一种钢衬四氟同心异径管的成型工艺及装置的制作方法
1.本发明涉及钢衬四氟管道技术领域,尤其涉及一种钢衬四氟同心异径管的成型工艺及装置。
背景技术:
2.钢衬四氟管道即钢衬聚四氟乙烯ptfe管道及配件亨有“塑料王”的美誉,具有优异的耐温性能和耐腐蚀性能,是理想的硝酸、硫酸、氢氟酸、光气、氯气、王水、混酸、溴化物等有机溶剂等强腐蚀性介质的输送设备。可长期在高温(150℃以内)极限负压工况稳定运行的钢衬四氟管道及配件,解决了以往钢衬四氟管道及配件不能耐负压的缺点,在许多蒸馏等高温高负压系统中得到了广泛的应用。
3.目前钢衬四氟管道的成型工艺大多是将钢件焊接加工后,将ptfe成品塑料管通过机械拉力拉入预制好的直管中,使内衬层与钢件接触,但采用这种方式会使得内衬层与钢件的结合效果不好。
技术实现要素:
4.本发明的目的在于提供一种钢衬四氟同心异径管的成型工艺及装置,以解决内衬层与钢件的结合效果不好的问题。
5.为实现上述目的,本发明提供了一种钢衬四氟同心异径管的成型工艺,具体包括以下步骤:
6.将钢管按所需尺寸进行切割;
7.将切割后的钢管与法兰进行焊接;
8.对焊接后的钢管进行除锈处理;
9.对除锈处理后的钢管进行加热以达到衬里需要的温度;
10.按比例将塑料粉末填充至钢管内部,并将塑料粉末均匀滚涂到钢管内壁得到预成型钢衬四氟同心异径管;
11.对预成型钢衬四氟同心异径管进行应力消除后冷却成型得到钢衬四氟同心异径管。
12.其中,所述将切割后的钢管与法兰进行焊接的具体步骤为:
13.先将切割后的钢管与法兰对点进行铆焊;
14.再将铆焊后的钢管与法兰进行内外双面焊接。
15.其中,在所述对焊接后的钢管进行除锈处理的步骤之前,还包括步骤:
16.打磨钢管与法兰的焊接部位直至符合衬里要求。
17.其中,在所述对焊接后的钢管进行除锈处理的步骤中:
18.所述除锈处理为喷砂除锈或酸洗钝化。
19.其中,所述对预成型钢衬四氟同心异径管进行应力消除后冷却成型得到钢衬四氟同心异径管的具体步骤为:
20.将预成型钢衬四氟同心异径管在室温状态下恢复2~5天以自然消除应力;
21.随后将预成型钢衬四氟同心异径管加温至170~190℃,保温2~4h后进行自然冷却以强制消除应力,得到钢衬四氟同心异径管。
22.本发明还提供一种用于上述所述的钢衬四氟同心异径管的成型工艺的装置,包括安装底座、切割机、焊接台、烧结炉、滚塑机、加热箱和输送组件,所述切割机、所述焊接台、所述烧结炉、所述滚塑机和所述加热箱间隔设置在所述安装底座的上方;
23.所述输送组件包括安装架和放置板,所述安装架与所述安装底座滑动连接,所述放置板与所述安装架固定连接,所述放置板位于所述安装架的上方。
24.本发明的一种钢衬四氟同心异径管的成型工艺及装置,通过将塑料粉末直接模压在钢管内壁成型,使内衬层与钢管完成做成一个整体,没有拼缝,无需焊接,使得内侧层与钢管密切贴合,从而解决了内衬层与钢件的结合效果不好的问题。
附图说明
25.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
26.图1是本发明提供的一种钢衬四氟同心异径管的成型工艺的流程图。
27.图2是本发明提供的一种钢衬四氟同心异径管的成型工艺的s200的具体步骤的流程图。
28.图3是本发明提供的一种钢衬四氟同心异径管的成型工艺的s700的具体步骤的流程图。
29.图4是本发明提供的一种钢衬四氟同心异径管的成型工艺的s800的具体步骤的流程图。
30.图5是本发明提供的一种用于钢衬四氟同心异径管的成型工艺的装置的结构示意图。
31.图6是本发明提供的一种用于钢衬四氟同心异径管的成型工艺的装置的剖视图。
32.100-安装底座、101-连接凹槽、102-固定口、200-切割机、300-焊接台、400-烧结炉、500-滚塑机、600-加热箱、700-输送组件、710-安装架、711-连接支架、720-放置板、800-固定结构、810-压簧、820-u形固定支架。
具体实施方式
33.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
34.在本发明的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限
制。此外,在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
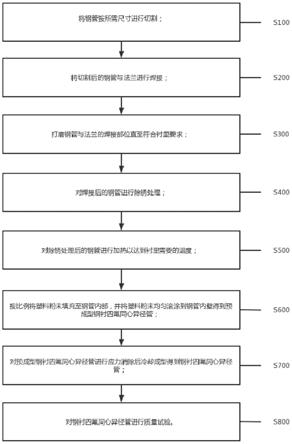
35.请参阅图1,本发明提供一种钢衬四氟同心异径管的成型工艺,具体包括以下步骤:
36.s100:将钢管按所需尺寸进行切割;
37.s200:将切割后的钢管与法兰进行焊接;
38.s300:打磨钢管与法兰的焊接部位直至符合衬里要求;
39.s400:对焊接后的钢管进行除锈处理;
40.s500:对除锈处理后的钢管进行加热以达到衬里需要的温度;
41.s600:按比例将塑料粉末填充至钢管内部,并将塑料粉末均匀滚涂到钢管内壁得到预成型钢衬四氟同心异径管;
42.s700:对预成型钢衬四氟同心异径管进行应力消除后冷却成型得到钢衬四氟同心异径管;
43.s800:对钢衬四氟同心异径管进行质量试验。
44.将钢管按所需尺寸进行切割,并与法兰进行焊接,随后打磨焊接部位以符合衬里要求,再对焊接后的钢管进行除锈处理,除锈处理为喷砂除锈或酸洗钝化,除锈处理后对钢管进行加热,将塑料粉末按比例填充至钢管内部,并将塑料粉末均匀滚涂到钢管内壁得到预成型钢衬四氟同心异径管,再对预成型钢衬四氟同心异径管进行应力消除后冷却成型得到钢衬四氟同心异径管,最后对钢衬四氟同心异径管进行质量试验以检测钢衬四氟同心异径管的质量,通过将塑料粉末直接模压在钢管内壁成型,使内衬层与钢管完成做成一个整体,没有拼缝,无需焊接,使得内侧层与钢管密切贴合,从而解决了内衬层与钢件的结合效果不好的问题。
45.请参阅图2,s200的具体步骤为:
46.s201:先将切割后的钢管与法兰对点进行铆焊;
47.s202:再将铆焊后的钢管与法兰进行内外双面焊接。
48.先将切割后的钢管与法兰对点进行铆焊,再将铆焊后的钢管与法兰进行内外双面焊接,以使感官与法兰之间的焊接效果较好。
49.请参阅图3,s700的具体步骤为:
50.s701:将预成型钢衬四氟同心异径管在室温状态下恢复2~5天以自然消除应力;
51.s702:随后将预成型钢衬四氟同心异径管加温至170~190℃,保温2~4h后进行自然冷却以强制消除应力,得到钢衬四氟同心异径管。
52.先通过在室温状态下恢复2~5天以对预成型钢衬四氟同心异径管的应力进行自然消除,此种方法消除应力效果较好,可耐微负压,再通过将预成型钢衬四氟同心异径管加温至170~190℃,保温2~4h后进行自然冷却以强制消除应力,此种方法消除效率较快。
53.请参阅图4,s800的具体步骤为:
54.s801:对钢衬四氟同心异径管在1.5倍设计压力下进行水压试验;
55.s802:水压试验后进行完好性检验,并在2200~3200v/mm的条件下进行电火花检测。
56.先对钢衬四氟同心异径管在1.5倍设计压力下进行水压试验,再对钢衬四氟同心异径管进行完好性检验,衬里表面平整光滑、无漏点,在2200~3200v/mm的条件下进行电火
花检测,以对钢衬四氟同心异径管的质量进行检测。
57.请参阅图5和图6,本发明还提供一种用于上述所述的钢衬四氟同心异径管的成型工艺的装置,包括安装底座100、切割机200、焊接台300、烧结炉400、滚塑机500、加热箱600和输送组件700,所述切割机200、所述焊接台300、所述烧结炉400、所述滚塑机500和所述加热箱600间隔设置在所述安装底座100的上方;
58.所述输送组件700包括安装架710和放置板720,所述安装架710与所述安装底座100滑动连接,所述放置板720与所述安装架710固定连接,所述放置板720位于所述安装架710的上方。
59.在本实施方式中,所述安装底座100用于安装固定其余部件,所述切割机200用于对钢管进行切割,所述焊接台300用于将钢管和法兰进行焊接,所述烧结炉400用于对钢管进行加热,所述滚塑机500用于将塑料粉末均匀滚涂到钢管内壁,所述加热箱600用于对预成型钢衬四氟同心异径管进行加热,所述输送组件700能够对生产工艺中的中间品进行运输,以辅助工作人员进行生产,所述安装架710与所述安装底座100滑动连接,以实现所述输送组件700的移动,所述放置板720用于放置中间品,以便于工作人员进行操作,在对钢衬四氟同心异径管进行生产时,将钢管按所需尺寸在切割机200上进行切割,随后通过所述输送组件700将切割后的钢管输送至焊接台300处,通过焊接台300将切割后的钢管与法兰进行对点铆焊,随后再进行内外双面焊接,再打磨钢管与法兰的焊接部位直至符合衬里要求,然后对焊接后的钢管通过喷砂除锈或者酸洗钝化进行除锈处理,再将除锈处理后的钢管在所述烧结炉400中进行加热,以达到衬里需要的温度,随后通过所述输送组件700将加热后的钢管输送至所述滚塑机500处,按比例将塑料粉末填充至钢管内部,通过所述滚塑机500将塑料粉末均匀滚涂到钢管内壁得到预成型钢衬四氟同心异径管,将预成型钢衬四氟同心异径管在室温状态下恢复2~5天以自然消除应力,随后将预成型钢衬四氟同心异径管通过所述加热箱600加温至170~190℃,保温2~4h后进行自然冷却以强制消除应力,得到钢衬四氟同心异径管,最后对钢衬四氟同心异径管在1.5倍设计压力下进行水压试验,水压试验后进行完好性检验,并在2200~3200v/mm的条件下进行电火花检测,以检测钢衬四氟同心异径管的质量。
60.进一步的,所述安装架710的底部设置有连接支架711,所述安装底座100具有与所述连接支架711相匹配的连接凹槽101,所述连接支架711位于所述连接凹槽101的内部;
61.所述安装架710的内部设置有固定结构800,所述连接凹槽101的内侧面上间隔设置有多个固定口102,所述固定结构800包括压簧810和u形固定支架820,所述压簧810的两端分别与所述安装架710和所述u形固定支架820固定连接,所述u形固定支架820与所述安装架710滑动连接,所述u形固定支架820的一端位于其中一个所述固定口102的内部。
62.在本实施方式中,所述连接支架711能够在所述连接凹槽101的内部进行滑动,以实现所述安装架710与所述安装底座100之间的滑动连接,所述安装架710通过所述固定结构800与所述安装底座100进行固定,所述安装底座100的所述连接凹槽101的内侧对应所述切割机200、所述焊接台300、所述烧结炉400、所述滚塑机500和所述加热箱600间隔设置有多个所述固定口102,以便于所述输送组件700在所述切割机200、所述焊接台300、所述烧结炉400、所述滚塑机500和所述加热箱600处进行停留固定,在无外力作用的情况下,所述压簧810对所述u形固定支架820进行抵持,使得所述u形连接支架711的一端插入其中一个固
定口102的内部进行固定,从而将所述输送组件700与所述安装底座100固定,需要移动所述输送组件700时,按压所述u形固定支架820使得所述u形固定支架820从所述固定口102中退出,便能够移动所述输送组件700。
63.以上所揭露的仅为本发明一种较佳实施例而已,当然不能以此来限定本发明之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本发明权利要求所作的等同变化,仍属于发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1