双色橡塑注射成型机的合模机构的制作方法
1.本实用新型涉及鞋机技术领域,特别是一种双色橡塑注射成型机的合模机构。
背景技术:
2.目前,橡塑注射成型机是将热塑性或热固性橡塑材料利用成型模具制成各种形状的橡塑制品的主要成型设备,广泛用于各种epr橡胶或塑料制品的量化生产。这种注射成型机是利用人工或机械将已塑化好的熔融状态(即粘流态)的epr橡胶或塑料注射入闭合好的模腔内,经固化定型后取得制品。注射成型是一个循环的过程,每一周期主要包括:定量加料
‑
熔融塑化
‑
施压注射
‑
充模冷却
‑
启模取件。取出成型的橡塑制品后又再闭模,进行下一个循环。传统的橡塑注射成型机仅为单色注射,即仅可完成一种颜色的产品加工,或完成一种颜色的加工后,将其转移至另一台设备中再次实施加工,不仅加工过程繁琐,而且质量得不到保证。
3.因此,亟待开发出一种即能双色注射,又能提高效率的橡塑注射成型机。
技术实现要素:
4.为了克服现有技术的不足,本实用新型提供了一种受力均匀,压模效果好的双色橡塑注射成型机的合模机构。
5.为了实现上述目的,本实用新型采用的技术方案是:一种双色橡塑注射成型机的合模机构,包括机架、第二立柱、沿所述的立柱导向升降的活动梁以及驱动活动梁升降的开合驱动件,所述开合驱动件包括开合油缸以及连接开合油缸和活动梁的联动结构。
6.上述技术方案中,活动梁一般成四边形,若直接用开合油缸驱动,其驱动力分布不够均匀,而且上模需要一定的压力,抵压在上隔色板或下模上的压力可能会受力不均匀,不利于橡塑的成型,因此需要联动结构去平均压力。
7.作为本实用新型的进一步设置,所述联动结构包括固定在活动梁上的导柱、沿导柱导向升降的滑座以及连接在滑座的对应两侧的肘杆组件,所述肘杆组件包括两相对设置的上铰接座和下铰接座,所述上铰接座和下铰接座之间连接有相互铰接的上肘杆和下肘杆,所述上肘杆和下肘杆的另一端分别与上铰接座和下铰接座铰接,所述上肘杆或下肘杆与滑座通过连杆连接,所述连杆的两端分别与滑座和上肘杆或下肘杆铰接。
8.上述技术方案中,肘杆组件的分布与导向结构对应,即同侧,当连杆连接到上肘杆上时,开合驱动件的输出轴上升,连杆随之上升,并对上肘杆进行拉扯,连杆尽量连接在上肘杆靠近下肘杆的端部,这样方便将两侧的上肘杆和下肘杆的铰接处往靠拢的方向拉扯,这样即可驱动活动梁上升,反之下降,当连杆连接到下肘杆上时,开合驱动件的输出轴下降,连杆随之下降,并对下肘杆进行拉扯,连杆尽量连接在下肘杆靠近上肘杆的端部,方便将两侧的上肘杆和下肘杆的铰接处往靠拢的方向拉扯,这样即可驱动活动梁上升,反之下降,结构简单,驱动力大,相当于把开合驱动件的驱动力放大两倍。
9.作为本实用新型的进一步设置,所述导柱为两根,且分布在滑座的对应两侧,所述
导柱与肘杆组件分别位于滑座的四个方向成交错分布。
10.上述技术方案中,导柱为两根且分布在滑座的对应两侧,导向更稳定,导柱和肘杆组件交错间隔分布,合理利用空间,避免受力不均匀。
11.作为本实用新型的进一步设置,所述同侧的肘杆组件为多个,其各个上铰接座相互连接成一体,各个下铰接座相互连接成一体。
12.上述技术方案中,设置多个肘杆组件是为了增大驱动力和压力,使得活动梁受力均匀,各个上铰接座相互连接,各个下铰接座相互连接,避免应力集中,稳定性更好。
13.作为本实用新型的进一步设置,所述活动梁上方设置有顶板,所述开合油缸和上铰接座固定在顶板上。
14.上述技术方案中,顶板固定在第二立柱上,起支撑作用。
15.下面结合附图对本实用新型作进一步描述。
附图说明
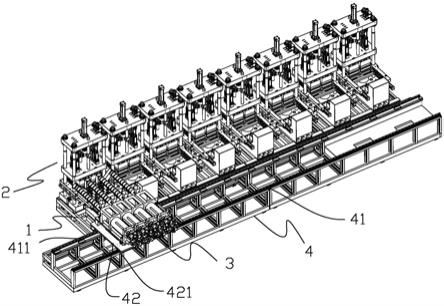
16.附图1为本实用新型具体实施例结构示意图;
17.附图2为本实用新型具体实施例成型装置的结构示意图;
18.附图3为本实用新型具体实施例成型装置的结构示意图;
19.附图4为附图3的a
‑
a剖视图;
20.附图5为附图3的b
‑
b剖视图;
21.附图6为本实用新型具体实施例注射装置的结构示意图。
具体实施方式
22.本实用新型的具体实施例如图1
‑
6所示,一种双色橡塑注射成型机的合模机构在应用中的实施例,包括机架1、成型装置2及注射装置3,所述成型装置2包括两组模具,分别为上模具21和下模具22,所述上模具21包括相合设置上模211和上隔色板212,所述下模具22包括相合设置的下隔色板221和下模222,所述上隔色板212和下隔色板221通过中连板23连接,所述中连板23上连接有驱动上隔色板212和下隔色板221移出上模211和下模222的平移机构24,所述上模211上连接有合模机构25,所述注射装置3包括两个注射头31,所述上模具21和下模具22上分别设置有各自的注射头31对应的注射孔213、223,所述上模具21上设置有上加热机构26,所述下模具22上设置有下加热机构27。两个颜色由两个注射头31分别注射到上模具21和下模具22上,上模具21和下模具22上分别设置有需要的凹模,该凹模与注射孔213、223连通,注射头31将原料注射到上模具21和下模具22内后,加热机构进行加热,使上模具21和下模具22内的原料定型,定型后将上隔色板212和下隔色板221抽出,然后使上模抵接在下模222上,使两个颜色的橡塑制品合在一起组成完整的成品,最后出料,无需分开加工,工序简单,提高效率。
23.上述上隔色板212和下隔色板221分别位于中连板23相对的两侧,所述平移机构24包括第一驱动件241以及连接第一驱动件241和中连板23的导向结构。上隔色板212和下隔色板221连接在中连板23上,随中连扳移动,同步性高,上隔色板212和下隔色板221由第一驱动件241统一驱动,节省动力,节省成本,第一驱动件241可以是油缸或电机等,上隔色板212和下隔色板221是朝远离注射头31的方向移动。
24.上述导向结构包括与中连板23连接的导向块242和与导向块242构成导向配合的导轨243,所述导向块242与导轨243之间设置有相互插接的凸筋2421和导槽2431。导槽2431成长条形,凸筋2421嵌设在导槽2431内,既有导向的作用,又有支撑的作用,导向结构分布在中连板23的对应两侧,优选的第一驱动件241为两个,也分布在中连板23的对应两侧,这样受力均匀,方便驱动中连板23。
25.上述中连板23上还连接有提升机构28,所述提升机构28包括固定在机架1上的第一立柱281、沿第一立柱281导向升降的支持架282以及驱动支持架282升降的第二驱动件283,所述导轨243和第一驱动件241固定在支持架282上。提升机构28的设置是为了方便上隔色板212和下隔色板221的抽出,抽出时,合模机构25先将上模211往上提升,然后第二驱动将中连板23往上推,使下隔色板221与下模222分开,这样上隔色板212和下隔色板221在抽出时,不会因粘连或摩擦破坏模具里面的橡塑制品,结构简单,加工效率高。
26.上述合模机构25包括第二立柱251、沿所述的第二立柱251导向升降的活动梁252以及驱动活动梁252升降的开合驱动件253,此处第一立柱281和第二立柱251为同一个,所述开合驱动件253包括开合油缸2531以及连接开合油缸2531和活动梁252的联动结构。活动梁252一般成四边形,若直接用开合油缸2531驱动,其驱动力分布不够均匀,而且上模211需要一定的压力,抵压在上隔色板212或下模222上的压力可能会受力不均匀,不利于橡塑的成型,因此需要联动结构去平均压力。
27.上述联动结构包括固定在活动梁252上的导柱2532、沿导柱2532导向升降的滑座2533以及连接在滑座2533的对应两侧的肘杆组件,所述肘杆组件包括两相对设置的上铰接座2534和下铰接座2535,所述上铰接座2534和下铰接座2535之间连接有相互铰接的上肘杆2536和下肘杆2537,所述上肘杆2536和下肘杆2537的另一端分别与上铰接座2534和下铰接座2535铰接,所述上肘杆2536或下肘杆2537与滑座2533通过连杆2538连接,所述连杆2538的两端分别与滑座2533和上肘杆2536或下肘杆2537铰接。肘杆组件的分布与导向结构对应,即同侧,当连杆2538连接到上肘杆2536上时,开合驱动件253的输出轴上升,连杆2538随之上升,并对上肘杆2536进行拉扯,连杆2538尽量连接在上肘杆2536靠近下肘杆2537的端部,这样方便将两侧的上肘杆2536和下肘杆2537的铰接处往靠拢的方向拉扯,这样即可驱动活动梁252上升,反之下降,当连杆2538连接到下肘杆2537上时,开合驱动件253的输出轴下降,连杆2538随之下降,并对下肘杆2537进行拉扯,连杆2538尽量连接在下肘杆2537靠近上肘杆2536的端部,方便将两侧的上肘杆2536和下肘杆2537的铰接处往靠拢的方向拉扯,这样即可驱动活动梁252上升,反之下降,结构简单,驱动力大,相当于把开合驱动件253的驱动力放大两倍。
28.上述导柱2532为两根,且分布在滑座2533的对应两侧,所述导柱2532与肘杆组件分别位于滑座2533的四个方向成交错分布。导柱2532为两根且分布在滑座2533的对应两侧,导向更稳定,导柱2532和肘杆组件交错间隔分布,合理利用空间,避免受力不均匀。
29.上述同侧的肘杆组件为多个,其各个上铰接座2534相互连接成一体,各个下铰接座2535相互连接成一体。设置多个肘杆组件是为了增大驱动力和压力,使得活动梁252受力均匀,各个上铰接座2534相互连接,各个下铰接座2535相互连接,避免应力集中,稳定性更好。
30.上述活动梁252上方设置有顶板254,所述开合油缸2531和上铰接座2534固定在顶
板254上。顶板254固定在第二立柱251上,起支撑作用。
31.上述注射装置3还包括驱动注射头31远离成型装置2的座退机构32以及驱动注射头31升降的升降机构33,所述注射头31固定在一安装框34上,所述座退机构32包括穿设在安装框34上的导杆321、供导杆321固定的安装座322上以及输出轴与安装框34连接的座退驱动件323。不注射时,可驱动注射头31与注射孔213、223脱开,方便维修更换或清洗等,座退驱动件323可以是油缸或电机与丝杆的结构,其固定在安装座322上,方便驱动,结构简单。
32.上述安装座322远离座退驱动件323的一端成转动设置,另一端连接有所述的升降机构33。不需要注射时,注射头31可被抬起,这样方便运行至下一成型工位,或维修、清洗等情况也需要将注射头31翘起,方便操作,避免误操作。
33.上述升降机构33包括升降油缸331、与升降油缸331的输出轴固定连接的接头332,所述接头332与安装座322铰接。因安装座322的一端是铰接设置,所以安装座322的另一端在升降油缸331的驱动下成倾斜翘起,所以升降油缸331的输出轴与安装座322之间需要相对转动。
34.上述包括多个成型工位以及驱动注射装置3移动至各个成型工位的输送机构4,所述每个成型工位上具有两组成型装置2,所述输送机构4包括轨道架41以及设置在轨道架41上的滑板42,所述滑板42与轨道架41之间设置有构成导向滑移配合的轨道411和导块421,所述注射装置3固定在滑板42上。成型工位具有多个,因为定型装置的加热定型需要一定的时间,这时注射装置3可移至下一工位,以此循环,提高加工效率,且注射装置3可对应多个成型工位,节省成本。
35.上述安装座322的端部转动连接在滑板42上,所述升降油缸331固定在滑板42上,所述滑板42上设置有位于安装座322下方的支撑块422。支撑块422为两个,且相对设置,支撑块422上设置有台阶型凹槽,安装座322架设在台阶型凹槽的横向面上,进行竖直方向和水平方向的限位。
36.上述上加热机构26包括上加热罩261、上加热板262和上隔热板263,所述上加热罩261固定连接在上加热板262和上隔热板263的侧边,所述上隔热板263与活动梁252固定连接,所述上加热板262与上模211固定连接,所述下加热机构27包括下加热罩271、下加热板272、下隔热板273和下隔热垫板274,所述下加热罩271固定连接在下加热板272、下隔热板273和下隔热垫板274的侧边,所述下加热板272与下模222连接,所述下隔热垫板274上连接有增压油缸29。增压油缸29的设置不仅可以调整下模222的高度,而且可以增加上模211与下模222的抵压力,更好的将两种颜色的橡塑制品抵压到一起并固定,上加热罩261和下加热罩271的设置是为了避免热量散失,提高加热效率,上隔热板263和下隔热板273的设置可避免对其他部件进行加热,延长装置的寿命。
37.在本实用新型的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
38.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。此外,在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
39.本实用新型不局限于上述具体实施方式,本领域一般技术人员根据本实用新型公开的内容,可以采用其他多种具体实施方式实施本实用新型的,或者凡是采用本实用新型的设计结构和思路,做简单变化或更改的,都落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1