形成的物体密度均匀、防止形成的物体的形状变形。
[0031]
请参考图6,侧边抽模60包括成型抽块61,与成型抽块61远离球形凸块44的一端连接的移动块62、位于移动块62上方的滑动块63及连杆64。
[0032]
移动块62及滑动块63上倾斜贯穿设置有斜通口,连杆64倾斜地贯穿滑动块63及移动块62。滑动块63远离球形凸块44的一端与一第二驱动单元连接。滑动块63移动时,在连杆64的作用下移动块62及成型抽块61也一同移动。
[0033]
连杆64的顶部呈环形突出有台阶,滑动块63的斜通口内设置有台阶槽,台阶与台阶槽抵接以防止连杆64向下滑出。
[0034]
成型抽块61朝向球形凸块44的一端的边缘凹陷设置有若干进料导向口611。
[0035]
与现有技术相比,本实用新型的球形网络摄像机成型模具的流道结构包括上模30、下模40、两个侧边抽模60;上模30与下模40之间设置有成型腔。两个侧边抽模60活动地位于成型腔的两侧且至少部分地位于下模40上;下模40的中部突出设置有球形凸块44,下模40于球形凸块44的一侧凹陷设置有下进料流道41,下模40于球形凸块44的另一侧凹陷设置有下溢出流道42;上模30的中部凹陷设置有球形成型槽34,上模30于球形成型槽34的一侧且对应下进料流道41凹陷设置有上进料流道31;上模30于球形成型槽34的两侧且对应每一侧边抽模60的位置凹陷设置有抽模口32,其中一个抽模口32内开设有与上进料流道31连通的上漫槽321,上漫槽321与球形成型槽34之间连接有若干连通槽322;另一个抽模口32内及上模30于球形成型槽34的周围还凹陷设置有若干与球形成型槽34连通的上溢出流道35。如此能够增大物料流入面积、减小并均化流体压力,使得形成的物体密度均匀、防止形成的物体的形状变形。
[0036]
以上仅为本实用新型的较佳实施例,并不用于局限本实用新型的保护范围,任何在本实用新型精神内的修改、等同替换或改进等,都涵盖在本实用新型的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1