W轴线纤维铺放头的制作方法
w轴线纤维铺放头
1.相关申请的交叉引用
2.本技术要求于2019年10月7日提交的美国临时专利申请序列号62/911,558的优先权的权益,该美国临时专利申请的全部内容通过引用并入本文。
技术领域
3.本技术涉及纤维铺放(placement,放置)机器,并且更具体地,涉及能够沿着w轴线运动并与纤维铺放机器一起使用的纤维铺放头。
背景技术:
4.纤维铺放机器用于制造复合工件(composite workpiece)。将用树脂浸渍的纤维材料形式的复合材料通过所述机器以精确的位置和长度施加到模具或心轴(mandrel),以总体形成复合工件。纤维铺放机器相对于模具移动纤维铺放头,以便以复合工件的最终形状精确地施加复合带(composite tape)。随着纤维铺放头移动,它在模具后面留下多个复合带区段(segment),也被称为铺层(course)或丝束(tow)。这些复合带区段在模具上的自动施加涉及用于保持、移动和最终切割复合带的各种机构的集合的合作。
5.纤维铺放机器可以包括使纤维铺放头相对于多个轴线移动以将头铺放在精确位置中以将复合带施加到模具的机构。并且当纤维铺放机器将复合带铺设在模具上时,该机构使整个头跨过模具沿着一路径移动。纤维铺放头可以包括具有相当大质量的多个物品,诸如供应用于复合带区段的材料的复合带卷轴。沿着复合带区段将被施加到模具的路径精确地移动纤维铺放头的机构可能消耗大量的能量。克服静止惯性或精确地停止具有相当大质量的纤维铺放头的运动可能会对移动头的机构施加应力。当铺设大量的短复合带区段时,该应力可能会增加。
技术实现要素:
6.在一个实施方式中,一种用于将多个复合带区段施加在模具上的纤维铺放头,包括:框架,所述框架供应用于施加到模具的复合带,所述框架被配置为能释放地连接到机械臂;带施加组件,所述带施加组件由框架能滑动地承载,并将复合带区段施加到模具,其中,带施加组件沿着w轴线从框架的一个端部朝向框架的另一个端部线性移动。
7.在另一实施方式中,一种用于将多个复合带区段施加在模具上的纤维铺放头,包括:框架,供应用于施加到模具的复合带;带施加组件,由框架沿着框架轨道能滑动地承载,并将复合带区段施加到模具,其中,所述纤维铺放头沿着线性路径移动,并且带施加组件沿着与线性路径不平行的w轴线移动,以将复合带区段施加到模具。
附图说明
8.图1是描绘纤维铺放机器的一实施方式的立体图;
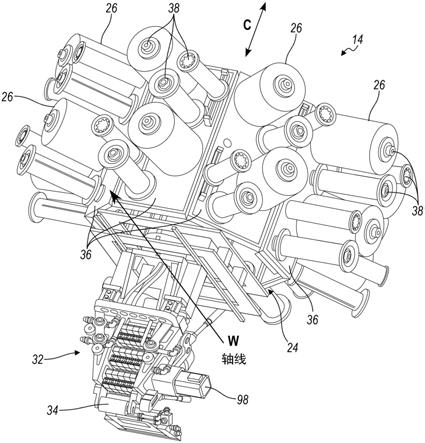
9.图2是描绘纤维铺放头的一实施方式的另一立体图;
10.图3是描绘纤维铺放头的一部分的一实施方式的立体图;
11.图4是描绘纤维铺放头的一部分的一实施方式的另一立体图;
12.图5是描绘纤维铺放头的一实施方式的另一立体图;
13.图6a是描绘移动纤维铺放头的机械臂的一实施方式的平面图;以及
14.图6b是描绘移动纤维铺放头的机械臂的另一实施方式的平面图。
具体实施方式
15.纤维铺放机器可以使用承载纤维铺放头的机械臂或台架(gantry),该纤维铺放头具有相对于纤维铺放头沿着w轴线移动的施加辊或滑动件。包括施加辊/滑动件的切割、夹持和重启(ccr)组件可以相对于纤维铺放头的框架移动,当复合带被施加到模具时,纤维铺放头的框架可以通过机械臂/台架保持静止。纤维铺放头可以包括框架,所述框架与机械臂能拆卸地联接并相对于模具移动到适当位置。然后,当复合带区段被铺设在模具上时,施加辊可以相对于框架线性移动。当ccr组件沿着w轴线相对于框架线性滑动时,ccr组件可以从由框架承载的一个或多个复合带卷轴拉动复合带。ccr组件连同施加辊可以通过弹簧在沿着w轴线的一个方向上偏置。在准备将复合带区段沉积在模具上时,ccr组件可以克服弹簧力移动到可用运动范围的一端部并保持在该位置中。当机械臂被铺放到相对于模具的接近位置中时,ccr组件可以被释放,并且弹簧可以迫使ccr组件沿着w轴线朝向可用运动范围的相对端部进行线性运动。纤维铺放头可以允许ccr组件到达可用运动范围的末端部,或者该头可以沿着w轴线停止ccr组件。可以仅在一个线性轴线上移动纤维铺放头的同时,将多个复合带区段施加到模具。相比之下,过去施加复合带区段涉及沿着多个轴线移动纤维铺放头。
16.图1中示出了纤维铺放机器10的一实施方式。纤维铺放机器10包括与纤维铺放头14可拆卸地联接的机械臂12。机械臂可以由底座16支撑,机械臂在所述底座上绕一轴线(x)线性移动。可以通过例如枢转、旋转或伸缩而移动的多个活动区段18可以从底座16向外延伸。机械臂12可以绕多个轴线相对于底座16移动。例如,第一区段18a可以在一个端部处能旋转地联接到底座16,使得机械臂12可以绕底座16旋转。第二区段18b可以与第一区段18a枢转地联接,并且第三区段18c可以与第二区段枢转地联接。第四区段18d可以联接到第三区段18c并且能伸缩地远离和朝向第三区段移动。可以使用流体柱塞(ram,冲柱)、电动马达或者这些或其他驱动元件的一些组合使区段18相对于彼此移动,以使机械臂12的远端相对于用于制造工件的模具20或心轴移动。
17.与具有可执行指令的计算机可读存储介质通信的微处理器(未示出)可以控制流体柱塞、电动马达或其他驱动元件的移动,从而控制机械臂12的活动区段18的运动和位置。微处理器可以是能够处理电子指令的任何类型的装置,其包括微控制器、主机处理器、控制器和专用集成电路(asics)。它可以是仅用于执行机械臂12的控制的专用处理器,或者可以与其他机器功能共享。微处理器执行各种类型的数字存储指令,诸如存储在存储器中的软件或固件程序。移动机械臂的机构(诸如流体柱塞或电动马达)与微处理器之间的通信可以通过通信总线来执行。
18.机械臂12可以使纤维铺放头14相对于四个轴线移动,从而定位头14以进行维修或将复合带施加到模具20。虽然这是可以与纤维铺放头一起使用的机械臂12的一个实施方
式,但是也可以使用施加复合带的机械臂或机械装置的其他实施方式。例如,纤维铺放头14可以与四轴线台架一起使用,该四轴线台架使头14在x、y和z轴线上移动,同时还允许头14绕c轴线旋转。复合带可以指碳纤维增强聚合物(cfrp),其包括处于未固化状态的硬化树脂。这可以被称为“预浸料”材料,并且可以包含碳纤维以及其他材料。可以对复合带施加热量以使材料硬化。
19.机械臂12的远离底座16的端部可以包括能释放地接合纤维铺放头14的卡盘22。卡盘22和纤维铺放头14的一部分可以具有对应的特征,使得卡盘22可以能释放地抓取纤维铺放头14。在一个实施方式中,纤维铺放头14包括与头14的表面正交延伸的圆柱形柄部。机械臂12可以定位卡盘22,使得其接合该柄部,并且纤维铺放头14弹性地联接到臂12。
20.如图2-图4所示,纤维铺放头14可以包括:框架24;多个卷轴26,所述多个卷轴承载复合带作为用于所述头14的该带的来源;以及带施加组件。在该实施方式中,带施加组件可以通过切割、夹持、重启(ccr)组件32来执行。ccr组件32可以包括压实辊34(或替代地,压实滑动件),所述压实辊可以从卷轴26接收复合带并将其施加到模具20以制造复合部件。框架24包括多个外表面36和相对于外表面36正交安装的芯柱(spindle,主轴)38。带施加到模具20时,可以使用气动地、机械地或流体地控制的调节元件(dancer element)来使芯柱38移动以产生带张力,该调节元件有助于维持复合带上的张力。复合带可以从卷轴26上解开,并进入压实辊34中,以最终施加到模具20。ccr组件32可以沿着w轴线相对于框架24滑动。这将在下面更详细地讨论。
21.纤维铺放头14可以包括ccr框架40,所述ccr框架用于支撑纤维铺放头14、ccr组件32和压实辊34的部件,所述压实辊最终将复合带的铺层压到模具20上。在到达压实辊34处之前,复合带的一部分可以穿过上进给部42,并且复合带的另一部分可以穿过下进给部44。上进给部42可以处理偶数编号的复合带,并且下进给部44可以处理奇数编号的复合带,这些复合带在压实辊34处相遇。例如,对于具有八个纤维路径或通道的纤维铺放头14,上进给部42可以处理由数字2、4、6和8标识的复合带,而下进给部44可以处理由数字1、3、5和7标识的复合带。上进给部42和下进给部44可以分开一角度(α)。上进给辊46和下进给辊48可以将来自卷轴26的复合带分别传送到上进给部42和下进给部44。上进给部42和下进给部44可以包括多个通道模块54。
22.上进给部42和下进给部44中的每个都可以包括用于接收多个安装底座52的歧管(manifold)64,所述多个安装底座可以能释放地接收多个通道模块54。机电阀62邻接通道模块54并且可以经由后空气块(air block,气垫,气阻)联接到安装底座。每个通道模块54可以邻接电磁阀62,使得阀62选择性地将压缩空气供应到模块54以用于致动。安装底座可以与歧管64联接,并且流体通路通过后空气块和机电阀62将来自源的压缩空气最终输送到达与安装底座52联接的通道模块54。压缩空气可以通过电磁阀62选择性地供应到通道模块54,从而与来自歧管64和后空气块的空气连通。在一个实施方式中,电磁阀62包括接收电压的螺线管,该电压由开关控制,使得微处理器打开和关闭以控制通道模块54的致动。
23.转到图5,示出了纤维铺放头14,其具有框架24和相对于框架24沿着w轴线线性滑动的ccr组件32。框架24可以包括在与卡盘22相对的框架表面72上的框架轨道70,其能释放地接合纤维铺放头14。框架表面72可以面向模具20,纤维铺放头14将复合带区段施加到模具20上。ccr组件32可以包括ccr轨道74,所述ccr轨道对应于框架轨道70并接合所述框架轨
道。框架轨道70和ccr轨道74可以具有l形横截面,使得ccr轨道74接合框架轨道70并从框架24支撑ccr组件32。除了支撑之外,轨道70、74允许ccr组件32相对于框架24沿着w轴线的移动。当纤维铺放头14相对于机械臂12围绕c轴线旋转时,w轴线可以相对于x轴线、y轴线或z轴线成角度地移位。ccr组件32和压实辊34可以相对于x轴线、y轴线或z轴线成角度地移位大约90度,因此当ccr组件32沿着w轴线移动时,复合带可以以不同的角度施加到模具20。
24.弹簧(未示出)可以将ccr组件32朝向框架24的第一端部76偏置。在将一区段复合带施加在模具20上之前,ccr组件32可以克服弹簧的弹簧力朝向框架24的第二端部78移动。作为将ccr组件32从第一端部76移动到第二端部78的一部分,可以从卷轴26拉出复合带,从而准备ccr组件32以施加复合带的一个或多个区段。ccr组件32可以在第二端部78处保持就位。机械臂12可以沿着模具20移动ccr组件32,使得压实辊34被定位在模具20的一个边缘处。ccr组件32可以被释放,并且弹簧可以沿着w轴线移动ccr组件32。当ccr组件32相对于框架24移动时,压实辊34可以将复合带施加到模具20。在ccr组件32到达第一端部76之后,机械臂12可以使ccr组件32相对于模具20沿着y轴线移动。ccr组件32可以被允许行进到第一端部76,或者可以在第一端部76与第二端部78之间沿着w轴线的某个点处停止。然后可以重复该工艺以在模具20上进行复合带的附加施加。
25.转到图6a-图6b,示出了纤维铺放头相对于其上施加复合带部段的模具或心轴的运动的不同平面图。关于图6a,示出了当机械臂12将复合带施加到模具20时,纤维铺放头14沿着z字形路径80移动,而不沿着w轴线移动ccr组件32。在不沿着w轴线移动ccr组件32的情况下,机械臂12相对于x轴线和y轴线两者移动纤维铺放头14。在该实施方式中,机械臂12沿着复合带被施加到模具20的整个路径移动纤维铺放头14。相比之下,图6b描绘了沿着线性路径82移动的纤维铺放头14。在该实施方式中,仅ccr组件32沿着复合带被施加到模具20的路径移动,而纤维铺放头14保持静止。机械臂12可以将纤维铺放头14定位在模具20的边缘84附近。ccr组件32可以被释放,并且弹簧可以使ccr组件32沿着w轴线并跨越模具20移动期望的行程量,以在模具20上施加期望量的复合带。ccr组件32可以到达第一端部76,或者ccr组件32可以在到达第一端部76之前停止。一旦ccr组件32停止,机械臂12就可以沿着线性路径82将纤维铺放头14移动到沿着边缘84的下一个位置86,并且可以将复合带的附加区段施加到模具20。根据将被施加到模具20的复合带区段的数量,可以重复该工艺。
26.应当理解,前述内容是对本发明的一个或多个实施例的描述。本发明不局限于本文公开的特定实施例,而是仅由下面的权利要求限定。此外,前述描述中包含的陈述涉及特定实施例,并且不应被解释为对本发明的范围或权利要求中使用的术语的定义的限制,除非上面明确定义了术语或词语。其他各种实施例以及对所公开的实施例的各种改变和修改对于本领域技术人员将变得显而易见。所有这些其他实施例、改变和修改应落在所附权利要求的范围内。
27.如本说明书和权利要求书中所使用的,当与一个或多个部件或其他物品的列表结合使用时,术语“例如”、“比如”、“举例”、“诸如”和“像”以及动词“包括”、“具有”、“包含”及它们的其他动词形式都被解释为开放式的,这意味着该列表不被认为排除其他附加部件或物品。其他术语应使用其最广泛的合理含义来解释,除非它们在需要不同解释的语境中使用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1