柔性发光灯带的制备方法与流程
1.本发明涉及一种柔性发光灯带,特别是涉及一种柔性发光灯带的制备方法。
背景技术:
2.节日灯用于对场所进行装扮,以烘托气氛。节日灯有多种形式,作为其中的一种,柔性发光灯带也是居家装饰或场馆装扮必不可少的灯具之一。现有的柔性发光灯带的结构主要包括长条状的电路层,电路层的厚度与纸的厚度相接近。在电路层上按一定连接方式而设置有若干发光二极管(led),发光二极管通过导线与外界电源电连接。在电路层的外周设有透明的护套,发光二极管在通电后被点亮,而发出相应的单色光。根据对发出不同单色光的二极管的排列设置,从而形成条形的光带。
3.中专利文献(cn 210432027u)公开了一种全透明无导线led灯带线路板组件及柔性led灯带,所述全透明无导线led灯带线路板组件包括阻焊层、线路板层、第一绝缘层、电极线路层和底层,阻焊层、线路板层、第一绝缘层、电极线路层和底层由上至下依次叠装在一起,线路板层包括若干独立隔离的铜箔块,电极线路层上布置正极带状铜箔体和负极带状铜箔体,其中阻焊层采用白色pet膜或白色油墨或者白色pi覆盖膜,其特征在于:所述的底层是釆用透明膜。透明膜不会产生水印,增加耐温等级,并能清晰了解内部材质与线路结构原理,便于技术人员直观了解线路。
4.现有的对普通的柔性发光灯带进行制备时,是先准备电路层,电路层上布置有若干发光二极管,导线通过电路层与发光二极管电连接。在电路层的外周设置有透明的护套,而完成灯带的制备。利用这种方法所得到的灯带,结构相对较为简单,所发出的光基本上是由发光二极管通电后所发出光的相对较为直观的反应,所发光的效果相对较为简单,表现手法较为单一,并不能很好地满足对场所氛围烘托的效果。
技术实现要素:
5.本发明针对上述现有技术存在的问题,提供一种柔性发光灯带的制备方法,该方法所制得的发光灯带结构牢固,点亮发光后对场所的烘托效果好。为解决所述技术问题,本发明的技术方案:一种柔性发光灯带的制备方法,所述的灯带为条形,包括外套、护套和电路层,其特征在于,包括:护套的制备,利用双注塑机往同一成型模具型腔中注塑,其中一注塑机往成型模具的型腔内注入液态的透光塑料,另一注塑机往成型模具的型腔内注入液态的遮光塑料;成型模具上具有与型腔内部相通的出料口,而供中空的护套成品持续出料;所制得的护套是由遮光部和透光部粘接在一起而构成,遮光部用于对光进行遮挡,透光部用于透光;塞入电路层,自护套遮光部上的切口处把电路层塞入到护套内,所述的电路层上设有若干发光二极管;所述的切口是在护套成型过程中形成的,或者是在护套成型后而加工的;接导线,把导线与电路层实现电连接;
外套的制备,准备带有图形的色带,色带的厚度小于0.5mm,色带上带有图形的部位处的透光率高于色带上其余部位的透光率;把所述色带设置在所述护套的透光部位置处而形成组合体,再在组合体的外周注塑成型透明的外套,色带贴合在护套的内周面上。
6.在灯带通电点亮时,色带上的图形处由于透光率的差别,而会很明显地显示出来。所述的色带一般是预制的薄带通过注塑而成型在外套上,所述的图形可以是烫印或丝网印刷而成。所述的图形既可以是通常意义上的绘画图案,也可以是文字的表现形式。所述的电路层一般是商购,所述的色带可以是自制,也可以是外协加工。
7.进一步地,在护套的制备过程中,把导线一体注塑成型在遮光部的壁体内,导线沿护套的长度方向延伸。导线是在护套制备过程中一体注塑成型在护套的壁体内,导线设置位置的限定,使得灯带的结构紧凑性好,便于灯带的整体制备成型。
8.进一步地,利用插针自导线位置处插入到护套内,而实现插针与导线电连接,插针外接电源插头。所对应的导线为多股铜丝或铝丝加捻成型的,通过插针实现与导线的电连接,结构简单,电连接的稳定性好。
9.进一步地,所制得护套的横截面呈“回”字形,所述的遮光部的横截面为“凵”形,所述的透光部为“一”字形。通过所述遮光部的设置,可以很好地对光进行阻挡,光仅是从透光部处向外界透出,利用光的作用,能够突显灯带所欲展示的图形内容。
10.进一步地,在进行护套的制备时,对应于遮光部的注塑机与两个浇口相通,该两个浇口自成型模具的两个角部处与型腔内部相通。通过两个浇口在成型模具处进行遮光部的制备,很好地适应了遮光部的形状,使得遮光部的致密性好。
11.进一步地,所述的切口是在护套的制备过程中形成的,在成型模具的出料口内设置有挡块,挡块与出料口之间通过柱形体相连接,柱形体供切口的形成,挡块实现护套的中空。所述的成型模具结构简单,能够很好地适应护套的结构要求,对护套的制备效率高。
12.进一步地,所述的柱形体被倾斜设置,从而所形成的切口相对于遮光部的壁厚方向而倾斜设置,遮光部上切口的两侧面彼此贴靠。由于切口本身为倾斜设置,从而便于把薄的电路层顺着切口的倾斜方向而推入到护套内,能够有效提高作业效率。而且,斜的切口的存在,也使得遮光部上切口的两侧彼此贴靠紧密。
13.与现有技术相比,本发明的技术效果是:利用本制备方法对灯带进行制备,所得到到的灯带中,在护套的外周另外再套设有外套,而使得本灯带在使用过程中的牢固性好。另外,在外套的内周面上设置有色带,色带上印制有透光率高的图形,图形可以是图案,也可以是文字,在灯带被通电点亮后,能够突显出图形的内容,通过不同文字和图案的设计,而使得本灯带对氛围的烘托手法相对较丰富,除了能够为场所提供色彩炫丽的光照外,还能够有文字和图案内容的投射。通过图形信息的反映,能够很好地切合场所所欲表达的主题,能够有效丰富灯带对环境的表达方式,提高灯带的装饰效果。
附图说明
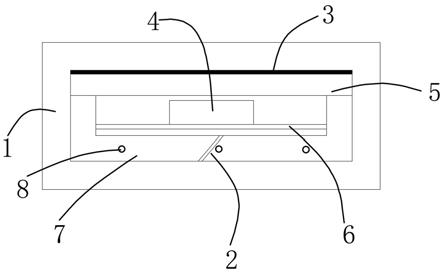
14.图1:本制备方法所制得的柔性发光灯带的正面部分结构图。
15.图2:本制备方法所制得的柔性发光灯带的背面部分结构图。
16.图3:本制备方法所制得的柔性发光灯带的端面放大结构图。
17.图4:本制备方法所应用到的模具的端部结构图。
18.图5:图4中模具的内部结构示意图。
19.图中,1、外套;2、切口;3、色带;4、发光二极管;5、透光部;6、电路层;7、遮光部;8、导线;9、成型模具;91、出料口;92、型腔;10、浇口;11、挡块;12、柱形体。
具体实施方式
20.见图1、2,本制备方法所得到的柔性发光灯带整体为长条形结构,长度不限,在实际的应用中,可以根据所使用场所的布局而对本灯带进行布置或截断连接,以实现对场所的装扮。
21.本制备方法所包括的步骤:护套的制备,塞入电路层,接导线,外套的制备。
22.在进行护套的制备时,利用双注塑机往同一成型模具9型腔92中注塑,其中一注塑机往成型模具9的型腔92内注入液态的透光塑料,另一注塑机往成型模具9的型腔92内注入液态的遮光塑料。所应用的透光塑料或遮光塑料主材基本相同,可以是pvg、pe或pu,遮光塑料可以是在主材中掺入石粉而制备成的不透光结构。见图4、5,成型模具9的一端上具有与型腔92内部相通的出料口91,而供中空的护套成品持续出料。在成型模具9另一端上设置有与注塑机相通的浇口10,浇口10往成型模具9型腔92内挤入液态的物料,自成型模具9的出料口91处对成品护套进行牵拉而实现持续出料。利用液态物料本身的粘接性,所制得的护套是由遮光部7和透光部5粘接在一起而构成,遮光部7用于对护套内部所发出的光进行遮挡,透光部5供护套内部所发光的透过。
23.所制备得到的护套的遮光部7处形成有切口2,把长条形电路层6自护套遮光部7上的切口2处塞入到护套内,所述的电路层6上设有若干发光二极管4,这种电路层6为商购。塞电路层6的过程通常也是护套在持续制备的过程;也可以是对护套进行切段后,然后往护套内手工塞入电路层6。所述的切口2是在护套成型过程中形成的,或者是在护套成型后通过切刀而划开的。
24.电路层6需要与导线8电连接,导线8可以是随着电路层6一起自遮光部7的切口2处被塞入到护套内,也可以是如下述的导线8被注塑在遮光部7的壁体内。如果所欲制备的灯带相对较短,则在护套的端部实现导线8与电路层6两者的端部之间的电连接。如果所欲制备的灯带较长,则需要在护套长度方向上的中部位置处实现导线8与电路层6之间的电连接。但要最终形成灯带成品,则需要电源插头与导线8之间实现电连接,以便向灯带供电。
25.在护套的外周还需要设置一外套1,外套1是由透明塑料制成的,外套1一体注塑成型在护套的外周。在进行外套1的制备时,准备印有图形的色带3,色带3的厚度小于0.5mm,色带3上印有图形的部位处的透光率高于色带3上其余部位的透光率。可以选用透明薄膜,在透明薄膜的表面上丝网印刷图案和/或文字,图案和文字相当于镂空结构,透明薄膜上图案或文字的其余部分被涂刷有不透明的材料。通过剪裁到相应的宽度,而得到合适宽度的色带3以备用。也可以是在透明薄膜的一侧面涂刷不透明材料,而根据需要采用烫印的方式把不透明材料去除,从而在透明薄膜上形成镂空的所需要的图形。也可以在镂空位置处进行上色,而增加表现效果。在进行外套1的制备前,把所述色带3平铺在所述护套的透光部5位置处而形成组合体,再使组合体穿过另外的模具型腔,与此同时,利用注塑机往该模具型腔内注入液态的透明塑料,固化后,而在护套的外周注塑成型透明的外套1,色带3贴合在外套1一侧的内周面上,外套1内周面的其余部分与护套的外周面相贴合。
26.在前述注塑过程中,通常采用螺杆式的注塑机,注塑机的喷嘴温度介于140——160℃之间,模具一端处的温度通过水浴而控制在60——80℃之间,模具的另一端侧裸露,注塑机对模具的注射压力介于70——100mpa。
27.结合说明书附图,所述的本制备方法所得到的柔性发光灯带的结构包括柔性的电路层6和导线8,电路层6为长条形的,相对较软、较薄。在电路层6上按一定的连接方式而设置有若干发光二极管4,如多只发光二极管4并联成一组,然后几组串连,也可以是多只发光二极管4串联成组。发光二极管4通过电路层6与导线8电连接,导线8通过电路层6为这些发光二极管4供电,而使发光二极管4点亮发光。
28.电路层6被设置在护套内,护套和电路层6等长。在护套上具有透过发光二极管4所发光的透光部5,透光部5为护套的部分结构。在护套的外周还套设有外套1,外套1截断面的形状与护套截断面的形状相似,均为“回”字形,只是大小不同。在外套1上朝向所述透光部5的部位处设有色带3,色带3上设有若干图形,色带3在图形处的透光率高于色带3上其余部位处的透光率,色带3上所述其余部位处的透光率接近零。而外套1上至少于该图形处的部位透明,通常情况下,外套1是由透明塑料制备而成,色带3贴合在外套的一内侧面上。
29.所述透光部5与发光二极管4位于电路层6的同一侧,护套上于电路层6的另一侧设有遮光部7,遮光部7用于对发光二极管4所发出的光进行遮挡。透光部5是由透明或半透明塑料制成的,而遮光部7是由不透明的塑料制成的。见图3,护套的横截断面为“回”字形,护套由透光部5和遮光部7构成,所述遮光部7为“凵”形,所述的透光部5为“一”字形。在进行护套的制备时,是采用双注塑机的形式,同时注塑成型遮光部7和透光部5,利用材料本身的粘接性而实现遮光部7与透光部5粘接到一起。双注塑机,其中一个是主机,另外一个是辅助机。见图4、5,在进行护套制备时,需要应用到成型模具9,成型模具9内具有型腔92,在成型模具9的一端部形成有与型腔92相通的出料口91,出料口91供护套的持续出料。在型腔92内呈卧式设置有四棱柱体的挡块11,型腔91的横截面为“回”字形,挡块11的存在而实现了护套的中空结构。挡块11通过柱形体12与成型模具9的内周面相连接,柱形体12位于成型模具9的一端部,成型模具9的另一端与挡块11通过侧壁连接在一起。所应用到的注塑机,其中一只注塑机与两只浇口11相通,该两只浇口11自成型模具9的两个角部与型腔92相通,从而往型腔92内注入不透明的液态塑料以成型“凵”形的遮光部7。另一只注塑机通过位于成型模具9上部的浇口11与型腔92的内部相通,通过往型腔内注入透明或半透明液态塑料而形成“一”字形的透光部5。
30.图2中显示,在所述遮光部7处设有通透的切口2,该切口2是由成型模具9的出料口91处所设置的柱形体12所形成的。在护套成型过程中,切口2同时得以形成,因此,切口2与遮光部7等长。图4中显示,柱形体12相对于遮光部7的厚度方向而倾斜设置,从而所形成的切口2也是倾斜布置,切口2的两侧面彼此相贴靠。在进行电路层6的塞入步骤时,把电路层6顺着切口2的倾斜方向而塞入到护套内。
31.所述的导线8是由多股铜丝或铝丝加捻形成的,在进行护套的注塑制备时,导线8被注塑到遮光部7的壁体内。图3中显示,导线8为三根,其中处于外侧的两根导线8与电源插头中的一极电连接,中间的一根导线8与电源插头中的另一极电连接。在护套的端部对应于导线8而设有插针,插针在导线8位置处自护套的端部而插接在护套内,插针与所对应的导线8实现电连接,插针外接电源插头。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1