一种二次注塑用的模具结构的制作方法
1.本实用新型涉及模具,尤其涉及一种二次注塑用的模具结构。
背景技术:
2.塑料注塑模具是生产塑料制品的工具,应用非常广泛。注塑塑料制品在生活中运用越来越广,种类也越来越繁多。在单个产品涉及两种注塑材料的情况下,一次注塑无法完成一个产品,这样就要分两次完成注塑,通常也叫做二次注塑。而有些产品在注塑的过程中还需要行位的参与,在分两次注塑的情况下,如果两次注塑的过程中分别放入行位,那两次行位的位置难以保证在同样的相应位置,就会影响成品的精度及其外观,有待改进。
技术实现要素:
3.本实用新型的目的在于为克服现有技术的以上缺陷,而提供一种二次注塑用的模具结构,以提高注塑成型的精度。
4.为实现上述目的,本实用新型采用以下技术方案:一种二次注塑用的模具结构,其包括行位、第一铲基和第二铲基,行位设有铲基槽,铲基槽的一边为一斜面,与斜面相对的另一侧设有凸台,凸台设有带上开口和侧开口的凹槽,凹槽侧开口朝向于斜面;凹槽贯穿有一个横向的、可上下倾斜方向移动的弹针;第一铲基上设有第一斜面和相对的第一竖直面,第一斜面用于在第一次注塑合模时通过推动铲基槽的斜面推动行位水平移动,合模之后第一竖直面与凸台朝向斜面的侧面相互平行,在第一次开模时,第一铲基不推动行位水平移动;第二铲基对应凹槽的一侧设有直角梯形楔块,楔块的直角腰朝下且楔块斜腰朝上,在第二次注塑合模时,第二铲基的楔块直角腰推动弹针朝下运动至弹针行程末端后,弹针脱离楔块直角腰限制而从楔块的上底回弹至与楔块斜腰接触的位置上,楔块斜腰用于在第二次开模竖直上移时通过弹针推动行位水平移至开模位置。
5.第二铲基上设有第二斜面和相对的第二竖直面,第二竖直面有两个并且楔块设在第二竖直面之间,第二斜面用于在第二次合模时与铲基槽的斜面贴合,第二竖直面用于在第二次合模时与凸台朝向斜面的侧面贴合。
6.弹针两端分别置于凸台内的两个平行的斜滑道,弹针两端从上往下移动时,弹针沿着斜滑道移动,弹针逐渐远离凸台朝向斜面的侧面。
7.凸台内设有两个压簧,压簧顶端抵顶弹针的一端,压簧底端固定,压簧的轴向为斜滑道的长度方向。
8.凸台内部下方设有可拆卸的压块,压簧底端抵顶固定于压块上。
9.从第一次注塑至第二次注塑过程中,当第一铲基脱离行位之后,行位与模具结构中的后模仁及注塑件同步从第一铲基位置平移或旋转至第二铲基位置。
10.本实用新型与现有技术相比的有益效果是:通过第一铲基进行第一次注塑,第一次注塑完成后进行开模时,第一铲基不会改变行位的位置,然后转换到第二铲基进行第二次注塑,第二次开模时第二铲基可以顺带将行位推移至开模位置,方便于注塑件脱模,两次
注塑的行位位置都保持相同,因此注塑成型的精度得到提高,注塑成品的精度和外观都得到改善。
附图说明
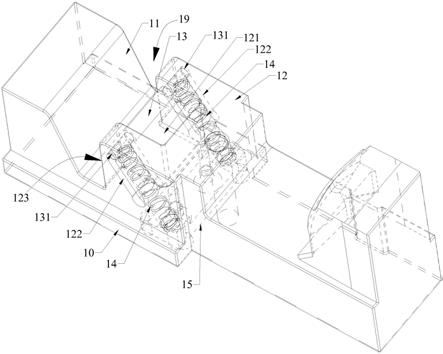
11.图1为本实用新型模具结构的行位立体图。
12.图2为本实用新型模具结构的第一铲基立体图。
13.图3为本实用新型模具结构的第二铲基立体图。
14.图4、5为本实用新型模具结构的第二铲基插入行位的视图。
15.图6为本实用新型模具结构示例的俯视图。
16.图7为图6的a
‑
a截面剖视图。
17.图8为图6的b
‑
b截面剖视图。
18.需要说明的是,以上视图所示产品均为适应图纸大小及视图清楚而进行了适当的缩小/放大,并不对视图所示产品大小加以限制。
具体实施方式
19.为了更充分理解本实用新型的技术内容,下面结合具体实施例对本实用新型的技术方案作进一步介绍和说明。
20.本实施例是一种二次注塑用的模具结构。如图1所示,模具结构包括有行位10。行位10设有铲基槽19。铲基槽19的一边为斜面11,与斜面11相对的另一侧设有凸台12。凸台12设有带上开口和侧开口的凹槽121,凹槽121侧开口朝向于斜面11。凹槽121贯穿有一个横向的、可上下倾斜方向移动的弹针13。弹针13两端131分别置于凸台12内的两个平行的斜滑道122。弹针13两端131从上往下移动时,弹针13沿着斜滑道122移动,弹针13逐渐远离凸台12朝向斜面11的侧面123。凸台12内设有两个压簧14。压簧14顶端分别抵顶弹针13的两端131,而且压簧14底端固定。压簧14的轴向为斜滑道122的长度方向。凸台12内部下方设有可拆卸的压块15,压簧14底端抵顶固定于压块15上。
21.如图2所示,模具结构还包括第一铲基21。第一铲基21上设有第一斜面212和相对的第一竖直面211。第一斜面212用于在第一次注塑合模时通过推动行位10铲基槽10的斜面11推动行位10水平移动。第一次合模之后第一竖直面211与凸台12朝向斜面11的侧面123相互平行。而在第一次开模时,第一竖直面211没有斜度,因此第一铲基21不推动行位10水平移动。
22.如图3所示,模具结构还包括第二铲基31。第二铲基31对应凹槽121的一侧设有直角梯形楔块313,楔块313的直角腰314朝下且楔块313斜腰316朝上。在第二次注塑合模时,如图4所示,第二铲基31竖直往下移动插入铲基槽19中,第二铲基31的楔块313直角腰314推动弹针13沿斜滑道122朝下运动至弹针13行程末端后,弹针13脱离楔块313直角腰314限制而从楔块313的上底315回弹至与楔块313斜腰316接触的位置上,变成如图5所示。处于图5状态时,要进行第二次开模时,第二铲基31竖直上移,楔块313斜腰316通过弹针13推动行位10水平移至开模位置。
23.如图3所示,第二铲基31上设有第二斜面312和相对的第二竖直面311。第二竖直面311有两个并且楔块313设在第二竖直面311之间。第二斜面312用于在第二次合模时与铲基
槽19的斜面11贴合,如图5所示。第二竖直面311用于在第二次合模时与凸台12朝向斜面11的侧面123相互平行,如图5所示。
24.如图6所示是模具结构的第一铲基21、第二铲基31的分布示例俯视图。两个第一铲基21设在图6的上方,两个第二铲基31设在图6的下方,第一铲基21与第二铲基31相互平行并且绕模具中心位置对称。图7为第一铲基21所处截面的剖视图。图8为第二铲基31所处截面的剖视图。如图7所示,在第一次注塑合模时,第一铲基21插入行位10的铲基槽19中,推动行位10平移至准确注塑位置。在完成第一次注塑后,第一铲基21竖直脱离铲基槽19,而行位10保持不动。随后行位10与模具结构中的后模仁及注塑件同步从第一铲基21位置旋转至第二铲基31位置,旋转中心为模具的中心位置。随后第二次合模时,如图8所示,第二铲基31竖直插入铲基槽19中。在完成第二次注塑后,第二铲基31竖直脱离铲基槽19,同时第二铲基31带动行位10平移至开模位置。
25.在其他实施例中,从第一次注塑至第二次注塑过程中,当第一铲基脱离行位之后,行位与模具结构中的后模仁及注塑件同步从第一铲基位置平移至第二铲基位置。
26.本实用新型的模具结构通过第一铲基21进行第一次注塑,第一次注塑完成后进行开模时,第一铲基21不会改变行位10的位置,然后转换到第二铲基31进行第二次注塑,第二次开模时第二铲基31可以顺带将行位10推移至开模位置,方便于注塑件脱模,两次注塑的行位10位置都保持相同,因此注塑成型的精度得到提高,注塑成品的精度和外观都得到改善。
27.在本实用新型的描述中,需要说明的是,术语“上”、“下”“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
28.以上陈述仅以实施例来进一步说明本实用新型的技术内容,以便于读者更容易理解,但不代表本实用新型的实施方式仅限于此,任何依本实用新型所做的技术延伸或再创造,均受本实用新型的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1