聚酯多层膜及其制备方法与流程
1.相关申请的交叉引用
2.本技术要求于2019年9月30日在韩国知识产权局提交的韩国专利申请no.10-2019-0121164的权益,该专利申请的公开内容通过引用全部并入本说明书中。
3.本公开涉及一种聚酯多层膜及其制备方法。
背景技术:
4.光学膜是用作显示器的光学材料的膜。其被用作用于诸如lcd blu(背光单元)或触控面板的各种光学显示器的表面保护和工艺载体的光学材料。作为这种光学膜,主要使用聚酯膜。
5.在这种情况下,当用于光学显示器的聚酯膜用于偏光板的制造过程中时,在检测偏光板中的缺陷时,在粘附有离型膜的偏光板的定向主轴与检测装置的晶轴垂直排列的状态下进行检测。因此,当作为离型膜的基材的聚酯膜的定向角小时,可以防止检测过程中颜色失真并且改善检测灵敏度。
6.常规技术已经提出一种通过单轴拉伸或接近单轴拉伸的双轴拉伸来减小定向角的方法,以便抑制偏振不规则性(polarization irregularity)或彩虹不规则性(rainbow irregularity)。
7.然而,上述方法的问题在于,生产率受到限制,并且不能完全控制在检测偏光板的缺陷时会降低检测灵敏度的颜色失真。此外,在通常使用的聚酯膜的情况下,无法将膜的定向角减小至期望水平,并且在光学性能和光学功能性两方面中均未表现出优异的效果。
技术实现要素:
8.技术问题
9.本公开的一个目的是提供一种聚酯多层膜,其降低定向角,同时降低横向方向上的相位差偏差,以便制备适合于光学显示器的聚酯膜,从而抑制偏振不规则性(mura)或彩虹不规则性,并且表现出低的厚度偏差率和高透光率。
10.本公开的另一目的是提供一种具有优异的生产率的制备用于偏光板的聚酯膜的方法。
11.技术方案
12.根据本公开的一个实施方案,提供一种聚酯多层膜,包括:
13.包含第一聚酯树脂的核层;和
14.包含在所述核层的两个表面上形成的第二聚酯树脂和防粘连剂的至少一个表层,
15.其中,在满足由作为md和td的拉伸速度和拉伸比之间的关系式的下面等式1和等式2表示的条件的范围内,由微波分子定向角分析仪基于横向方向测量的定向角满足下面等式3,并且用相位差测量装置在590nm处测量的面内相位差标准偏差(re标准偏差)满足下面等式4:
16.[等式1]
[0017]
45,000%/min≤mds≤55,000%/min
[0018]
[等式2]
[0019]
4500%/min≤tds≤5500%/min
[0020]
[等式3]
[0021]0°
《|定向角|《12
°
[0022]
[等式4]
[0023]
0≤re标准偏差≤100
[0024]
在等式1中,mds是由下面等式5计算的纵向拉伸速度,
[0025]
[等式5]
[0026]
平均md拉伸速度=(s
1st
+s
2nd
)/2
[0027]
在等式5中,s
1st
和s
2nd
各自独立地是在使用具有第一至第三拉伸辊的设备的两级拉伸工艺中由下面等式6和等式7表示的各个拉伸辊之间的各段的拉伸速度(%/min),
[0028]
[等式6]
[0029]s1st
=e1/[l1/{(r
2-r1)/2}]
[0030]
[等式7]
[0031]s2nd
=e2/[l2/{(r
3-r2)/2}]
[0032]
在等式6和等式7中,
[0033]
e1和e2分别是上述两级拉伸工艺的各段中的拉伸比(%)。
[0034]
r1、r2和r3各自独立地是单个拉伸辊(r/l)的转速(m/min),
[0035]
l1是第一拉伸辊与第二拉伸辊之间的距离(m),l2是第二拉伸辊与第三拉伸辊之间的距离(m)。
[0036]
在等式2中,tds是由下面等式8计算的横向拉伸速度,
[0037]
[等式8]
[0038]
td拉伸速度=e/(l/lsp)
[0039]
在等式8中,e是在包括第一至第三拉伸辊的两级拉伸工艺之后在拉幅式(tenter-type)拉伸工艺中的多个拉伸区中的拉伸比(%)。
[0040]
l是所述多个拉伸区的总长度(m),
[0041]
lsp是所述拉幅式拉伸工艺中的线速度(m/min)。
[0042]
根据本公开的另一实施方案,提供一种制备聚酯膜的方法,包括以下步骤:
[0043]
a)共挤出包含i)第一聚酯树脂薄片(chip)以及ii)第二聚酯树脂薄片和防粘连剂的组合物,以形成包括核层和在所述核层的两个表面上的至少一个表层的多层,并将挤出物迅速冷却至30℃以下,从而制造未拉伸片材;
[0044]
b)通过顺序地双轴拉伸所述未拉伸片材来制备膜;和
[0045]
c)热定形所述双轴拉伸膜,
[0046]
其中,所述通过顺序地双轴拉伸所述未拉伸片材来制备膜的步骤包括:
[0047]
在85℃至110℃下以45,000%/min至55,000%/min的速度将未拉伸片材以2至5的拉伸比在纵向方向上进行第一纵向拉伸;和
[0048]
在95℃至140℃下在横向方向上以4500%/min至5500%/min的速度将第一拉伸片
材以2至5的拉伸比进行第二横向拉伸。
[0049]
下文中,将详细描述根据本公开的实施方案的聚酯膜及其制造方法。
[0050]
除非在整个说明书中另外说明,否则本文中使用的技术术语仅用于参照具体实施方案,并且不意在限制本公开。
[0051]
除非上下文另外明确规定,否则本文中使用的单数形式“一”、“一个”和“该”包括复数参照。
[0052]
本文中使用的术语“包括”或“包含”指定特定特征、区域、整数、步骤、动作、元素和/或组分,但是不排除存在或加入不同的特定特征、区域、整数、步骤、动作、元素、组分和/或组。
[0053]
包括序数词如“第一”、“第二”等的术语仅用于将一个组分与另一组分区分的目的,并且不受序数的限制。例如,第一组分可以被称为第二组分,或者类似地,第二组分可以被称为第一组分,而不脱离本公开的范围。
[0054]
下文中,将详细描述本公开内容。
[0055]
根据本发明的一个实施方案,可以提供一种聚酯多层膜,包括:包含第一聚酯树脂的核层;和包含在所述核层的两个表面上形成的第二聚酯树脂和防粘连剂的至少一个表层,其中,在满足由作为md和td的拉伸速度和拉伸比之间的关系式的下面等式1和等式2表示的条件的范围内,由微波分子定向角分析仪基于横向方向测量的定向角满足下面等式3,并且用相位差测量装置在590nm处测量的面内相位差标准偏差(re标准偏差)满足下面等式4:
[0056]
[等式1]
[0057]
45,000%/min≤mds≤55,000%/min
[0058]
[等式2]
[0059]
4500%/min≤tds≤5500%/min
[0060]
[等式3]
[0061]0°
《|定向角|《12
°
[0062]
[等式4]
[0063]
0≤re标准偏差≤100
[0064]
在等式1中,mds是由下面等式5计算的纵向拉伸速度,
[0065]
[等式5]
[0066]
平均md拉伸速度=(s
1st
+s
2nd
)/2
[0067]
在等式5中,s
1st
和s
2nd
各自独立地是在使用具有第一至第三拉伸辊的设备的两级拉伸工艺中由下面等式6和等式7表示的各个拉伸辊之间的各段的拉伸速度(%/min),
[0068]
[等式6]
[0069]s1st
=e1/[l1/{(r
2-r1)/2}]
[0070]
[等式7]
[0071]s2nd
=e2/[l2/{(r
3-r2)/2}]
[0072]
在等式6和等式7中,
[0073]
e1和e2分别是上述两级拉伸工艺的各段中的拉伸比(%)。
[0074]
r1、r2和r3各自独立地是单个拉伸辊(r/l)的转速(m/min),
[0075]
l1是第一拉伸辊与第二拉伸辊之间的距离(m),l2是第二拉伸辊与第三拉伸辊之间的距离(m)。
[0076]
在等式2中,tds是由下面等式8计算的横向拉伸速度,
[0077]
[等式8]
[0078]
td拉伸速度=e/(l/lsp)
[0079]
在等式8中,e是在包括第一至第三拉伸辊的两级拉伸工艺之后在拉幅式拉伸工艺中的多个拉伸区中的拉伸比(%)。
[0080]
l是所述多个拉伸区的总长度(m),
[0081]
lsp是所述拉幅式拉伸工艺中的线速度(m/min)。
[0082]
当用于光学显示器的聚酯膜用于偏光板的制造过程中时,在检测偏光板中的缺陷时,检测在粘附有离型膜的偏光板的定向主轴与检测装置的晶轴垂直排列的状态下进行。因此,当作为离型膜的基材的聚酯膜的定向角小时,可以防止检测过程中颜色失真并且改善检测灵敏度。
[0083]
因此,根据本公开,提供一种能够抑制偏振不规则性的聚酯膜,这是在光学显示器领域中用于偏光板的辅助材料中用作偏光板的保护膜和离型膜的基膜的主要要求。此外,本公开旨在提供一种通过控制定向角和相位差偏差而具有优异的光学功能性的聚酯膜,以便确保优异的外观质量和后加工稳定性。
[0084]
在这一方面,作为为了实现上述目的而研究的结果,本发明人在制备聚酯膜时适当地控制纵向和横向方向上的拉伸速度和拉伸比,从而降低td定向角并降低相位差偏差,并且赋予td定向、光学性能和光学功能性。
[0085]
因此,本公开的特征在于,为了制备适合于光学显示器的聚酯膜,与常规情况相比,定向角降低并且横向方向上的相位差偏差降低,从而制造一种抑制偏振不规则性和彩虹不规则性并且表现出低的厚度偏差率和高透光率的聚酯多层膜。
[0086]
另外,通常,为了降低膜的定向角,通常选择接近单轴拉伸或单轴拉伸的拉伸方法,但是生产率降低。因此,在本公开中,为了使生产率最大化,应用了拉伸速度被控制的双轴拉伸方法,并且以多层生产具有显著改善的光学性能的聚酯膜。
[0087]
更具体地,本公开的一个方面涉及一种双轴拉伸聚酯膜。该聚酯膜可以是如下聚酯多层膜,包括:包含第一聚酯树脂的核层;和包含在所述核层的两个表面上形成的第二聚酯树脂和防粘连剂的至少一个表层。
[0088]
另外,所述聚酯多层膜可以满足作为md和td的拉伸速度和拉伸比的关系式的下面等式1和等式2,并且满足下面等式3,其中,在用分子定向角分析仪(moa)测量相对于整个膜的横向方向的定向角时,基于td,中心部分的定向角为0
°
,最外部分的定向角最大为12
°
,并且在面内相位差(re)值中可以满足下面等式4,该面内相位差(re)值是双折射率(δn)乘以厚度(d)的标准偏差,是用相位差测量系统在590nm处测量的主取向轴方向和基于主取向轴的垂直方向上的折射率差值。
[0089]
[等式1]
[0090]
45,000%/min≤mds≤55,000%/min
[0091]
[等式2]
[0092]
4500%/min≤tds≤5500%/min
[0093]
[等式3]
[0094]0°
《|定向角|《12
°
[0095]
[等式4]
[0096]
0≤re标准偏差≤100
[0097]
(在等式1中,mds是纵向拉伸速度,tds是横向拉伸速度)
[0098]
在等式1中,当mds值小于45,000%/min时,定向结晶不充分,由此难以确保厚度的均匀性,当mds值大于55,000%/min时,md定向结晶变高,由此难以降低定向角。
[0099]
在等式2中,当tds值小于4500%/min时,向td的应力传递的均匀性不足,由此难以确保厚度的均匀性,当tds值大于5500%/min时,拉伸时的应力变得非常高,并且在拉伸方向上膜会撕裂或破裂,从而降低成型性和生产率。
[0100]
在等式3中,当基于td的定向角变为12
°
以上时,由于当应用于偏光板保护膜或离型膜时颜色失真,异物和缺陷的检测灵敏度将显著降低,因此必须控制在小于12
°
。
[0101]
在等式4中,基于整个膜的横向方向测量,当基于td,面内相位差值re的标准偏差大于100时,透光率的均匀性变得不足,由此难以提高光学功能性。
[0102]
在这种情况下,在等式1和等式2中,mds是纵向拉伸速度(md拉伸速度),tds是横向拉伸速度(td拉伸速度),并且各个拉伸速度可以通过下面等式5至等式8计算。
[0103]
具体地,纵向拉伸速度可以由下面等式5计算。
[0104]
[等式5]
[0105]
平均md拉伸速度=(s
1st
+s
2nd
)/2
[0106]
在等式5中,s
1st
和s
2nd
各自独立地是在使用具有第一至第三拉伸辊的设备的两级拉伸工艺中由下面等式6和等式7表示的各个拉伸辊之间的各段的拉伸速度(%/min),
[0107]
[等式6]
[0108]s1st
=e1/[l1/{(r
2-r1)/2}]
[0109]
[等式7]
[0110]s2nd
=e2/[l2/{(r
3-r2)/2}]
[0111]
在等式6和等式7中,
[0112]
e1和e2分别是上述两级拉伸工艺的各段中的拉伸比(%)。
[0113]
r1、r2和r3各自独立地是单个拉伸辊(r/l)的转速(m/min),
[0114]
l1是第一拉伸辊与第二拉伸辊之间的距离(m),l2是第二拉伸辊与第三拉伸辊之间的距离(m)。
[0115]
包括第一至第三拉伸辊的两级拉伸辊的实例如图1中所示。
[0116]
如图1中所示,纵向拉伸速度表示利用圆周速度差的卷对卷md拉伸工艺中的md拉伸速度。此外,该拉伸工艺可以基于md平面两级拉伸过程中的拉伸工艺图,根据上述等式5至等式7的参数来计算。此外,将拉伸步骤分开,计算各段的拉伸速度,并将最终得到的平均值定义为md拉伸速度。
[0117]
另外,横向拉伸速度可以通过下面等式8计算。
[0118]
[等式8]
[0119]
td拉伸速度=e/(l/lsp)
[0120]
在等式8中,e是在包括第一至第三拉伸辊的两级拉伸工艺之后在拉幅式拉伸工艺
中的多个拉伸区中的拉伸比(%)。
[0121]
l是所述多个拉伸区的总长度(m),
[0122]
lsp是所述拉幅式拉伸工艺中的线速度(m/min)。
[0123]
因此,在本公开中,所述聚酯多层膜可以通过包括一个或更多个拉伸辊或第一至第三拉伸辊以及一个或更多个拉伸区的两级拉伸工艺来提供。
[0124]
图2是包括多个拉伸区的拉幅式拉伸工艺的示意图。
[0125]
纵向拉伸比是指拉伸之后的长度与拉伸之前的长度的比例,即,拉伸之后的长度/拉伸之前的长度。然而,当在实际的连续工艺中计算时,在卷对卷纵向拉伸(在纵向方向上拉伸)的情况下,可以将拉伸之后的辊速与拉伸之前的辊速的比例用作拉伸比。在使用拉幅机的横向拉伸(横向方向上的拉伸)的情况下,可以将拉幅机的出口的宽度与入口的宽度的比例定义为拉伸比。
[0126]
另外,所述聚酯多层膜表现出比常规情况更低的厚度偏差率,由此可以改善光学性能。
[0127]
另外,根据本公开,ra值是通过抑制偏振不规则性而由有机/无机粒子产生的不规则体的中心线的表面粗糙度,其可以满足下面等式9,从而提供一种高速加工运转性能优异的双轴拉伸聚酯膜。具有上述性能的聚酯膜的厚度可以为19μm至75μm。
[0128]
[等式9]
[0129]
15nm≤ra≤25nm
[0130]
在等式9中,当表面粗糙度的值小于15nm时,在传递拉伸工艺的辊的过程中引起划痕的概率增加,当表面粗糙度的值大于25nm时,在卷绕过程中在膜之间过多地形成空气层,并且出现气泡逸出现象的概率高,由此,出现卷绕缺陷的概率高。
[0131]
在这种情况下,等式3中定义的定向角是指基于td的定向角,等式4中描述的re是指面内相位差,并且可以通过下面等式10计算。此外,等式4的面内相位差的标准偏差(re标准偏差)可以通过下面等式11计算。
[0132]
[等式10]
[0133]
re=(nx-ny)
×d[0134]
(在等式10中,nx是在主定向轴方向上的折射率,ny是对应于主定向轴的垂直方向上的折射率,d是膜的厚度。)
[0135]
[等式11]
[0136][0137]
(在等式11中,xi是相位差测量值的单个值,是所有相位差测量值的平均值,n是相位差测量的次数)
[0138]
当md和td拉伸速度满足在满足等式1和等式2的范围内的定向角偏差和满足等式4的面内相位差偏差两者时,可以抑制发生偏振不规则的现象。此外,当在定向角满足等式3的范围内用作偏光板保护膜和离型膜时,可以防止颜色失真并且提高异物或缺陷的检测灵敏度。更优选地,0
°
以上且10
°
以下的定向角可以表现出更优异的效果。
[0139]
另外,所述膜在满足等式9的表面粗糙度的范围内具有优异的运转性能和卷绕性能,使得可以防止当膜通过辊时出现划痕,并且可以防止当卷绕时由于过多的空气层引起的气泡逸出现象,在后处理过程中具有优异的涂布性能,由此可以满足用户需要的涂布稳定性,并且可以均匀且高速地涂布离型剂,这是优选的。更优选地,ra可以是16nm至23nm。
[0140]
本公开的聚酯多层膜可以被构造为使得核层为整个膜的70重量%至90重量%,并且表层为整个膜的10重量%至30重量%。
[0141]
所述防粘连剂可以包括有机粒子、无机粒子或它们的混合物。
[0142]
更具体地,对用于核层和表层并且构成本公开的聚酯膜的聚酯树脂没有特别地限制,并且可以使用常规的聚酯树脂。聚酯树脂通过包含二羧酸作为主要组分的酸性组分与包含亚烷基二醇作为主要组分的二醇组分的缩聚而得到。对二羧酸没有限制,但是可以使用对苯二甲酸或其烷基酯或苯基酯,并且其一部分可以通过用诸如间苯二甲酸、氧基乙氧基苯甲酸、己二酸、癸二酸和5-磺基间苯二甲酸钠的二官能羧酸,或其成酯衍生物取代来使用。此外,虽然二醇组分没有限制,但是主要使用乙二醇,并且可以组合使用丙二醇、新戊二醇、丙二醇、1,4-环己二醇、1,4-环己烷二甲醇、1,4-双氧乙氧基苯、双酚、聚氧乙二醇等,并且可以部分地组合使用单官能化合物或三官能化合物。
[0143]
另外,当聚合聚酯树脂时,可以包含膜领域中常用的添加剂,即,选自钉扎剂、抗静电剂、紫外线稳定剂、防水剂、滑爽剂和热稳定剂中的一种或者两种或更多种组分,但是不限于此。
[0144]
聚酯树脂可以通过tpa(对苯二甲酸)聚合工艺或dmt(对苯二甲酸二甲酯)聚合工艺来制备,这些是本领域中常规的聚合方法,但是不限于此。
[0145]
在本公开的一个方面,所述聚酯树脂可以是聚对苯二甲酸乙二醇酯。即,所述聚酯树脂可以是通过使用对苯二甲酸作为二羧酸并且使用乙二醇作为二醇制备的聚对苯二甲酸乙二醇酯。此外,优选地,为了形成均匀的表面粗糙度,本公开的聚酯膜包含粒子作为防粘连剂。加入防粘连剂用于形成耐擦伤性和均匀的表面粗糙度,并且可以是选自有机粒子和无机粒子中的一种或者两种或更多种的混合物。无机粒子可以没有限制地使用,只要它们是本领域中明显使用的粒子即可。例如,可以使用选自碳酸钙、二氧化硅、二氧化钛、高岭土、硫酸钡、硅酸铝和碳酸钙中的一种或者两种或更多种的混合物,但是不限于此。有机粒子可以是选自有机硅树脂、交联的二乙烯基苯聚甲基丙烯酸酯、交联的聚甲基丙烯酸酯、交联的聚苯乙烯树脂、苯并胍胺-甲醛树脂、苯并胍胺-三聚氰胺-甲醛树脂和三聚氰胺-甲醛树脂中的一种或者两种或更多种的混合物,但是不限于此。
[0146]
对防粘连剂的含量没有限制,但是在整个膜中其含量可以为200ppm至2000ppm,更具体地400ppm至1000ppm。此外,对防粘连剂的尺寸没有限制,但是平均粒径可以为0.01μm至5μm,更具体地0.1μm至3μm。此外,在合成聚酯树脂时加入以分散在二醇类中的浆料的形式的防粘连剂在分散性方面是优异的,并且是有效的,因为其可以防止粒子之间的再聚集,而不限于此。防粘连剂可以在制造母料薄片时加入。
[0147]
因此,在本公开的一个方面,双轴拉伸聚酯膜可以是层压有至少两层或更多层的多层膜,并且该多层膜可以包括:核层;和表层,在该表层中至少一层或更多层层压在所述核层的两个表面上。例如,聚酯多层膜可以由表层/核层/表层顺序地层压的三层膜构成。
[0148]
在这种情况下,核层为整个膜的70重量%至90重量%,表层为整个膜的10重量%
至30重量%,并且表层中包含防粘连剂。由此,可以制造在共挤出过程中具有优异的界面稳定性、成膜容易、雾度低、满足等式1至等式3并且具有低收缩率的膜。
[0149]
所述核层可以由聚酯树脂制成,更具体地由单独的聚对苯二甲酸乙二醇酯树脂制成。在涂层的情况下,可以包含防粘连剂。然而,从改善成膜稳定性和膜运行性能的观点来看,优选地在表层中包含防粘连剂。当特性粘度为0.6dl/g至0.7dl/g时,用于核层的聚对苯二甲酸乙二醇酯树脂的耐热性优异,并且在共挤出过程中不引起界面不稳定,但是不限于此。
[0150]
另外,所述表层包含特性粘度为0.6dl/g至0.7dl/g的聚酯树脂和防粘连剂。在特性粘度满足上述范围的范围内,具有的优点是,不发生界面的不稳定,多层膜与核层稳定地层压,从而容易制造多层膜,并且加工性能容易,而不限于此。
[0151]
在本公开的一个方面,双轴拉伸聚酯膜的总厚度可以为19μm至75μm,更优选为38μm至50μm。在上述范围内,其可以适合用作倾向于被制造为薄膜的电子材料的基膜。
[0152]
同时,根据本公开的另一实施方案,可以提供一种制备聚酯膜的方法,包括以下步骤:
[0153]
a)共挤出包含i)第一聚酯树脂薄片以及ii)第二聚酯树脂薄片和防粘连剂的组合物,以形成包括核层和在所述核层的两个表面上的至少一个表层的多层,并将挤出物迅速冷却至30℃以下,从而制造未拉伸片材;
[0154]
b)通过顺序地双轴拉伸所述未拉伸片材来制备膜;和
[0155]
c)热定形所述双轴拉伸膜,
[0156]
其中,所述通过顺序地双轴拉伸所述未拉伸片材来制备膜的步骤包括:
[0157]
在85℃至110℃下以45,000%/min至55,000%/min的速度将未拉伸片材以2至5的拉伸比在纵向方向上进行第一纵向拉伸;和
[0158]
在95℃至140℃下在横向方向上以4500%/min至5500%/min的速度将第一拉伸片材以2至5的拉伸比进行第二横向拉伸。
[0159]
在本公开的一个方面,双轴拉伸聚酯膜包含选自有机粒子和无机粒子中的任意一种或者两种或更多种的防粘连剂,并且可以是单层膜或其中层压有两层或更多层的多层膜。更具体地,双轴拉伸聚酯膜可以包括核层和在所述核层的两个面上层压有至少一层或更多层的表层,其中,核层为整个膜的70重量%至90重量%,表层为整个膜的10重量%至30重量%,并且在表层中可以包含选自有机粒子和无机粒子中的任意一种或者两种或更多种防粘连剂。
[0160]
更具体地,在本公开的制造双轴拉伸聚酯膜的方法的一个方面中,将包含含有特性粘度为0.6dl/g至0.7dl/g的聚酯树脂的第一聚酯树脂薄片、含有特性粘度为0.6dl/g至0.7dl/g的聚酯树脂的第二聚酯树脂薄片和防粘连剂的组合物在260℃至300℃下熔融和共挤出,然后将挤出物通过模头以单层或者两层或更多层的多层排出,并且迅速冷却至30℃以下,从而制备未拉伸片材。
[0161]
热定形膜的步骤可以包括松弛步骤,使得从第四热处理区至第五热处理区的md松弛率和td松弛率的总松弛率为1%至5%,同时在包括第一热处理区至第五热处理区的总共五个热处理区中在200℃至250℃下对第二拉伸膜进行热定形。
[0162]
以这种方式,提供一种聚酯多层膜,包括:包含第一聚酯树脂的核层;和至少一个
或更多个表层,包含在所述核层的两个面上形成的第二聚酯树脂以及防粘连剂,并且满足根据上述等式的所有参数物理性能。
[0163]
有益效果
[0164]
根据本公开,由于应用顺序地双轴拉伸方法以具体控制md和td的拉伸速度和倍率,可以制备一种聚酯膜,其通过降低定向角和使相位差偏差最小化来显著抑制偏振不规则性,具有优异的光学性能、光学功能性和优异的外观质量,使厚度偏差最小化,具有优异的生产率,并且具有适合高速加工的运行性能。
附图说明
[0165]
图1是示出根据本公开的一个实施方案的在用于计算md拉伸速度的md平面两级拉伸过程中的卷对卷工艺图的示意图;
[0166]
图2简要示出了根据本公开的一个实施方案的用于计算td拉伸速度的拉幅式拉伸设备中的拉伸区;
[0167]
图3简要示出了偏光镜彩虹不规则性的评价方法。
具体实施方式
[0168]
下文中,将通过具体实施例更详细地描述本发明的操作和效果。然而,这些实施例仅用于说明的目的,并且本发明的范围不限定与此。
[0169]
[实施例1]
[0170]
使用特性粘度为0.65dl/g且不包含无机粒子的聚对苯二甲酸乙二醇酯(pet)薄片用于核层,并且使用特性粘度为0.65dl/g且包含400ppm至1000ppm的平均粒径为2.6μm的二氧化硅粒子的聚对苯二甲酸乙二醇酯薄片用于表层。由此,制备顺序地层压有表层/核层/表层的三层膜。之后,将层压膜共挤出,并且在控制为30℃以下的冷却辊上进行浇铸,以制备未拉伸片材。此时,核层被制备为整个膜重量的80重量%,表层被制备为整个膜重量的20重量%。
[0171]
之后,将未拉伸片材在纵向和横向方向上拉伸,其中,拉伸速度和拉伸比通过根据等式1和等式2计算的方法来调节。
[0172]
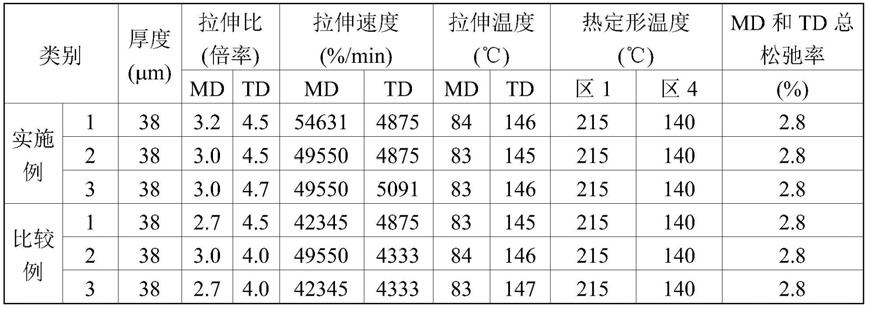
即,使用包括图1的结构的md平面二级拉伸工艺和图2的拉幅式工艺拉伸所述未拉伸片材。因此,将未拉伸片材在纵向方向(md)上以54,631%/min的速度和3.2的拉伸比拉伸,然后在横向方向(td)上以4875%/min的速度和4.5的拉伸比拉伸,然后基于热处理过程中由总共5个区组成的热处理区在215℃下热定形。如下面表1中所示,将下面表1中所示的从第四热处理区至第五热处理区的md松弛和td松弛结合并且松弛至总计2.8%,从而制备厚度为38μm的多层膜。成膜条件示于表1中。
[0173]
[实施例2至实施例3和比较例1至比较例4]
[0174]
除了如下面表1中所示改变md拉伸比和md拉伸速度、td拉伸比和td拉伸速度以及膜厚度之外,以与实施例1中相同的方式制备多层膜。
[0175]
[表1]
[0176][0177][0178]
[实验例]
[0179]
根据对于下面各个评价项目的测量方法来测量实施例1至实施例3和比较例1至比较例4的膜的物理性能,结果示于表2中。
[0180]
《测量和评价物理性能的方法》
[0181]
1)雾度的测量
[0182]
使用雾度计(nippon denshoku,ndh-5000,日本)根据astm d-1003的试验方法测量各个制备的膜。
[0183]
2)偏光镜彩虹不规则性的评价方法
[0184]
使用偏振翘曲评价装置(shinto scientific,heidon-24w,日本),将下偏振轴和上偏振轴调节为正交(90
°
),然后将切割为a4尺寸的样品放置在评价装置的底部,并从上侧用肉眼评价是否存在膜的彩虹不规则体(见图3)。
[0185]
《评价标准》
[0186]
将彩虹斑可见的情况判断为“是”,将彩虹斑不可见的情况判断为“否”。
[0187]
3)定向角的评价方法
[0188]
使用微波分子定向角分析仪(oji scientific instruments,moa-7015,日本)将各个膜样品安装在专用样品架上,然后插入到分子定向角分析仪中以测量定向角。由于定向角值基于md得到,因此,为了得到基于td的定向角,将通过从90
°
减去实际测量值得到的数值的绝对值示于表2中。
[0189]
4)面内相位差的测量
[0190]
使用平行尼科尔旋转型相位差分析仪(oji scientific instruments,kobra-wpr,日本)在590nm的测量波长处测量相位差值。
[0191]
5)厚度的评价方法和厚度偏差r值的计算方法
[0192]
用电动测微计测量装置(mahr,millimar-1240,德国)在横向方向上以5cm的间隔测量制造的膜,并且通过下面等式12计算测量的厚度以计算厚度偏差r值。
[0193]
[等式12]
[0194][0195]
(在等式12中,yi是厚度测量值的单个值,是所有厚度测量值的平均值,n是厚度
测量的次数)
[0196]
6)表面粗糙度的评价方法
[0197]
使用二维接触式表面粗糙度仪(se-3300,kosaka,日本),根据jis b-0601测量方法测量ra(中心线平均粗糙度)、rz(10点平均粗糙度)和rmax(最大高度粗糙度)。
[0198]
具体地,将基于jis-b0601制备的聚酯膜在横向方向上的宽度的中心处切割为a4尺寸,然后再次切割为30mm
×
30mm的尺寸,在表面粗糙度仪的样品架上粘附透明胶带。在0.05mm/s的测量速度和0.08mm的参照长度(cut-off)的条件下测量表面粗糙度。
[0199]
通过选择从膜横截面的曲线的沿中心线方向的1.5mm的参照长度并且测量总共5次来计算平均值,算术平均粗糙度(ra)是从中心线到横截面曲线的中心线平均粗糙度的平均高度。
[0200]
7)擦伤评价方法
[0201]
将片材的膜粘附在墙上并剥落之后,用肉眼评价作为通过用探照灯(polarion,ps-np1,韩国)将其以0
°
至180
°
的角度旋转来检查其是否可见的方法。
[0202]
《评价标准》
[0203]
如果其可见,则视觉评价为“是”,如果其不可见,则评价为“否”。
[0204]
8)卷绕形式的评价方法
[0205]
用长度测量装置(mitutoyo,ca-30psx,日本)设定零点之后,测量膜从卷绕辊的边缘表面脱离的长度。
[0206]
*评价标准:如果膜脱离的长度突出2mm以上,则判断为“是”,如果膜脱离的长度小于2mm,则判断为“否”。
[0207]
[表2]
[0208][0209][0210]
根据表2的结果,由于实施例1至实施例3在膜制造过程中具体地控制md和td的拉伸速度和倍率,因此,与比较例1至比较例4相比,表现出更低的定向角,使得面内相位差偏差可以显著减小,从而显著抑制偏振不规则性。因此,本公开的聚酯膜具有优异的光学性能和光学功能性,具有优异的外观性能,并且具有低的厚度偏差比,由此可以用于光学显示器领域中的偏光板,从而有助于性能改善。此外,本公开提供一种制造聚酯膜的方法,其生产效率比常规方法更高,并且具有适合高速加工的运转性能,并进一步实现经济效益。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1