制造方法和注射模制系统与流程
制造方法和注射模制系统
1.相关申请的交叉引用
2.本技术要求美国临时专利申请62/849757的优先权,该美国临时专利申请62/849757的申请日为2019年5月17日。
技术领域
3.本发明涉及一种注射模制系统。
背景技术:
4.通过注射模制机来制造模制部件包括:在夹持模具后将树脂注入模具内;在高压下将树脂压入模具中,以便补偿由于树脂固化而引起的体积减少;将模制部件保持在模具中,直到树脂固化;以及使得模制部件从模具中排出。
5.在上述模制方法中,提出了一种使用两个模具以及一台注射模制机的方法,以便提高生产率。例如,us2018/0009146/日本专利公开no.2018
‑
001738/vn20160002505讨论了一种系统,其中,传送装置3a和3b布置在注射模制机2的两侧。在该系统中,在通过用于一台注射模制机2的传送装置3a和3b交替使用多个模具的同时制造模制部件。图1表示了us2018/0009146/日本专利公开no.2018
‑
001738/vn20160002505的注射模制系统。
6.在该系统中,模具100a或100b的冷却在注射模制机2外部的传送机3a或3b上进行。在模具100a/100b中的一个冷却时,由注射模制机2对于另一模具100a/100b执行模制部件排出
‑
夹持
‑
注射/留置的各工艺。由于通过注射模制机2来进行打开和模制部件的排出,所以传送机3a、3b不需要用于打开的功能和用于模制部件排出的功能。
7.这使得可以在由一台注射模制机2交替用于多个模具的同时制造模制部件p。这可以降低系统的总体成本。
8.从模具更换工艺开始到其它模具排出工艺、注射工艺和留置工艺直到完成fsl为止的所有工艺都所需时间。
9.模具更换工艺再次适应冷却一个模具所需的时间,这样,与正常模制相比生产率最多提高两倍。也就是,除了抑制成本的增加之外,还有可以实现高生产率的优点。
10.已知用于加热和冷却模制的技术。在该技术中,模具预先加热至高于树脂的热变形温度的温度,并在将树脂注入模具后冷却该模具。尽管这种技术可以防止模制部件的外观缺陷,但是它需要用于强制加热和冷却的装置。另外,还有使得模制工艺比典型模制方法时间更长的缺点。
11.为了生产不同类型的模制部件,已知从注射模制机卸载第一类型模具以及将新的不同类型模具装载至注射模制机的操作。还需要可以高效生产三种或更多不同类型的模制部件的能力。
技术实现要素:
12.一种用于注射模制系统的方法,该注射模制系统利用注射模制机来制造模制部
件,该方法包括:在用于执行注射模制工艺的第一位置和用于执行冷却工艺的第二位置之间传送第一模具;在第一位置和用于执行冷却工艺的第三位置之间传送第二模具;对位于第一位置的模具进行注射模制工艺;在冷却工艺完成后执行用于从模具中取出模制部件的取出工艺;当取出的、与第一模具相关联的模制部件的数量达到预定数量时,将第一模具更换为第三模具,其中,第二模具和第三模具被传送;以及在至少部分更换第一模具和第三模具的过程中进行控制,以便在第二模具并不在第一位置和第三位置之间传送的情况下执行注射模制工艺、冷却工艺和取出工艺。
13.当结合附图和提供的权利要求来阅读下面对本发明示例实施例的详细说明时,将清楚本发明的这个和其它实施例、特征和优点。
附图说明
14.图1表示了注射模制系统。
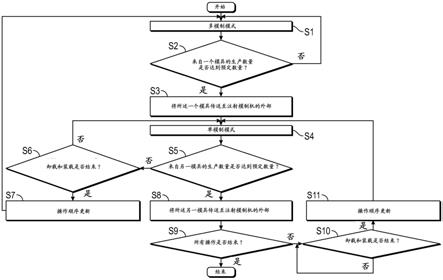
15.图2表示了注射模制系统的控制工艺。
16.图3表示了与相应模具相关联的实例操作列表。
17.在全部附图中,除非另外说明,否则相同的附图标记和符号用于表示所示实施例的相似特征、元件、部件或部分。而且,尽管下面将参考附图详细介绍本发明,但它是结合所示的示例实施例来完成的。在不脱离由附加权利要求确定的本发明真实范围和精神的情况下,可以对所述示例实施例进行变化和改变。
具体实施方式
18.本发明有多个实施例,并且依赖于专利、专利申请和其它参考文献来用于由本领域技术人员知道细节。因此,当专利、专利申请或其它参考文献在本文中引用或重复时,应当理解,它将整个被本文参引,用于所有目的以及用于引用的命题。
19.参考附图,在各图中的箭头符号x和y表示彼此正交的水平方向,箭头符号z表示相对于地面的竖直(竖立)方向。
20.图1表示了us2018/0009146/日本专利公开no.2018
‑
001738/vn 20160002505的注射模制系统1,这里只用于信息/说明目的。
21.注射模制系统1包括注射模制机2、传送机3a和3b以及控制装置4。注射模制系统1在使用传送机3a和3b(该传送机3a和3b用于一台注射模制机2)使得多个模具交替的同时制造模制部件。使用两个模具,100a和100b。
22.模具100a/100b是一对固定模具101和可运动模具102,该可运动模具102相对于固定模具101打开/关闭。通过将熔融树脂注入形成于固定模具101和可运动模具102之间的腔体内而模制所述模制部件。夹持板101a和102a分别固定在固定模具101和可运动模具102上。夹持板101a和102a用于将模具100a/100b锁定在注射模制机的模制操作位置11(模具夹持位置)。
23.对于模具100a/100b,提供有自关闭单元103,用于保持在固定模具101和可运动模具102之间的关闭状态。自关闭单元103可以在模具100a/100b从注射模制机2卸载之后防止该模具100a/100b打开。自关闭单元103使用磁力来将模具100a/100b保持在关闭状态。自关闭单元103位于沿固定模具101和可运动模具102的相对表面的多个位置处。自关闭单元103
是在固定模具101侧的元件和在可运动模具102侧的元件的组合。对于自关闭单元103,通常安装两对或更多对,用于模具100a和100b之一。
24.传送机3a将模具100a装载至注射模制机2的模制操作位置11/从该模制操作位置11卸载。传送机3b将模具100b装载至模制操作位置11/从该模制操作位置11卸载。传送机3a、注射模制机2和传送机3b布置成沿x轴方向以该顺序排列。换句话说,传送机3a和传送机3b相对于注射模制机2侧向布置,以便沿x轴方向夹着注射模制机2。传送机3a和3b布置成彼此面对,传送机3a在一侧布置在注射模制机2的侧向,传送机3b相应布置在相邻的另一侧。模制操作位置11位于传送机3a和传送机3b之间。传送机3a和3b分别包括框架30、传送单元31、多个辊32和多个辊33。
25.框架30是传送机3a和3b的骨架,并支承传送单元31和多个辊32和33。传送单元31是使得模具100a/100b沿x轴方向前后运动以及相对于模制操作位置11取出和插入模具100a/100b的装置。
26.传送单元31是以马达为驱动源的电驱动缸,并包括相对于缸前后运动的杆。缸固定在框架30上,固定模具101固定在杆的边缘部分上。对于传送单元31,可以使用流体促动器和电促动器,其中,电促动器可以在传送模具100a/100b时提供更好的位置或速度控制精度。例如,流体促动器可以是油压缸或气缸。电促动器除了可以是电驱动缸外,还可以是以马达为驱动源的齿轮齿条机构、以马达为驱动源的滚珠丝杠机构等。
27.传送单元31对于各传送机3a和3b独立地布置。不过,可以使用支承模具100a和100b的公共支承部件,且单个公共传送单元31可以布置成用于该支承部件。传送单元31对于各传送机3a和3b独立地布置的情况使得可以处理在传送时在模具100a和模具100b之间的运动冲程不同的情况。例如,在模具不能同时传送的情况,因为模具的宽度(沿x方向的宽度)不同或模具的厚度(沿y方向的宽度)不同。
28.多个辊32设置成沿x轴方向布置的一排辊,其中,两排设置成沿y轴方向分离。多个辊32绕沿z轴方向的旋转轴线旋转,并引导模具100a/100b沿x轴方向的运动,从而接触模具100a/100b的侧表面(夹持板101a和102a的侧表面)并从侧部支承模具100a/100b。多个辊33设置成沿x轴方向布置的一排辊,其中,两排设置成沿y轴方向分离。多个辊33绕沿y轴方向的旋转轴线旋转,并使得模具100a/100b沿x方向的运动平滑,从而支承模具100a/100b的底表面(夹持板101a和102a的底表面)并从下面支承模具100a/100b。
29.控制装置4包括用于控制注射模制机2的控制器41、用于控制传送机3a的控制器42a以及用于控制传送机3b的控制器42b。控制器41、42a和42b各自包括例如处理器(例如cpu、ram、rom)、储存装置(例如硬盘)以及与传感器或促动器连接的接口(未示出)。处理器执行储存在储存装置中的程序。下面介绍控制器41执行的程序(控制)的实例。控制器41与控制器42a和42b可通信地连接,并向控制器42a和42b提供与模具100a/100b的传送相关的指令。当模具100a/100b的装载和卸载终止时,控制器42a和42b向控制器41发送操作完成的信号。另外,控制器42a和42b在异常情况发生时向控制器41发送紧急停止信号。
30.控制器布置成用于注射模制机2、传送机3a和传送机3b中的每一个,但是一个控制器可以控制全部三台机器。传送机3a和传送机3b可以由单个控制器控制,用于更可靠和协同的操作。
31.操作面板50(显示器)与控制装置4连接。当用户操作该操作面板50时,控制装置4
从操作面板50接收用户指令。关于注射模制系统1的信息显示在操作面板50上。操作面板50可以设置在注射模制机2上或者传送机3a和3b中的任一个上。操作面板50可以设置在注射模制机2以及传送机3a和3b的外部。
32.图2表示了根据示例实施例的注射模制系统的控制工艺。该控制工艺通过控制器41来实现,该控制器41控制注射模制机2以及通过控制器42a和42b来控制传送机3a和3b。用于执行控制工艺的程序储存在存储器(未示出)中,并由控制器41来执行。在使用三个或更多模具的情况下,存储器还储存用于指示一系列操作的操作列表。操作列表根据生产订单来储存各模具的信息。操作列表的实例在图3中表示。
33.在本示例实施例中各模具的信息包括使用模具的生产数量(量)、使用模具来制造该数量的模制部件的时间(限制时间)、用于更换模具的估计时间周期(标准更换时间)、将模具加热至准备注射模制的估计时间周期(热控制时间)、要注射至模具内的模制材料(材料)、以及表示使用模具的生产顺序是否可变的信息(可变性)。该列表并不是限制性的,可以实现本实施例的实践的任何信息都可用。
34.对于标准更换时间,估计是基于用于取出模具的标准更换时间和用于替换模具的标准更换时间的总和。例如,当要将模具a更换为模具c时,更换时间估计为40分钟(用于模具a的30分钟和用于模具c的10分钟)。标准更换时间通常取决于模具的重量,但任何可以计算标准更换时间的因素都可用。
35.如图3的实例中所示,注射模制工艺以a
‑
>b
‑
>c
‑
>d
‑
>e的顺序执行。在该实例中,由于用于模具a和模具b的时间限制都是接近于当前时间,因此不能改变用于各模具的工艺顺序。由于用于模具c、模具d和模具e的时间限制并不接近于当前时间,因此用于这些模具各自的工艺顺序能改变。
36.在执行图2中所示的工艺之前,模具100a和模具100b分别基于操作列表而装载至传送机3a和传送机3b上。
37.参考图2,在步骤s1中,交替使用模具100a和模具100bb进行注射模制(多重模制模式)。多重模制模式是每次进行注射模制时改变模具的模式。
38.对于不同情况(情况1、情况2和情况3)在s1中执行不同的工艺。情况1是对于各模具首先执行步骤s1中的工艺的情况。情况2是第二或更晚(在步骤s2之后)执行步骤s1中的工艺的情况。情况3是在步骤s7之后执行步骤s1中的工艺的情况。
39.下面将介绍情况1。为了说明目的,在模具100b传送至模制操作位置11中之前,模具100a传送至注射模制机2的模制操作位置11。情况1包括执行多个工艺。为了说明目的,每个工艺都进行标记。
40.工艺1:固定压板61和可运动压板62响应于模具100a传送至模制操作位置11而自动关闭和与模具100a接触。固定压板61和可运动压板62固定模具100a。
41.工艺2:然后通过驱动固定机构610而将模具100a固定在固定压板61和可运动压板62上。
42.工艺3:通过驱动马达66以便驱动肘节机构65而使得模具100a由固定压板61和可运动压板62夹持。
43.工艺4:一旦模具100a被固定和夹持,就进行将模制材料(例如熔融树脂)注入模具100a内和进行留置的工艺。
44.工艺5:驱动注射装置5,以便使得模制材料从喷嘴52填充至模具100a的空腔内。然后在高压下将模制材料在缸体51中压入模具100a内,以便补偿由于模制材料固化而导致的体积减小。
45.工艺6:然后固定机构610释放模具100a,这解除夹持力,且可运动压板62与固定压板61稍微分离。
46.工艺7:在释放模具100a后延迟预定时间之后,驱动马达66以便驱动肘节机构65。也就是,固定压板61和可运动压板62运动至使得它们不接触由传送机3a/3b传送的模具100a.100b的退后位置。固定压板61和可运动压板62的这种运动产生了在它们之间的空间,用于交替(改变)模具100a和100b。
47.基于上述工艺,模具100a处于这样的状态,其中,模制材料已经注入模具100a中,且模具100a并不固定在固定压板61和可运动压板62之间。然后,模具100a传送出模制操作位置11,且模具100b传送至模制操作位置11中。再利用模具100b来执行上述工艺。
48.在利用模具100b来执行上述工艺的同时,对于在传送机3a上的模具100a执行冷却工艺。在冷却工艺中,模具100a在预定时间期间冷却至预定温度。
49.模具通常包括穿过它的槽道,其中,温度控制器通过软管而与形成在模具表面上的槽道接口连接,同时模具准备用于注射模制。流体从温度控制器流向模具,以便使得模具保持在预定温度。在注射模制工艺中(包括冷却工艺),流体通常一直在模具内部流动。
50.在模具100a传送到模制操作位置11之外至传送机3a之后,模具100a通常仍然由注入模具100a中的熔融模制材料加热。在冷却工艺中,来自温度控制器的流体使得模具100a的温度下降至预定温度。冷却工艺一直持续,直到从冷却工艺开始经过预定时间周期。
51.当用于模具100b的上述工艺完成时,传送机3b将模具100b传送出模制操作位置11,且传送机3a将模具100a传送至模制操作位置11。当传送模具100a时,可以完成对于在传送机3a处的模具100a执行的冷却工艺。不过,当冷却工艺还没有完成时,注射模制机2等待冷却工艺完成。对于模具100b,冷却工艺在传送机3b上执行。
52.工艺8:在利用模具100a执行工艺1和工艺2之后,通过驱动所述马达66而使得可运动压板62与固定压板61分离。固定模具101通过固定机构610而固定在固定压板61上,可运动模具102通过固定机构610而固定在可运动压板62上,因此可运动模具102与固定模具101分离,且模具100克服自关闭单元103的磁力而打开。
53.工艺9:通过驱动取出机械人7而将保留在模具100a/100b的可运动模具102侧的模制部件取出并传送至注射模制模制机2外。
54.在s2中,确定来自一个模具的模制部件生产数量是否达到预定数量。具体地说,确定使用所述一个模具的注射模制是否完成。预定数量由操作列表来指定,它的实例在图3中示出。当生产数量没有达到预定数量时,工艺返回至s1,并继续多重模制模式工艺。
55.下面将执行情况2,该情况2是在工艺从s2返回至s1时。在情况2中,模具100a位于注射模制机2的模制操作位置11处,且模制部件刚刚由取出机器人7取出。注射模制机2再利用模具100a执行工艺1至工艺7。模具100a被送出,模具100b被送入。模具100a在传送机3a处进行冷却工艺。
56.注射模制机2再利用模具100b依次执行各工艺1、工艺2、工艺8和工艺9。然后s1在情况2中结束,工艺前进至s2。
57.如上所述,当工艺从s2返回至s1时(这是在s1中第二次要使用模具),对于模具执行工艺3至工艺7,改变模具,然后利用另一模具来执行工艺1、工艺2、工艺8和工艺9。
58.在情况3中,当工艺前进为从s7返回至s1时,模具处于模制操作位置11,模制部件刚刚被取出,另一模具在传送机上,其中没有任何模制材料。在这种情况下,利用在模制操作位置11)中的一个模具来执行工艺3至工艺7,改变模具,并利用另一模具来执行工艺3至工艺7,改变另一模具,然后利用所述一个模具来执行工艺1、工艺2、工艺8和工艺9。
59.当在s2中生产数量达到预定数量时,工艺前进至s3,且所述一个模具被送出注射模制机2至传送机。从传送机卸载所述一个模具,一个新模具装载至传送机上。在模具卸载的过程中,向模具供电的电缆和向模具提供流体(用于温度控制)的软管与模具断开。在模具装载的过程中,电缆和软管与模具连接。
60.然后,在s4中,执行使用另一模具的注射模制(单模制模式)。在这种模式中,利用所述另一模具的注射模制连续地进行。在s4中,在不同的情况下(情况4、5和6)执行不同的工艺。在情况4中,工艺从s3前进至s4(当情况4是s4中的工艺时,还不清楚情况4可以怎样从s3前进)。在情况5中,工艺从下面所述的s6返回至s4。在情况6中,工艺从下面所述的s11返回至s4。
61.在情况4中,在模制操作位置11处没有模具,完成注射模制的模具和正在执行冷却工艺的模具都在它们的相应传送机上。在s4中,传送机将模具传送至模制操作位置11,依次执行工艺1、工艺2、工艺8、工艺9,并取出模制部件。然后工艺前进至s5。
62.在s5中,确定来自另一模具的模制部件的生产数量是否达到预定数量。也就是,确定使用另一模具的注射模制是否完成。预定数量由例如图3中的操作列表来指定。
63.当生产数量没有达到预定数量时,流程前进至s6,在这里确定所述一个模具是否已经卸载和新模具是否已经装载。当所述一个模具没有卸载,新模具也没有装载时,流程返回至s4。
64.在情况5中,当工艺从s6返回至s4时,刚刚取出模制部件的模具处于模制操作位置11。在这种情况下,在步骤s4中,注射模制机2执行工艺3至工艺5。接着,在注射模制机2内的模制操作位置11处执行冷却工艺。因为在单模制模式中冷却工艺在注射模制机2内部执行,所以不执行工艺6和工艺7。冷却工艺后,执行工艺8和工艺9,并取出模制部件。然后工艺前进至s5。
65.在情况6中,当工艺从下面所述的s11返回至s4时,模具准备好,另一模具没有准备好。在s4中,利用该模具来执行工艺1至工艺7。工艺8和工艺9利用该模具来执行,然后从模具中取出模制部件。情况6结束,然后工艺前进至s5。
66.返回s6,当一个模具已经卸载,且新模具已经装载时,流程前进至s7,这时更新列表的操作顺序。在卸载模具和装载新模具的时间较长或者卸载和装载操作比标准更换时间更早完成的情况下执行更新工艺。当操作顺序改变时,在确定剩余操作将更早完成的情况下也执行所述更新工艺。当确定不需要改变操作顺序时,不执行更新工艺。在s7中开始更新工艺后,工艺返回至s1。
67.返回s5,当生产数量达到预定数量时,工艺前进至s8。在s8中,另一模具被送出至传送机。该另一模具从传送机卸载,新模具装载至传送机上。这时,优选是在操作面板50上显示信息(类似于s3),用于要求用户卸载另一模具和装载新模具。在所述一个模具还没有
卸载且更换模具的操作时间比在操作列表上的标准更换时间更长的情况下,操作面板50可以显示警告。
68.在步骤s9中,确定整个操作是否完成。当整个操作完成时,工艺结束。当整个操作没有完成时,流程前进至s10。在s10中,确定一个模具或另一模具是否已经卸载且新模具是否已经装载。
69.当一个模具和另一模具还没有卸载且新模具还没有装载时,重新执行s10。当一个模具或另一模具已经卸载,且新模具已经装载时,工艺前进至s11。在s11中,更新操作顺序,然后工艺返回至s4。
70.根据另一实施例,在s10中,在只有一个模具准备好且新模具几乎准备好的情况下,注射模制可以在另一模具准备好后开始。在这种情况下(情况7),工艺前进至s1。在情况7中,在它们的相应传送机上的两个模具都不包含任何模制材料,并在s1中执行在情况1中的相同工艺。
71.根据另一实施例,在s6和s10中,基于操作人员的输入来确定模具是否装载。例如,开关(未示出)用于通知注射模制机2模具的装载完成。控制装置4响应操作人员的开关选择而接收信号输出。在控制装置4接收到该信号的情况下,控制装置4确定模具准备就绪。
72.在上述实施例中,在模具处于模制操作位置11的状态下执行夹持、注射/留置、打开和排出,但这并不是限制。不需要在模制操作位置11执行所有工艺。一些工艺可以在与模制操作位置11不同的位置处执行。
73.如上所述,因为在由注射模制机交替使用多个模具的同时制造模制部件的情况下,模制部件可以在单模制模式中使用一个模具来制造,同时另一模具卸载,所以提高了生产率。在卸载和装载模具后的操作顺序可以改变,这也根据实际操作环境而提高了生产率。
74.定义
75.在阅读说明书时,阐述了具体细节,以便提供对公开实例的透彻理解。在其它情况下,没有详细介绍公知的方法、程序、部件和电路,以免不必要地延长本发明。
76.应当理解,当元件或部件在本文中称为“在另一元件或部件上”、“抵靠另一元件或部件”、“与另一元件或部件连接”或“与另一元件或部件耦合”时,它可以直接在另一元件或部件上、抵靠另一元件或部件上、与另一元件或部件连接或与另一元件或部件耦合,或者可以存在中间元件或部件。相反,当元件称为“直接在另一元件或部件上”、“与另一元件或部件直接连接”或“与另一元件或部件直接耦合”时,将没有中间元件或部件。使用时,术语“和/或”包括一个或多个相关所列项目的任何和所有组合。
77.空间相对术语例如“在下面”、“下方”、“低于”、“下部”、“在上面”、“上部”、“近侧”、“远侧”等可以在本文中用于方便描述,以便介绍一个元件或特征与另一个元件或特征的关系,如各个图中所示。不过,应当理解,除了图中所示的方位之外,空间相对术语将包含在使用或操作中装置的不同方位。例如,当图中的装置翻转时,介绍为“在其它元件或特征下面”或“下方”的元件将定向为“在其它元件或特征上面”或“上方”。因此,相对空间术语例如“下面”可以包含上面和下面的定向。装置可以以其它方式定向(旋转90度或在其它方向),这里使用的空间相对描述也将相应地解释。类似地,在适用时,相对空间术语“近侧”和“远侧”也可以互换。
78.在本文中使用的术语“大约”表示例如在10%内、在5%内或更少。在一些实施例
中,术语“大约”可以表示在测量误差内。
79.术语第一、第二、第三等可以在本文中用于介绍各种元件、组件、区域、部件和/或部分。应当理解,这些元件、组件、区域、部件和/或部分将不受这些术语的限制。这些术语只是用于将一个元件、组件、区域、部件或部分与另一区域、部件或部分区分开。因此,在不脱离本文的教导的情况下,下面所述的第一元件、组件、区域、部件或部分也可以称为第二元件、组件、区域、部件或部分。
80.这里使用的术语只是用于描述特定实施例的目的,并不用于限制。在介绍本发明的上下文中(尤其是后面的权利要求中),术语“一”、“一个”和“所述”以及类似表述应当解释为包含单数和复数,除非本文中另外说明或与上下文明显矛盾。术语“包括”、“有”和“包含”应当解释为开放式术语(即意思是“包括但不局限于”),除非另外说明。具体地说,这些术语在本说明书中使用时指定了所述特征、整数、步骤、操作、元件和/或组件的存在,但并不排除存在或附加一个或多个未明确说明的其它特征、整数、步骤、操作、元件、组件和/或它们的组。本文对数值范围的引用只是用作单独提及落入该范围内的每个单独值的速记方法,除非另外说明,且各单独值包含在说明书中,就好像它在本文中单独引用。例如,当公开了范围10
‑
15时,也公开了11、12、13和14。本文所述的所有方法都可以任何合适的顺序进行,除非本文另外说明或与上下文明显矛盾。本文提供的任何和所有实例或示例语言(例如“如”)的使用只是为了更好地阐述本发明,而并不构成对本发明范围的限制,除非另外说明。说明书中的语言“并不解释为表明任何未要求保护的元件对于本发明的实践是必不可少的。
81.应当理解,本发明的方法和组合可以包括多种实施例的形式,本文仅公开了其中的一些。通过阅读前述说明,本领域的普通技术人员可以清楚那些实施例的变化形式。发明人期望技术人员合适地使用这些变化形式,且发明人将以不同于本文具体所述的方式来实践本发明。因此,本发明包括附加权利要求中记载的主题的所有变化和等效物,如适用法律所允许。而且,本发明覆盖在所有可能变化形式中的上述元件的任何组合,除非本文另外说明或与上下文明显矛盾。
82.上面公开的任何示例实施例的组合也包括作为本发明的实施例。尽管上述示例实施例介绍了所示实施例,但这些实施例不认为是限制性的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1