一种使用范围广的可调型环保刷子成型系统的制作方法
1.本发明涉及环保型用品生产技术领域,具体为一种使用范围广的可调型环保刷子成型系统。
背景技术:
2.环保刷子是以纯天然材料制成的,比如竹子、pla聚乳酸(玉米塑料)为原料注塑胶成型的牙刷,竹牙刷不论是刷头还是刷柄都是由竹子做成的,刷毛采用的竹纤维混合物,刷柄采用天然毛竹,pla牙刷的牙刷柄为pla聚乳酸(玉米塑料),刷毛特含钻石级竹炭c活性离子,无论是竹牙刷还是pla牙刷都是一种全生物降解、低碳环保的牙刷,符合当前对环保低碳的要求,由于竹子这种特殊材质,于是竹牙刷在清除口腔异味,抑制细菌滋长上功效尤佳,此外,竹牙刷还具有强度高、抗冲击力强、可回收、防水、防虫等优点,环保刷子在生产过程中,一般经过配料、注塑成型和机加工处理得到环保刷子成品,其中注塑成型是环保刷子生产的重要工序。
3.参考中国专利公开号为cn104209434b的刷子把手成型机及刷子把手成型方法,通过借助本发明的输送机构、校直机构、第一冲压机构、第二冲压机构、倒角机构及折弯机构的相互配合,先由校直机构对输送机构所输送的弯曲的金属线材进行校直,再由第一冲压机构对校直的金属线材之起始端冲压出第一定位结构,接着由第二冲压机构对具有第一定位结构的金属线材冲压出第二定位结构,然后由倒角机构对具有第一定位结构和第二定位结构的金属线材之起始端的端部进行倒角处理,最后由折弯机构将具有倒角、第一定位结构和第二定位结构的金属线材裁切出金属线材段且使该金属线材段折弯出刷子把手,因此提高了刷子把手的生产效率,降低操作人员的负担,从而适应于自动化作业的要求。
4.参考中国专利公开号为cn204584018u的一种制作刷子夹持部件的自动成型装置,通过合口机床、模芯,模芯分包括模芯体、整形活动块,在模芯的中间设有弹簧,与传统人工操作方式相比,生产效率得以提高,操作人员的人身安全性提高,夹持部件的良品率得以提高,同时,维护方便,降低成本。
5.综合分析以上参考专利,可得出以下缺陷:
6.1)现有的刷子成形设备通过冲压折弯或者采用单一的注塑成型成刷子,这样的刷子成形设备只能生产出单一的金属或硬性塑料材质的刷子,而对于一些环保材料的刷子不适用,例如参考专利cn104209434b的刷子把手成型机及刷子把手成型方法和cn204584018u的一种制作刷子夹持部件的自动成型装置均是采用单一的定型模具进行冲压或注塑,而要生产不同尺寸或形状的刷子时,需要更换不同型号的模具进行成型,然而,这样的生产方法需要生产企业购买或生产大量不同型号的模具,生产成本高,并且在更换模具时较为繁琐,使用不方便,不能实现通过将注塑模具进行可调型设计,使成行设备在不更换模具的情况下生产出不同型号的刷子,无法达到既快速又方便的进行刷子成形生产的目的。
7.2)现有的刷子成形设备在进行模具安装过程中较为繁琐,通过安装多个螺栓,来实现模具的安装,不能实现通过采用快速安装的方法进行模具的快速安装生产,从而给刷
子成形工作带来极大的不便,不能实现通过快速安装更换模具,来提高生产效率。
技术实现要素:
8.(一)解决的技术问题
9.针对现有技术的不足,本发明提供了一种使用范围广的可调型环保刷子成型系统,解决了现有的生产方法需要花费生产企业购买或生产大量不同型号的模具,生产成本高,并且在更换模具时较为繁琐,使用不方便,不能实现通过将注塑模具进行可调型设计,使成行设备在不更换模具的情况下生产出不同型号的刷子,无法达到既快速又方便的进行刷子成形生产目的的问题。
10.(二)技术方案
11.为实现以上目的,本发明通过以下技术方案予以实现:一种使用范围广的可调型环保刷子成型系统,包括机箱以及通过支柱固定安装于机箱上的注塑机组,所述机箱的内部设置有旋转机构,且注塑机组底部的两侧分别固定安装有液压缸,所述旋转机构顶部的两侧和两个液压缸的底部之间分别通过卡合组件固定安装有成型机构。
12.所述成型机构包括通过法兰盘固定安装于液压缸伸出端上的上模以及通过卡合组件固定安装于旋转机构上的下模,所述上模和下模的内部均开设有型腔,且上模和下模的前后两侧均固定安装有螺纹套筒,所述螺纹套筒的内部螺纹连接有螺纹杆,所述螺纹杆的一端贯穿型腔并延伸至型腔的内部,且螺纹杆延伸至型腔内部的一端通过轴承转动连接有安装板,所述安装板通过弹簧组件固定连接有隔片组件,且上模和下模的前后两侧均固定安装有与螺纹杆相适配的限位组件,所述螺纹杆位于型腔外侧的一端固定安装有旋钮,且限位组件的上刻有与旋钮相适配的刻度,所述上模和下模上均连通有排气嘴。
13.所述隔片组件包括放置于型腔内的刷头隔片、刷杆隔片和刷柄隔片,所述刷头隔片和刷杆隔片之间以及刷杆隔片和刷柄隔片之间均固定连接有弹性隔片。
14.优选的,所述弹簧组件包括固定安装于弹性隔片上的v形弹簧以及固定安装于v形弹簧一侧的两个挂环,所述挂环上挂设有挂钩,且挂钩的一侧与安装板的一侧固定连接。
15.优选的,所述限位组件包括固定安装于上模和下模表面上的环体,所述环体的内部分别开始第一凹槽和第二凹槽,且第一凹槽和第二凹槽之间连通有斜槽,所述第一凹槽的内部固定安装有导向杆,且导向杆一端的外表面套设有套筒,所述套筒的一端固定安装有与螺纹杆表面螺纹相适配的卡头,且套筒的另一端通过挤压弹簧与第一凹槽的内壁固定连接,所述第二凹槽的内壁固定安装有挡板,且挡板贯穿设置有顶杆。
16.优选的,所述顶杆的一端贯穿环体并延伸至环体的外部,且顶杆位于第二凹槽内部的外表面套设有复位弹簧,所述顶杆的一端通过转动件转动连接有斜杆,所述斜杆的一端依次贯穿斜槽和第一凹槽并延伸至第一凹槽的内部,且斜杆延伸至第一凹槽内部的一端通过转动件与套筒的外表面转动连接。
17.优选的,所述刻度刻于环体的截面上。
18.优选的,所述卡合组件包括固定安装于旋转机构顶部的u形框以及固定安装于下模底部的连接板,所述u形框内壁的底部通过分隔筋板分隔有若干个滑槽,且连接板的底部固定连接有与滑槽相适配的导向板。
19.优选的,所述u形框内壁的两侧均开设有卡槽,且卡槽的内部贯穿有t形卡头,所述
连接板的两侧均固定连接有卡板,且卡板的一侧开设有与t形卡头相适配的插孔。
20.优选的,所述旋转机构包括固定安装于机箱内壁底部上的驱动电机以及通过轴承转动连接于机箱内壁底部上的立柱,所述立柱的顶端固定连接有转盘,且转盘的顶部与卡合组件的底部固定连接,所述立柱的外表面固定连接有第一锥齿轮,且驱动电机输出轴的外表面固定连接有与第一锥齿轮相啮合的第二锥齿轮。
21.优选的,所述上模底部的四角均固定安装有定位块,且下模顶部的四角均开设有与定位块相适配的定位槽,所述定位块的外表面和定位槽的内壁均粘附有密封垫圈。
22.优选的,所述机箱的内部分别固定安装有液压机组、中央处理器和时间继电器,且液压机组的输油口通过管道与两个液压缸连通,控制两个所述液压缸伸出或收回,且注塑机组的正面固定安装有控制面板。
23.(三)有益效果
24.本发明提供了一种使用范围广的可调型环保刷子成型系统。与现有技术相比具备以下有益效果:
25.(1)、该使用范围广的可调型环保刷子成型系统,其成型机构包括通过法兰盘固定安装于液压缸伸出端上的上模以及通过卡合组件固定安装于旋转机构上的下模,上模和下模的内部均开设有型腔,且上模和下模的前后两侧均固定安装有螺纹套筒,螺纹套筒的内部螺纹连接有螺纹杆,螺纹杆的一端贯穿型腔并延伸至型腔的内部,且螺纹杆延伸至型腔内部的一端通过轴承转动连接有安装板,安装板通过弹簧组件固定连接有隔片组件,且上模和下模的前后两侧均固定安装有与螺纹杆相适配的限位组件,螺纹杆位于型腔外侧的一端固定安装有旋钮,且限位组件的上刻有与旋钮相适配的刻度,上模和下模上均连通有排气嘴,可实现通过将注塑模具进行可调型设计,使成行设备在不更换模具的情况下生产出不同型号的刷子,很好的达到了既快速又方便的进行刷子成形生产的目的,不仅能生产出金属或硬性塑料材质的刷子,而且对于一些环保材料的刷子也能适用,无需更换不同型号的模具进行成型,只需通过在一个模具内调节成形尺寸即可实现对不同尺寸形状的刷子进行成形生产,无需生产企业购买或生产大量不同型号的模具,生产成本低,并且在生产过程中无需更换模具,使用方便,从而对刷子生产企业十分有益。
26.(2)、该使用范围广的可调型环保刷子成型系统,其卡合组件包括固定安装于旋转机构顶部的u形框以及固定安装于下模底部的连接板,u形框内壁的底部通过分隔筋板分隔有若干个滑槽,且连接板的底部固定连接有与滑槽相适配的导向板,u形框内壁的两侧均开设有卡槽,且卡槽的内部贯穿有t形卡头,连接板的两侧均固定连接有卡板,且卡板的一侧开设有与t形卡头相适配的插孔,可实现通过采用快速安装的方法进行模具的快速安装生产,从而大大方便了刷子成形工作,可实现通过快速安装更换模具,来提高生产效率,行模具安装简单,无需通过安装多个螺栓,来实现模具的安装,很好的达到快速安装更换的目的。
27.(3)、该使用范围广的可调型环保刷子成型系统,其限位组件包括固定安装于上模和下模表面上的环体,环体的内部分别开始第一凹槽和第二凹槽,且第一凹槽和第二凹槽之间连通有斜槽,第一凹槽的内部固定安装有导向杆,且导向杆一端的外表面套设有套筒,套筒的一端固定安装有与螺纹杆表面螺纹相适配的卡头,且套筒的另一端通过挤压弹簧与第一凹槽的内壁固定连接,第二凹槽的内壁固定安装有挡板,且挡板贯穿设置有顶杆,可实
现对调节完成后的弹性隔片进行限位,使隔片型腔能够达到所需尺寸和形状,从而使整个设备能够更好的进行注塑成形生产。
附图说明
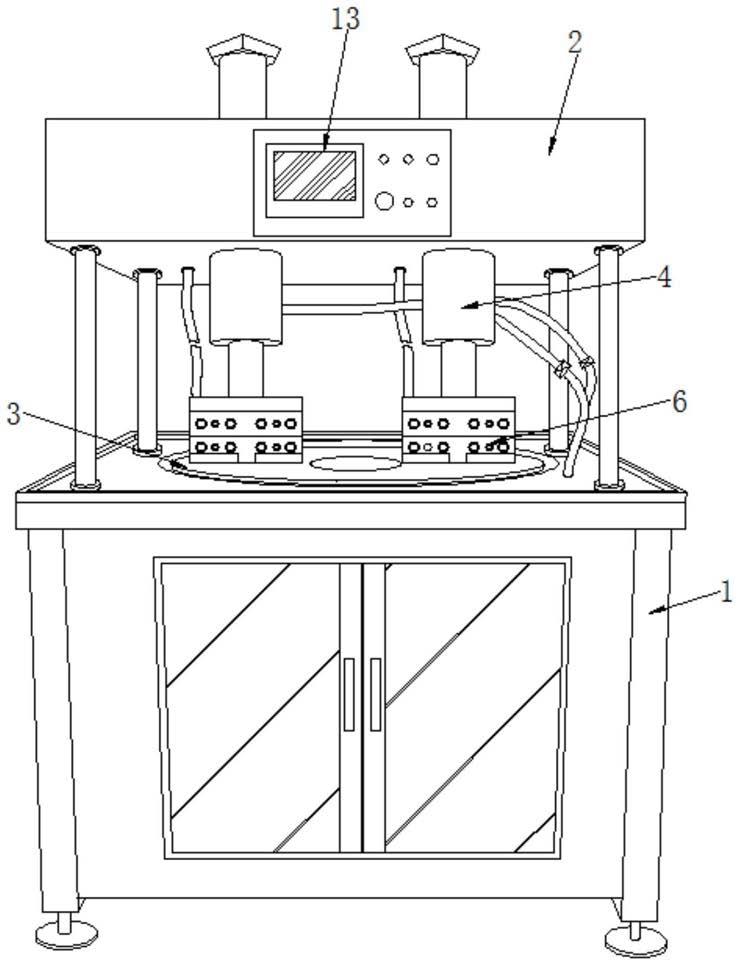
28.图1为本发明的结构示意图;
29.图2为本发明成型机构的结构示意图;
30.图3为本发明成型机构的拆分图;
31.图4为本发明下模内部的俯视图;
32.图5为本发明弹簧组件、螺纹杆和限位组件的结构示意图;
33.图6为本发明定位块的结构示意图;
34.图7为本发明限位组件和旋钮的结构示意图;
35.图8为本发明限位组件内部的截面图;
36.图9为本发明图8中a处的局部放大图;
37.图10为本发明机箱结构的剖视图;
38.图11为本发明卡合组件的结构示意图;
39.图12为本发明卡合组件内部的截面图;
40.图13为本发明图12中b处的局部放大图。
41.图中,1机箱、2注塑机组、3旋转机构、31驱动电机、32立柱、33转盘、34第一锥齿轮、35第二锥齿轮、4液压缸、5卡合组件、51 u形框、52连接板、53滑槽、54导向板、55卡槽、56 t形卡头、57卡板、58插孔、6成型机构、61上模、62下模、63型腔、64螺纹套筒、65螺纹杆、66安装板、67弹簧组件、671 v形弹簧、672挂环、673挂钩、68隔片组件、681刷头隔片、682刷杆隔片、683刷柄隔片、684弹性隔片、69限位组件、691环体、692第一凹槽、693第二凹槽、694斜槽、695导向杆、696套筒、697卡头、698挡板、699顶杆、6910复位弹簧、6911斜杆、610旋钮、611刻度、612排气嘴、7定位块、8定位槽、9密封垫圈、10液压机组、11中央处理器、12时间继电器、13控制面板。
具体实施方式
42.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.请参阅图1
‑
13,本发明实施例提供一种技术方案:一种使用范围广的可调型环保刷子成型系统,包括机箱1以及通过支柱固定安装于机箱1上的注塑机组2,注塑机组2是采用型号为80t 140的自动化注塑成型机,机箱1的内部设置有旋转机构3,且注塑机组2底部的两侧分别固定安装有液压缸4,两个液压缸4的型号均为hobrd63,旋转机构3顶部的两侧和两个液压缸4的底部之间分别通过卡合组件5固定安装有成型机构6,机箱1的内部分别固定安装有液压机组10、中央处理器11和时间继电器12,液压机组10是有液压油箱和液压泵组成,再与液压缸4连通,可实现为两个液压缸4提供动力,控制两个液压缸4进行伸出或收回,中央处理器11的型号为arm9,时间继电器12的型号为ds
‑
31,且液压机组10的输油口通
过管道与两个液压缸4连通,控制两个液压缸4伸出或收回,且注塑机组2的正面固定安装有控制面板13。
44.由图10所示,本发明实施例中,旋转机构3包括固定安装于机箱1内壁底部上的驱动电机31以及通过轴承转动连接于机箱1内壁底部上的立柱32,驱动电机31是采用型号为mr
‑
e10a
‑
kh003的伺服电机,立柱32的顶端固定连接有转盘33,且转盘33的顶部与卡合组件5的底部固定连接,立柱32的外表面固定连接有第一锥齿轮34,且驱动电机31输出轴的外表面固定连接有与第一锥齿轮34相啮合的第二锥齿轮35。
45.由图3和图4所示,本发明实施例中,成型机构6包括通过法兰盘固定安装于液压缸4伸出端上的上模61以及通过卡合组件5固定安装于旋转机构3上的下模62,上模61和下模62之间设置有压力传感矩阵,实现对上模61和下模62合模过程中的挤压力进行检测和控制,上模61底部的四角均固定安装有定位块7,且下模62顶部的四角均开设有与定位块7相适配的定位槽8,定位块7的外表面和定位槽8的内壁均粘附有密封垫圈9,密封垫圈9具有很好的密封效果,上模61和下模62的内部均开设有型腔63,且上模61和下模62的前后两侧均固定安装有螺纹套筒64,螺纹套筒64的内部螺纹连接有螺纹杆65,螺纹杆65的一端贯穿型腔63并延伸至型腔63的内部,且螺纹杆65延伸至型腔63内部的一端通过轴承转动连接有安装板66,安装板66通过弹簧组件67固定连接有隔片组件68,且上模61和下模62的前后两侧均固定安装有与螺纹杆65相适配的限位组件69,螺纹杆65位于型腔63外侧的一端固定安装有旋钮610,且限位组件69的上刻有与旋钮610相适配的刻度611,上模61和下模62上均连通有排气嘴612,排气嘴612用于在向腔室内注料过程中,排出腔室原有的空气。
46.由图5所示,本发明实施例中,弹簧组件67包括固定安装于弹性隔片684上的v形弹簧671以及固定安装于v形弹簧671一侧的两个挂环672,挂环672上挂设有挂钩673,且挂钩673的一侧与安装板66的一侧固定连接。
47.由图4所示,本发明实施例中,隔片组件68包括放置于型腔63内的刷头隔片681、刷杆隔片682和刷柄隔片683,刷头隔片681和刷杆隔片682之间以及刷杆隔片682和刷柄隔片683之间均固定连接有弹性隔片684,弹性隔片684是采用弹性效果好的铜片。
48.由图8和图9所示,本发明实施例中,限位组件69包括固定安装于上模61和下模62表面上的环体691,刻度611刻于环体691的截面上,环体691的内部分别开始第一凹槽692和第二凹槽693,且第一凹槽692和第二凹槽693之间连通有斜槽694,第一凹槽692的内部固定安装有导向杆695,且导向杆695一端的外表面套设有套筒696,套筒696的一端固定安装有与螺纹杆65表面螺纹相适配的卡头697,且套筒696的另一端通过挤压弹簧与第一凹槽692的内壁固定连接,第二凹槽692的内壁固定安装有挡板698,且挡板698贯穿设置有顶杆699,顶杆699的一端贯穿环体691并延伸至环体691的外部,且顶杆699位于第二凹槽693内部的外表面套设有复位弹簧6910,顶杆699的一端通过转动件转动连接有斜杆6911,斜杆6911的一端依次贯穿斜槽694和第一凹槽692并延伸至第一凹槽692的内部,且斜杆6911延伸至第一凹槽692内部的一端通过转动件与套筒696的外表面转动连接。
49.由图11
‑
13所示,本发明实施例中,卡合组件5包括固定安装于旋转机构3顶部的u形框51以及固定安装于下模61底部的连接板52,u形框51内壁的底部通过分隔筋板分隔有若干个滑槽53,且连接板52的底部固定连接有与滑槽53相适配的导向板54,u形框51内壁的两侧均开设有卡槽55,且卡槽55的内部贯穿有t形卡头56,连接板52的两侧均固定连接有卡
板57,且卡板57的一侧开设有与t形卡头56相适配的插孔58。
50.使用前,首先通过控制面板13将控制程序分别录入中央处理器11和时间继电器12中,控制程序包括向成型机构6内注塑时间、驱动电机31单次旋转时间和液压机组10工作时间,并将待使用的环保材料喂入注塑机组2内,启动注塑机组2加热熔融,待用。
51.成型尺寸调节:将下模62底部的导向杆695沿着滑槽53滑入,当卡板57挤压到t形卡头56时,将t形卡头56往外挤压,当t形卡头56对准插孔58时,即可插入插孔58内,实现将连接板52与u形框51进行卡接固定,从而实现将下模62固定安装于转盘33上,同时通过法兰盘将上模61固定安装于液压缸4的伸出端上,然后单手握住环体691挤压顶杆699,顶杆699依次通过斜杆6911、套筒696和导向杆695带动卡头697向外运动,使卡头697与螺纹杆695表面的螺纹脱离,从而解除对螺纹杆695的限位,之后工作人员通过转动旋钮610,并读取刻度611数值,将螺纹杆695旋转至相应角度,螺纹杆695再分别通过安装板66、挂钩673和挂环672带动v形弹簧671外拉或内挤,使弹性隔片684向外或向内运动,从而实现将刷头隔片681、刷杆隔片682、刷柄隔片683和弹性隔片684调节至所需维持,即可完成通过刷头隔片681、刷杆隔片682、刷柄隔片683和弹性隔片684将型腔分割成所需尺寸形状的刷子腔室,当调节完成后,松开顶杆699,在复位弹簧6910的作用下即可实现将卡头697复位,从而实现再次对螺纹杆695限位。
52.注液成形:当成形腔室的尺寸形状调节完成后,操作控制面板13,使中央处理器11控制液压机组10以及液压机组10与液压缸4连通管道内的电磁阀打开,使液压缸4收回,带动上模61向下运动,使定位块7插入定位槽8中,并且通过密封垫圈9进行密封处理,当上模61和下模62之间的挤压力达到设定的压力值后,中央处理器11控制液压机组10保压,从而实现将上模61和下模62之间进行紧紧的挤压合拢,然后中央处理器11控制注塑机组2通过管道向调节好的腔室内注入熔融的环保材料,当达到设定的注料时间后,中央处理器11控制注塑机组2停止工作,之后冷却所需时间,即可实现注料成形;
53.卸料:当成形后,中央处理器11控制液压机组10以及液压机组10与液压缸4连通管道内的电磁阀打开,使液压缸4伸出,带动上模61向上运动,使上模61和下模62之间分离开模,即可直接将两个成型机构6中的成形刷子取下,也可独立取下,当需要后将整个成形系统与外界的生产线结合实现自动化生产时,通过操作控制面板13,使中央处理器11控制驱动电机31开始工作,驱动电机31分别通过第一锥齿轮34、第二锥齿轮35和立柱32带动转盘33进行以九十度为单位旋转,从而实现两个成型机构6进行分离式单独工作。
54.同时本说明书中未作详细描述的内容均属于本领域技术人员公知的现有技术。
55.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
56.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1