真空绝热体的制造方法和真空绝热体与流程
1.本发明涉及一种真空绝热体的制造方法和真空绝热体。
背景技术:
2.在现有技术中,已知一种建筑用真空绝热板,其中,玻璃纤维用作芯材,并且芯材被包括铝层的树脂膜包覆(参见例如专利文献1)。真空绝热板通过转用用于冰箱的技术而获得,并且真空绝热板的形状不明确(真空绝热板不具有形状稳定性),并且真空绝热板不具有耐火性。此外,由于树脂膜允许大气中的氮和氢穿过该树脂膜,所以真空的程度降低,并且在绝热性方面存在问题。
3.另外,已知一种真空绝热板,其中,玻璃纤维用作芯材并且由薄不锈钢板包裹(参见例如专利文献2)。尽管该真空绝热板能够通过使用薄不锈钢板来维持真空并确保绝热性,但是由于芯材是玻璃纤维(在400℃以上收缩),所以形状稳定性不足并且耐火性不足。
4.另一方面,提出一种情况,其中,lng罐具有包括内罐和覆盖内罐的外罐的双重结构,并且珍珠岩粉末作为芯材被填充在lng罐的内罐与外罐之间(参见例如专利文献3)。该罐由于具有双重结构而具有耐火性和形状稳定性,并且能够提高绝热性。
5.引用列表
6.专利文献
7.专利文献1:jp-a-58-127085
8.专利文献2:jp-a-2010-281387
9.专利文献3:jp-a-2-256999
技术实现要素:
10.技术问题
11.然而,当专利文献3中描述的罐应用于专利文献1和2中描述的真空绝热板时,难以采用诸如罐壁这样的厚的结构,并且不能确保耐火性、形状稳定性和绝热性。特别地,在专利文献3中,珍珠岩粉末没有被固化而是保持在粉末状态。因此,当将珍珠岩粉末用作真空绝热板中的芯材时,珍珠岩粉末塌陷,并且不能说这种真空绝热板具有形状稳定性。
12.上述问题不限于真空绝热板,并且对不具有面板形状并且具有与真空绝热板的尺寸类似的尺寸等的真空绝热体也是常见的。
13.设计了本发明以解决这样的问题,并且本发明的目的是提供一种真空绝热体的制造方法和真空绝热体,其能够确保耐火性、形状稳定性和绝热性。
14.解决问题的方案
15.根据本发明的真空绝热体的制造方法包括:第一步骤,准备中空体,其中,所述中空体具有等于或高于承受781℃的火焰20分钟的程度的耐热性,并且所述中空体在所述中空体内具有中空部;第二步骤,将具有所述耐热性无机发泡剂引入到在所述第一步骤中准备的所述中空体的所述中空部中并且使所述发泡剂发泡以形成具有开孔的发泡体,或者引
入具有所述耐热性和开孔的无机发泡体,而后使所述发泡体固化;以及第三步骤,在所述第二步骤中的所述发泡体固化之后或在所述第二步骤中的所述发泡体的固化期间,将所述中空部排成真空。
16.所述制造方法是包括引入发泡剂和发泡体两者的情况的概念。因此,该制造方法包括引入如下发泡剂的情况:该发泡剂的一部分是预先发泡的(即,发泡剂的一部分是发泡体),并且发泡剂的剩余部分在中空部中发泡以形成具有开孔的发泡体。此外,该制造方法包括以下情况:其中,当引入两种不同的发泡剂时,一种发泡剂已发泡,并且另一种发泡剂在中空部分中发泡。
17.根据本发明的真空绝热体包括:中空体,该中空体具有等于或高于承受781℃的火焰20分钟的程度的耐热性,并且具有形成在所述中空体内的中空部;以及无机发泡体,该无机发泡体在所述中空体的所述中空部中扩散,形成有开孔并固化,并且具有耐热性。所述中空部被排成真空。
18.发明的有益效果
19.根据本发明,可以提供一种真空绝热体的制造方法和真空绝热体,其能够确保耐火性、形状稳定性和绝热性。
附图说明
20.图1是示出根据本发明的第一实施例的真空绝热体的示例的截面图。
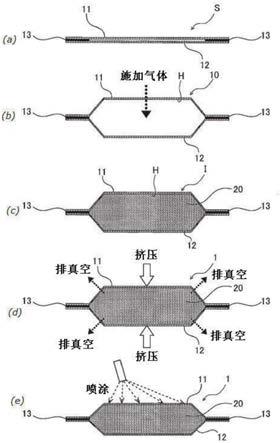
21.图2是示出根据第一实施例的真空绝热板的制造方法的步骤图,图2的(a)示出了准备步骤,图2的(b)示出了中空体制造步骤,图2的(c)示出了发泡剂引入步骤,图2的(d)示出了真空固化步骤,并且图2的(e)示出了涂覆步骤。
22.图3是示出根据第二实施例的真空绝热板的示例的截面图。
23.图4是示出根据第二实施例的真空绝热板的制造方法的步骤图,图4的(a)示出了准备步骤,图4的(b)示出了中空体制造步骤,图4的(c)示出了发泡剂引入步骤,并且图4的(d)示出了真空固化步骤。
24.参考标记列表
25.1、2
ꢀꢀꢀꢀꢀꢀꢀ
真空绝热板(真空绝热体)
26.10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
中空体
27.11、12、14 金属板
28.13、15
ꢀꢀꢀꢀꢀ
接合部
29.20
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
发泡体
30.h
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
中空部
31.h2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二中空部
32.i
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
中间体
33.s
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
层叠体
具体实施方式
34.在下文中,将根据优选实施例描述本发明。本发明不限于以下实施例,并且能够在不脱离本发明的范围的情况下被适当地修改。
35.在下面描述的实施例中,未示出或描述一些构造,但是不言而喻,已知的或众所周知的技术被适当应用于在不与下面描述的内容相矛盾的范围内的省略的技术细节。
36.图1是示出根据本发明的第一实施例的真空绝热体的示例的截面图。尽管具有面板形状的真空绝热板被描述为图1中的真空绝热体的示例,但是真空绝热体不限于具有面板形状的绝热体,并且可以具有诸如柱状形状的其他形状。
37.根据图1所示的示例的真空绝热板(真空绝热体)1包括中空体10和无机发泡体20。
38.中空体10通过将多个(两个)金属板11和12加工为在中空体10中形成中空部h而形成。金属板11和12分别被加工为形成凹部。金属板11和12以如下方式组合:金属板11和12的凹部彼此对准,并且金属板11和12在除了凹部之外的部分处经由接合部13彼此一体化(外周密封),从而在中空体10中形成中空部h。接合部13通过接缝焊接或扩散接合而形成。
39.这里,金属板11和12的耐热性等于或高于承受781℃的火焰20分钟的耐热性,优选地,金属板11和12具有承受843℃的火焰30分钟以上的耐热性,并且更优选地,金属板11和12具有承受902℃的火焰45分钟以上的耐热性(不溶解的耐热性)。金属板11和12由例如不锈钢制成。金属板11和12具有0.1mm以上且2.0mm以下的板厚,并且优选地,0.1mm以上且0.5mm以下的板厚。这里,当真空绝热板1用于建筑时,考虑到真空绝热板1需要考虑在施工时或在使用时的安全所需的刺穿强度而具有至少0.1mm的厚度。另外,考虑到从用作建筑材料以及建筑载荷承载极限的角度,真空绝热板1需要具有2.0mm以下的厚度,并且更优选地具有0.5mm以下的厚度。
40.发泡体20形成有开孔,并且发泡并固化。发泡体20由无机材料制成,并且在本实施例中具有例如大约几厘米以上的厚度。类似于中空体10,发泡体20的耐热性等于或高于承受781℃的火焰20分钟的耐热性,优选地,发泡体20具有承受843℃的火焰30分钟以上的耐热性,并且更优选地,发泡体具有承受902℃的火焰45分钟以上的耐热性。术语“耐热性”是指不引起燃烧收缩且不产生气体的耐热性。发泡体20由例如发泡玻璃、珠光体粉末、蛭石、气相二氧化硅、硅藻土、硅酸钙等制成。优选地,发泡体20在中空部h中发泡并扩散到中空部h的每个角。另外,发泡体20可以通过诸如挤压的方法而固化,并且发泡体20可以通过挤压而扩散到中空部h的每个角。
41.当真空绝热板1用于建筑时(例如,大约50年的所需寿命),优选的是,发泡体20在50年内不会分解和劣化,并且不产生气体。从重量限制的角度考虑,具有0.7以下、优选地0.5以下、更优选地0.2以下的比重的发泡体20用于建筑。
42.此外,根据第一实施例的真空绝热板1的中空部h被排成真空。这里,由于中空部h中的发泡体20形成有开孔,所以开孔的内部通过排成真空而被真空化以呈现绝热特性。
43.图2是示出根据第一实施例的真空绝热板1的制造方法的步骤图,图2的(a)示出了准备步骤,图2的(b)示出了中空体制造步骤,图2的(c)示出了发泡剂引入步骤,图2的(d)示出了真空固化步骤,并且图2的(e)示出了涂覆步骤。
44.首先,在图2的(a)中所示的准备步骤中,准备由不锈钢等制成并且具有0.1mm以上且2.0mm以下的板厚的金属板11和12,并且通过接缝焊接或扩散接合形成接合部13。因此,获得平板状的层叠体s,在该平板状的层叠体s中,金属板11和12经由接合部13彼此一体化。
45.在随后的中空体制造步骤中,将平板状的层叠体s放入模具(未示出)中。将模具的内部加热到高温环境(例如,800℃以上且1000℃以下),其中,温度在用于获得图1中所示的
发泡体20的发泡剂的发泡温度附近(特别是在发泡剂是两种以上成分的混合物的情况下,温度接近至少一种成分的发泡温度),并且温度低于金属板11和12的熔点。这里,发泡温度附近是指,与比发泡温度低了200℃的温度相比,相等或更高的温度。在这种高温环境下,氩气等被供给到金属板11与12之间的空间(间隙)中。金属板11和12之间的内部空间通过施加这样的气压而膨胀,并且获得具有图2的(b)中所示的中空部h的中空体10(第一步骤)。模具具有如下的模具结构:能够获得具有图2的(b)中所示的形状的中空体10。此外,可以通过持续供给诸如氩气的气体来施加气压,或者可以通过在供给预定量的诸如氩气的气体之后密封中空部h来施加气压。
46.接下来,在发泡剂引入步骤中,在上述高温环境下将具有耐热性的发泡剂(包括部分发泡的发泡剂)引入到中空部h中(第二步骤)。选择适当的发泡剂,并且在将发泡剂引入到中空部h中之后,发泡剂发泡以在高温环境中形成开孔,从而形成发泡体20(在发泡剂部分发泡的情况下,剩余部分发泡以在高温环境中形成开孔,从而整体形成发泡体20)。发泡体20在中空部h中发泡并扩散到中空部h的每个角。结果,制造了图2的(c)中示出的中间体i。在发泡剂引入步骤中,当模具中的温度没有达到发泡剂的发泡温度时,将温度升高到发泡温度。此外,当要引入发泡剂时,优选的是,将中空部h排成真空,并且在真空状态将发泡剂引入到中空部h中。这是因为发泡剂能够容易地引入到中空部h的每个角中。另外,可以引入形成有开孔的已发泡的发泡体20,来代替发泡剂。
47.接下来,在图2的(d)中所示的真空固化步骤中,例如,从金属板11和12的外侧进行挤压,以便压缩发泡体20(第二步骤)。在充分地进行挤压并且发泡体20固化之后,进行排真空以使开孔的内部真空化(第三步骤)。
48.通过使用例如用于在图2的(b)中所示的中间体制造步骤中馈送气体的气体引入孔(未示出)或用于在图2的(c)中所示的发泡剂引入步骤中引入发泡剂的发泡剂引入孔(未示出)来进行排真空。此外,在排真空之后,通过适当的方法密封气体密封孔(排真空孔)等。
49.接下来,在图2的(e)中所示的涂覆步骤中,将用于搪瓷涂覆的釉料粉末(在耐热温度以上的熔化温度下熔合的表面处理材料)喷涂到处于高温状态的金属板11和12的外表面的至少一部分上。釉料在约900℃(熔化温度)下熔化,并熔合到金属板11和12的外表面,然后将釉料冷却以形成强耐热涂层膜。因此,在涂覆步骤中,在发泡体20固化之后,在金属板11和12的外表面的温度为900℃以上的状态下喷涂釉料,并且釉料被熔合(第四步骤)。因此,可以节省在对冷却的金属板11和12执行喷涂等之后将金属板11和12两者放置在炉子中并且再加热金属板11和12的时间和精力。
50.尽管在发泡体20如上所述固化之后进行排真空,但是优选在发泡体20的固化过程中进行排真空。例如,当施加外力以固化发泡体20时,开孔中的一些开孔被外力分开并且变成闭孔。闭孔的内部不能通过排真空被真空化。因此,在发泡体20固化期间在开孔的状态下进行排真空的情况下,即使当一些开孔在后面的阶段变成闭孔时,闭孔也能够被排成真空并且能够改善绝热特性。
51.此外,尽管如上所述通过从金属板11和12的外侧挤压来固化发泡体20,但是本发明不限于此,并且发泡体20可以通过以下三种方法固化。
52.第一种方法是在发泡剂引入步骤中引入用于在发泡时形成开孔的发泡剂(例如,珍珠粉末(在发泡后变成珠光体粉末的粉末))与用于在发泡时形成闭孔的发泡剂(例如,粉
末玻璃和发泡助剂的混合物)的混合物。这里,用于形成闭孔的发泡剂在发泡温度下具有比用于形成开孔的发泡剂的更高的粘度。即,使具有高粘度的发泡剂进入粘合状态,并通过在这样的状态下冷却而固化。
53.第二种方法是在发泡剂引入步骤中与发泡剂一起引入粘合剂,该粘合剂在发泡剂的发泡温度下不发泡,并且具有耐热性(例如,无机耐热粘合剂,例如由toagosei co.,ltd.制造的亚龙陶瓷(aron ceramic,注册商标))。即,通过使用粘合剂的粘合力来固化发泡体20。
54.第三种方法是在发泡剂引入步骤中与用于在发泡时形成开孔的发泡剂或者具有开孔的发泡体20一起引入热塑性材料(融合材料),例如粉末玻璃,其在等于或高于耐热温度(与耐热性相关的温度)的温度下流体化。在这种情况下,在将未发泡或部分发泡的发泡剂引入到中空部h中并进入发泡状态之后,或者在将完全发泡的发泡体20引入中空部h之后,进一步提高温度以使热塑性材料流体化。然后,冷却热塑性材料,以便使发泡体20粘结和固化。
55.以这种方式,根据第一实施例的真空绝热板1的制造方法,中空体10和发泡体20的耐热性等于或高于承受781℃的火焰20分钟的耐热性,使得能够获得具有优异耐火性的真空绝热板1。能够通过将无机发泡剂引入到中空部h中以使发泡剂发泡以形成发泡体20而后固化发泡体20,或通过引入发泡体20并固化发泡体20,获得稳定的形状。此外,使发泡剂发泡以形成开孔或引入具有开孔的发泡体20,然后进行排真空,能够使开孔的内部成为真空部分,以呈现出绝热性。因此,能够提供一种真空绝热板1的制造方法,其能够确保耐火性、形状稳定性和绝热性。
56.由于通过处理具有0.1mm以上且2.0mm以下的板厚的多个层叠的金属板11和12而获得中空体10,所以能够通过这样的板厚来提高形状稳定性。
57.在高温环境中处理多个金属板11和12以准备(制造)具有中空部h的中空体10,并且在这样的高温环境下将发泡剂引入到中空部h中。因此,能够通过在例如高温环境下金属的断裂延伸率得到改善的情况下加工金属板11和12,而容易地制备中空体10。此外,由于发泡剂在这样的高温环境中被引入,所以发泡剂能够在这样的状态下发泡,这能够有助于真空绝热板1的平顺制造。
58.当在高温环境下处理多个金属板11和12以制备(制造)具有中空部h的中空体10,并且引入了发泡剂或发泡体20以及在耐热温度以上的温度下被流体化的融合材料的情况下,存在以下优点。即,融合材料在被引入之后流体化,然后融合材料被冷却,使得融合材料能够用作粘结发泡体20的粘合剂,并且发泡体20能够在粘结的状态下冷却并固化。因此,能够提高形状稳定性。
59.在外力施加到发泡体20以固化发泡体20的情况下,例如,发泡体20能够通过挤压而固化。因此,能够呈现出更高的形状稳定性。
60.在引入用于在发泡时形成开孔的发泡剂与用于在发泡时形成闭孔的发泡剂的混合物的情况下,除了被引入以发挥绝热性的用于形成开孔的发泡剂之外,还引入具有比用于形成开孔的发泡剂的更高的粘度的用于形成闭孔的发泡剂。因此,可以通过具有高粘度的发泡剂提高形状稳定性。
61.在发泡剂的发泡温度下不发泡并具有耐热性的粘合剂与发泡剂一起引入的情况
下,能够通过使用粘合剂的粘合力来提高形状稳定性。
62.在耐热温度以上的熔融温度下熔合的表面处理材料被喷涂到在发泡体20固化之后维持了熔融温度以上的温度的中空体10的外表面的至少一部分上。因此,能够通过在中空体10的温度维持在熔融温度以上的同时执行喷涂来执行诸如搪瓷的表面处理,并且与在中空体10被冷却之后执行表面处理的情况相比,能够节省时间和精力。此外,由于表面处理材料在耐热温度以上的温度下熔合,因此能够执行耐热涂覆。
63.在当将发泡剂或发泡体20引入中空部h中时中空部h被排成真空的情况下,发泡剂或发泡体20能够通过利用真空而被吸入到该中空部h中,并且发泡剂或发泡体20能够扩散到中空部h的每个角。
64.根据本实施例中的真空绝热板1,由于中空体10和发泡体20的耐热性等于或高于承受781℃的火焰20分钟的耐热性,所以能够获得具有优异耐火性的真空绝热板1。由于发泡体20在中空体10的中空部h中扩散并固化,因此能够获得稳定的形状。此外,由于发泡体20形成有开孔并发泡,并且中空部h被排成真空,所以开孔的内部能够用作真空部,并且能够表现出绝热性。因此,能够提供能够确保耐火性、形状稳定性和绝热性的真空绝热板1。
65.在第一种方法中,可以相对于用于形成开孔的发泡剂(例如,珍珠粉末)的发泡温度适当地调节用于形成闭孔的发泡剂(例如,粉末玻璃的发泡玻璃和发泡助剂)的发泡温度。例如,可以通过根据玻璃的类型、发泡助剂的选择、混合比等调节发泡温度来简化过程,或者可以通过在降低发泡温度来使发泡玻璃发泡之后使珍珠粉末发泡来破坏玻璃的闭孔。
66.在第三种方法中,可以相对于用于形成开孔的发泡剂的发泡温度适当地调节热塑性材料(融合材料)的流体化温度。例如,可以通过使发泡温度等于流体化温度来简化过程,或者在流体化温度高于发泡温度的情况下,当发泡剂(例如,珍珠粉末)发泡时热塑性材料处于固态粉末状态并且热塑性材料不干扰发泡,进一步提高温度,然后使热塑性材料流体化,并且能够呈现粘性。
67.接下来,将描述本发明的第二实施例。根据第二实施例的中空玻璃和中空玻璃的制造方法与第一实施例中的相同,并且构造和方法的一部分与第一实施例的不同。在下文中,将描述与第一实施例的差异。
68.图3是示出根据第二实施例的真空绝热板(真空绝热体)2的示例的截面图。如图3所示,根据第二实施例的真空绝热板2与根据第一实施例的真空绝热板的相似之处在于:两个金属板11和12经由接合部13在外周处密封,并且根据第二实施例的真空绝热板2与根据第一实施例的真空绝热板的区别之处在于真空绝热板2还包括第三金属板14。
69.第三金属板14经由接合部15与金属板12的内部一体化。接合部15沿着真空绝热板2的长度方向形成在多个部位处。接合部15也通过接缝焊接或扩散接合形成。
70.此外,第三金属板14具有例如截面图中的波形,并且第二中空部h2形成在第三金属板14与金属板12之间。第二中空部h2可以被排成真空,也可以填充有气体等。此外,潜热储存材料等可以被放入第二中空部h2中。
71.图4是示出根据第二实施例的真空绝热板2的制造方法的步骤图,图4的(a)示出了准备步骤,图4的(b)示出了中空体制造步骤,图4的(c)示出了发泡剂引入步骤,以及图4的(d)示出了真空固化步骤。在图4中省略了涂覆步骤。
72.首先,在图4的(a)所示的准备步骤中,准备金属板11、12和14,并且通过接缝焊接
或扩散接合形成接合部13和15。因此,获得具有平板形状的层叠体s。
73.接下来,在图4的(b)中所示的中空体制造步骤中制造中空体10(第一步骤)。该步骤与参照图2的(b)描述的步骤相同。其后,在图4的(c)中所示的发泡剂引入步骤中制造中间体i。该步骤与参照图2的(c)描述的步骤相同。
74.接下来,在根据第二实施例的真空固化步骤中,将氩气等馈送到金属板12与第三金属板14之间的间隙中。结果,气压被施加到金属板12与14之间的间隙以扩大内部空间,并且形成图4的(d)中所示的第二中空部h2。通过形成第二中空部h2来挤压发泡体20,并且使发泡体20固化(第二步骤)。此外,即使当在中空部h中存在发泡体20未扩散的部分时,发泡体20也能够通过这样的挤压而扩散。然后,在发泡体20固化之后或在发泡体20的固化期间,对中空部h排真空以使开孔的内部真空化(第三步骤)。在排真空之后,通过适当的方法密封中空部h。在第二中空部h2冷却至一定程度之后,可以针对第二中空部h2进行排真空。
75.以这种方式,根据第二实施例中的真空绝热板2的制造方法,能够获得与第一实施例中的效果相同的效果。
76.此外,根据第二实施例,由于通过形成第二中空部h2而挤压并固化中空部h中的发泡体20,所以发泡体20能够进一步扩散到中空部h中的每个角。
77.虽然上面已经基于实施例描述了本发明,但是本发明不限于以上实施例,并且可以在不脱离本发明的精神的情况下进行修改,并且可以在本发明的范围内适当地组合实施例的技术与公知的或众所周知的技术。
78.例如,在上述实施例中,中空体10包括多个金属板11、12和14,但是本发明不限于此,并且中空体10可以由诸如玻璃材料的其它材料形成,只要中空体10具有耐热性即可。此外,金属板11、12和14的数量不限于两个或三个,并且可以是四个以上。
79.此外,在上述实施例中通过向多个金属板11、12和14施加气压来制造中空体10,但是本发明不限于此,并且可以通过例如将受到深拉拔加工的金属板组合来形成中空体10。
80.另外,已经在上述实施例中描述了执行用于固化发泡体20的三种方法中的任一种的示例,但是本发明不限于此,并且可以执行两种以上的方法。
81.本发明不限于发泡剂在该发泡剂处于完全未发泡状态的状态下被引入到中空部h中的情况,并且发泡剂可以在该发泡剂的一部分处于发泡状态的状态下被引入到中空部h中,或者发泡剂可以在该发泡剂是完全发泡的发泡体20的状态下被引入到中空部h中。
82.虽然上面已经参照附图描述了各种实施例,但是不必说本发明不限于这些示例。对于本领域技术人员显而易见的是,可以在权利要求的范围内设计各种改变和修改。还应理解,各种变化和修改属于本发明的技术范围。此外,在不脱离本发明的主旨的情况下,可以自由地组合上述实施例中的各构成要素。
83.本技术基于在2019年6月19日提交的日本专利申请no.2019-113617,并且其内容通过引用并入本文。
84.工业实用性
85.根据本发明,可以提供一种真空绝热体的制造方法和真空绝热体,其能够确保耐火性、形状稳定性和绝热性。具有这样的效果的本发明可用于真空绝热体的制造方法和真空绝热体。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1