一种智能气囊及其制造方法与流程
1.本发明属于复合材料制品制造技术领域,具体涉及一种成型复合材料腔体结构的方法。
背景技术:
2.复合材料由于轻质高强等优良特性,其应用方式已不限于结构简单的板材、壳体,航空用异形管件、飞行器进气道等带有复杂腔体结构的制品也开始大量采用复合材料制造,这类制品往往同时对制品外表面与腔体内表面有较高的尺寸精度和表面质量要求。目前制备腔体结构的工艺包括气胀法、芯模法等。
3.气胀法采用普通橡胶气囊或尼龙气袋对腔体结构内壁施压,保证腔体形状和尺寸,但对于复杂形状腔体往往难以施压均匀,产品性能和表面质量无法保证。
4.芯模法分为金属芯模或橡胶膨胀芯模。金属芯模辅助铺贴完成后,放入外模具后需拆下芯模,用真空袋替代,以实现内部加压,这个过程不仅耗费大量的劳动力,而且在拆卸芯模及插入真空袋的过程中都有损坏铺贴预制件的风险;而橡胶膨胀芯模在异形管件成型中面临难以脱模的风险。
5.上述常用方法的操作难度、成型质量、工艺成本等难以满足高质量制品大规模生产需求。
技术实现要素:
6.本发明的目的是提供一种复合材料腔体结构新的成型方法,降低操作难度、提高成型质量、降低工艺成本,满足高质量制品大规模生产需求。
7.为实现以上目的,本发明提供一种智能气囊及其制造方法,其技术方案为:
8.一种用于辅助成型复合材料腔体结构的智能气囊,包括:尼龙气袋和性状随温度可变的气囊;所述性状随温度可变的气囊由结晶型低交联度网络聚合物片材制成,其在室温下保持刚性硬质塑料状态,而在达到预定高温时转变为橡胶弹性体状态;所述性状随温度可变的气囊的外形与所要成型的复合材料制品的内腔相同;所述尼龙气袋位于所述性状随温度可变的气囊的内腔,所述尼龙气袋通过尼龙气嘴密封,所述尼龙气嘴伸出所述性状随温度可变的气囊。
9.优选地,所述结晶型低交联度网络聚合物片材具体选择环氧类、聚氨酯类、聚酯类、聚乳酸类或者其结合的片材。
10.优选地,所述预定高温为120℃。
11.本发明还提供一种用于辅助成型复合材料腔体结构的智能气囊的制造方法,包括以下步骤:
12.1)根据上、下模具型腔尺寸与所要成型的复合材料制品壁厚,计算所述性状随温度可变的气囊的原材料片材的面积并进行裁剪;
13.2)在上、下模具型腔表面铺贴与复合材料制品壁厚相同的脱模布,并留置剪口以
保证铺贴面光滑无皱褶;
14.3)分别在上、下模具型腔内随形铺贴所述原材料片材,形成上、下原始气囊分瓣;
15.4)用超声波焊接仪缝制整个模具型腔大小的尼龙气袋,尼龙气袋一端塞入尼龙气嘴,将尼龙气嘴附近的尼龙气袋用压敏胶带缠紧,以确保二者不发生脱离;
16.5)将尼龙气袋放入下模具型腔内,合模后放入压机,初始压力应保证其合模状态;
17.6)升温至40
‑
50℃时,压力设定为10mpa,向尼龙气袋内通0.4
‑
0.6mpa压缩空气;继续升温达到所述原材料片材硫化所需的温度,硫化过程完成后,关闭加热;
18.7)降至室温后,卸除内外压力,脱模取出成品智能气囊。
19.优选地,步骤3)中,对下模具型腔的铺贴超出型腔边缘10mm。
20.优选地,步骤4)中是采用超声波焊接仪缝制尼龙气袋。
21.优选地,步骤6)中所述继续升温,是达到160℃,硫化20min后关闭加热。
22.本发明再提供一种辅助成型复合材料腔体结构的方法,包括以下步骤:
23.a、按照权利要求4所述的智能气囊的制造方法,制造与所要成型的复合材料制品外形相同的所述智能气囊;
24.b、基于所述上、下模具型腔,利用所述智能气囊辅助成型复合材料腔体结构;具体包括:
25.b1、在所述智能气囊处于刚性硬质塑料状态时,在智能气囊外表面铺贴预浸料预成型,得到复合材料制品的预成型体;
26.b2、将预成型体与智能气囊整体放入所述上、下模具型腔,合模后放入压机,使用模压气胀法工艺,升温加压;智能气囊受热软化,均匀施压于腔体结构内表面;
27.b3、所述预成型体固化完成,抽负压使智能气囊缩小,与上、下模具型腔内表面分离;
28.b4、冷却脱模,取出成型的复合材料制品与缩小的智能气囊。
29.优选地,在步骤b完成后,在上、下模具型腔表面铺贴制造所述智能气囊时所用的脱模布,再将所述智能气囊置于模具中加热,通过气嘴向内部加压,恢复所述成品智能气囊的形状。
30.相比现有技术,本发明具有以下优点:
31.1、智能气囊同时具有芯模辅助铺贴和气囊传递压力两种功能,并且依靠温度变化可实现两种形式自动切换;
32.2、制品成型后可抽负压使气囊收缩,冷却至室温定型,便于脱模;
33.3、所采用的原材料为片材,便于操作,制备方式简单;
34.4、智能气囊可重复使用,具有成本优势。
附图说明
35.为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
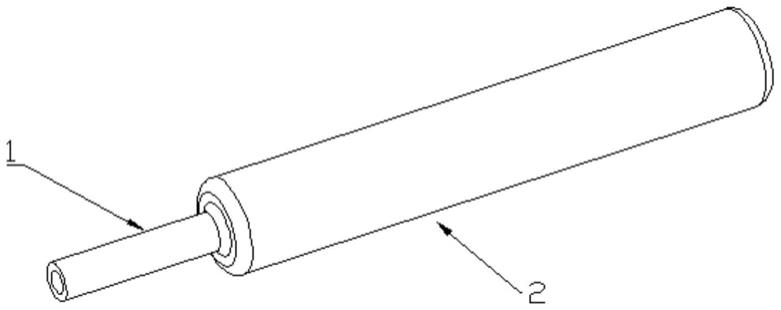
36.图1、图2是本发明提供的一种辅助成型复合材料管件的智能气囊的结构示意图。
37.图3是本发明提供的一种用于制造图1中智能气囊的气胀法模具下模具结构图(上下模相同)。
38.图4是本发明提供的一种利用智能气囊辅助成型复合材料腔体结构的工作流程图。
39.其中附图标记的含义为:1
‑
尼龙气嘴;2
‑
刚性气囊;3
‑
尼龙气袋;4
‑
复合材料管件模具;5
‑
脱模布。
具体实施方式
40.为使本申请实施例的目的、技术方案和优点更加清楚,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本申请保护的范围。
41.以下结合附图和实施例,进一步详述本发明。
42.本实施例提供的一种用于辅助成型复合材料腔体结构的智能气囊,参见图1和图2,其特点是:室温下保持刚性硬质塑料状态,可当作芯模使用,在气囊外表面铺贴预浸料;而当成型过程中温度达到复合材料成型温度时(120℃),智能气囊转变为橡胶弹性体状态,可充气向腔体结构内壁传递压力,保证腔体内壁良好的表面质量。制品成型后,可抽负压使气囊收缩,冷却至室温定型,便于智能气囊脱模。而且,智能气囊的性状可在常温和成型温度下反复转变,实现循环重复使用。
43.智能气囊的原材料为一种结晶性低交联度网络聚合物片材,加热后可随意捏合,制造气囊所需模具为成型制品所用普通气胀法模具,制造无需特殊设备,使用复合材料成型设备即可完成制造,成本低廉。
44.需要说明的是,智能气囊的原材料还可选择一种热致型形状记忆聚合物片材,其和结晶性低交联度网络聚合物片材一样,具体选择环氧类、聚氨酯类、聚酯类、聚乳酸类中的一种或者其任意组合的一种片材原材料。
45.示例性地,可使用丙二醇
‑
乙二醇
‑
丙二醇三嵌段共聚物(tbcp)改性双酚a/ddm环氧树脂可制得具有形状记忆功能的热固性环氧树脂smp。原材料可参照《机械工程材料》2019年9月第43卷第9期中关于《热致型形状记忆聚合物的研究现状与应用发展》一文中原材料的制备。
46.该智能气囊的制造方法,具体实施步骤如下:
47.1)根据模腔尺寸与复合材料管件(目标制品)壁厚计算所需原材料片材的面积并进行裁剪;
48.2)在模具内腔表面铺贴与复合材料管件壁厚相同的脱模布,适当做一些剪口设计,保证铺贴面光滑无皱褶;
49.3)分别在上下模具型腔内随形铺贴原材料片材,下模具型腔铺贴超出型腔边缘10mm左右,得到上下两个原始气囊分瓣;
50.4)用超声波焊接仪缝制模具内腔大小的尼龙气袋,一端塞入尼龙气嘴,将气嘴周围的气袋用压敏胶带缠紧,确保二者不发生脱离;
51.5)将尼龙气袋放入下模腔中,合模后放入压机,初始压力保证其合模状态即可;
52.6)升温至40
‑
50℃时,压力设定为10mpa,向尼龙气袋内通0.4
‑
0.6mpa压缩空气;继续升温至160℃,硫化20min后关闭加热;
53.7)降至室温后,卸除内外压力,脱模取出成品智能气囊。
54.基于上、下模具型腔,利用上述成品智能气囊辅助成型复合材料腔体结构的方法,如图3所示,包括:
55.b1、在智能气囊处于刚性硬质塑料状态时,在智能气囊外表面铺贴预浸料预成型,得到复合材料制品的预成型体;
56.b2、将预成型体与智能气囊整体放入所述上、下模具型腔,合模后放入压机,使用模压气胀法工艺,升温加压;智能气囊受热软化,均匀施压于腔体结构内表面;
57.b3、所述预成型体固化完成,抽负压使智能气囊缩小,与上、下模具型腔内表面分离;
58.b4、冷却脱模,取出成型的复合材料制品与缩小的智能气囊。
59.b5、再次在上、下模具型腔表面铺贴制造智能气囊时所用的脱模布,然后将所述智能气囊置于模具中加热,通过气嘴向内部加压,恢复所述成品智能气囊的形状。。
60.最后应说明的是:以上各实施例仅用以说明本申请的技术方案,而非对其限制;尽管参照前述各实施例对本申请进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本申请各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1