一种口罩自动生产设备的制作方法
1.本实用新型涉及自动化设备技术领域,尤其是指一种口罩自动生产设备。
背景技术:
2.口罩是一种用于保护呼吸系统免受雾霾、废气、粉尘、病菌等浸害的卫生防护用品;主要由无纺布、溶喷布、活性炭布、耳带、鼻梁条等构成。一般指戴在口鼻部位用于过滤进入口鼻的空气,以达到阻挡有害的气体、气味、飞沫进出佩戴者口鼻的用具。口罩对进入肺部的空气有一定的过滤作用,在呼吸道传染病流行时,在粉尘等污染的环境中作业时,戴口罩具有非常好过滤、阻隔作用。口罩在佩戴时应该与佩戴者的脸部紧密贴合,使病菌、粉尘等不能轻易漏入,口罩设置有耳带,通过耳带将口罩固定在佩戴者的头部。
3.现有的口罩的生产主要是在生产线上进行,生产人员、运送人员与发放人员仍不可避免地会接触到口罩,口罩仍旧存在接触细菌或者病毒的机会,不能确保使用者拿到口罩时是干净卫生的。
4.因此迫切需要一种可以在口罩加工及售卖的全过程采用自动化的装置,减少口罩加工过程生产人员、运送人员与发放人员的接触。
技术实现要素:
5.本实用新型所要解决的技术问题是:提供一种可以在口罩加工及售卖的全过程采用自动化的装置。
6.为了解决上述技术问题,本实用新型采用的技术方案为:一种口罩自动生产设备,包括机箱及设置于所述机箱内的卷材上料装置、耳带上料装置、加工取料装置、焊耳带装置及自动售货装置。
7.所述机箱包括机架和盖合于所述机架上的壳体,所述机架包括第一工作平台,所述卷材上料装置、耳带上料装置、加工取料装置、焊耳带装置及自动售货装置设置于所述第一工作平台;
8.所述卷材上料装置设置于所述第一工作平台的一端并用于输送多层布料切割成片料,所述耳带上料装置相邻于所述卷材上料装置并用于输送多层卷材切割成线料,所述加工取料装置相邻于所述耳带上料装置用于吸取所述片料放置于所述焊耳带装置和夹取所述线料放置于所述片料上,所述焊耳带装置相邻于所述加工取料装置并用于将所述线料焊接于所述片料加工为口罩,所述自动售货装置远离于所述卷材上料装置设置于所述第一工作平台的另一端并用于将所述口罩进行自动售卖;
9.所述卷材上料装置、耳带上料装置、加工取料装置、焊耳带装置及自动售货装置依次沿加工顺序顺次设置。
10.进一步的,所述卷材上料装置包括第一卷材安装机构、第一裁切机构、第一夹取机构、第一转运机构和第一底座;
11.所述第一卷材安装机构、第一裁切机构、第一夹取机构和第一转运机构均安装于
所述工作平台第一底座;
12.所述第一卷材安装机构内放置有至少1个卷材,所述第一卷材安装机构包括至少1个第一出料口,所述卷材沿所述出料口伸至所述第一卷材安装机构外;
13.所述第一夹取机构和所述第一转运机构对应于所述第一出料口并列设置,所述第一裁切机构设置于所述第一夹取结构和所述第一出料口之间。
14.进一步的,所述卷材上料装置包括第二卷材安装机构、第二裁切机构和第二转运机构;
15.所述第二卷材安装机构内设置有至少1个卷材,所述第二卷材安装机构包括至少1个第二出料口,所述卷材沿所述第二出料口伸至所述第二卷材安装机构外;
16.所述第二裁切机构包括第一滚轴和第二滚轴,所述第一滚轴与所述第二滚轴平行设置,所述第一滚轴的侧壁上沿长度方向设置有至少1个裁刀;
17.所述第二出料口、所述第二裁切机构和所述第二转运机构沿加工次序顺次设置。
18.进一步的,所述耳带上料装置包括供料组件、裁剪组件与夹持运动组件,所述供料组件、裁剪组件与夹持运动组件依次排列设置,其中,
19.所述供料组件内设置有至少一卷耳带卷材,所述供料组件设置有一个第三出料口,所述耳带卷材沿着所述第三出料口延伸至所述供料组件外侧,
20.所述裁剪组件包括固定夹爪和裁剪爪,所述固定夹爪、裁剪爪依次设置于所述第三出料口处;
21.所述夹持运动组件包括夹持爪,所述夹持爪与所述固定夹爪、裁剪爪设置于同一水平线。
22.进一步的,所述加工取料装置包括机械臂、耳带取料组件与口罩吸取组件,所述耳带取料组件与所述口罩吸取组件通过一转接件安装于所述机械臂的末端执行器两侧,其中,所述耳带取料组件包括耳带夹爪,所述耳带夹爪设置于所述转接件一侧。
23.进一步的,所述焊耳带装置包括旋转平台机构、超声波焊接机构与驱动机构;
24.所述旋转平台机构包括第二底座、移动组件与旋转平台组件,所述旋转平台组件设置于所述移动组件,且所述旋转平台组件可沿着所述移动组件做平移运动,所述移动组件安装于所述第二底座;
25.所述超声波焊接机构包括超声波焊接头,所述超声波焊接头设置于所述移动组件的一侧;
26.所述驱动机构设置于所述移动组件的一侧,且与所述超声波焊接机构垂直设置。
27.进一步的,所述自动售货装置包括安装板及设置于所述安装板上的滚筒驱动机构及出料机构,所述安装板设有第一出口;
28.所述滚筒驱动机构连接所述出料机构;
29.所述出料机构包括出口面板及设置于所述出口面板的第一滚料筒、第二滚料筒和安装座,所述第一滚料筒与第二滚料筒平行且可转动的设置于所述安装座,所述第一滚料筒和第二滚料筒一端连接所述滚筒驱动机构,所述出口面板设有第二出口;
30.所述第二出口及第一出口沿加工次序顺次贯穿设置。
31.进一步的,所述机箱还包括排气组件及降尘组件,所述机架还包括用于放置所述排气组件的第二工作平台和用于放置所述降尘组件的第三工作平台,所述第二工作平台靠
近所述壳体底部设置,所述第三工作平台靠近所述壳体顶部设置。
32.进一步的,还包括消毒折叠装置,所述消毒折叠装置相邻于所述焊耳带装置和自动售货装置,用于对加工后的所述口罩进行消毒。
33.进一步的,所述消毒折叠装置包括第三转运机构、消毒机构和折叠机构;
34.所述第三转运机构包括台架和直线转运组件,所述直线转运组件和所述消毒机构安装于所述台架,所述消毒机构设置于所述直线转运组件的上方;
35.所述折叠机构包括第一下压装置和折叠转运装置,所述第一下压装置安装于所述台架,所述第一下压装置设置于所述直线转运组件的上方,所述折叠转运装置与所述直线转运组件并列设置。
36.本实用新型的有益效果在于:提供一种口罩自动生产设备,可以实现口罩卷材、耳带的自动上料、转运、焊接及翻转作用,并且还设有自动售卖装置的一体化口罩自动生产设备。整个加工过程都是采用自动化设备操作,且在密封的无尘机箱内进行,保证了使用者拿到的口罩是干净卫生的。
附图说明
37.下面结合附图详述本实用新型的具体结构
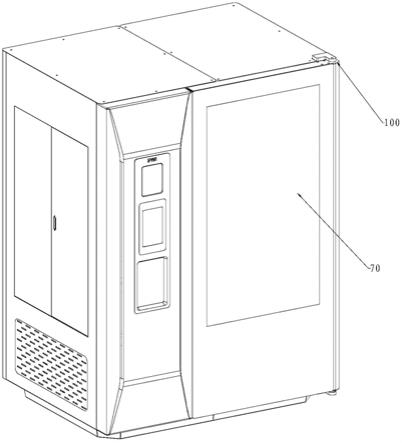
38.图1为本实用新型的口罩自动生产设备的结构示意图。
39.图2为本实用新型的口罩自动生产设备的第一种卷材上料装置的结构示意图。
40.图3为本实用新型的口罩自动生产设备的第二种卷材上料装置的结构示意图。
41.图4为本实用新型的口罩自动生产设备的耳带上料装置的结构示意图。
42.图5为本实用新型的口罩自动生产设备的加工取料装置的结构示意图。
43.图6为本实用新型的口罩自动生产设备的焊耳带装置的结构示意图。
44.图7为本实用新型的口罩自动生产设备的消毒折叠装置的结构示意图。
45.图8为本实用新型的口罩自动生产设备的自动售货装置的结构示意图。
46.图9为本实用新型的口罩自动生产设备的机架的结构示意图。
47.标号如下:
48.100
‑
口罩自动生产设备;70
‑
机箱;71
‑
机架;711
‑
第一工作平台;10
‑
卷材上料装置;11
‑
第一卷材安装机构;12
‑
第一裁切机构;13
‑
第一夹取机构;14
‑
第一转运机构;15
‑
第一底座;16
‑
第二卷材安装机构;17
‑
第二裁切机构;18
‑
第二转运机构;001
‑
耳带卷材;20
‑
耳带上料装置;21
‑
供料组件;22
‑
裁剪组件;221
‑
固定夹爪;222
‑
裁剪爪;23
‑
夹持运动组件;231
‑
夹持爪;30
‑
加工取料装置;31
‑
机械臂;32
‑
耳带取料组件;33
‑
口罩吸取组件;34
‑
转接件;321
‑
耳带夹爪;002
‑
口罩片材;40
‑
焊耳带装置;41
‑
旋转平台机构;42
‑
超声波焊接机构;43
‑
驱动机构;44
‑
压口罩机构;411
‑
第二底座;412
‑
移动组件;413
‑
旋转平台组件;50
‑
消毒折叠装置;51
‑
第三转运机构;511
‑
台架;512
‑
直线转运组件;52
‑
消毒机构;53
‑
折叠机构;531
‑
第一下压装置;532
‑
折叠转运装置;54
‑
焊接机构;55
‑
装夹机构;56
‑
传输机构;60
‑
自动售货装置;61
‑
安装板;62
‑
出料机构;63
‑
滚筒驱动机构;64
‑
出口面板;621
‑
第一滚料筒;622
‑
第二滚料筒;72
‑
降尘组件;712
‑
第二工作平台;713
‑
第三工作平台。
具体实施方式
49.为详细说明本实用新型的技术内容、构造特征、所实现目的及效果,以下结合实施方式并配合附图详予说明。
50.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
51.请参阅图1以及图9,本实用新型提供一种口罩自动生产设备100,包括机箱70及设置于所述机箱70内的卷材上料装置10、耳带上料装置20、加工取料装置30、焊耳带装置40及自动售货装置60。
52.所述机箱70包括机架71和盖合于所述机架71上的壳体,所述机架71包括第一工作平台711,所述卷材上料装置10、耳带上料装置20、加工取料装置30、焊耳带装置40及自动售货装置60设置于所述第一工作平台711;
53.所述卷材上料装置10设置于所述第一工作平台711的一端并用于输送多层布料切割成片料,所述耳带上料装置20相邻于所述卷材上料装置10并用于输送多层卷材切割成线料,所述加工取料装置30相邻于所述耳带上料装置20用于吸取所述片料放置于所述焊耳带装置40和夹取所述线料放置于所述片料上,所述焊耳带装置40相邻于所述加工取料装置30并用于将所述线料焊接于所述片料加工为口罩,所述自动售货装置60远离于所述卷材上料装置10设置于所述第一工作平台711的另一端并用于将所述口罩进行自动售卖;
54.所述卷材上料装置10、耳带上料装置20、加工取料装置30、焊耳带装置40及自动售货装置60依次沿加工顺序顺次设置。
55.本实用新型提供的一种口罩自动生产设备,可以实现口罩卷材、耳带的自动上料、转运、焊接及翻转作用,并且机箱还设置有扫码机构,用户通过扫码操作启动机器,生产口罩,控制机构采用plc,出口处的传感器可作为计数器用于计量已出货口罩数量,从而监控设备内物料是否充足整个加工过程都是在密封的无尘机箱内进行,保证了使用者拿到的口罩是干净卫生的。
56.实施例1
57.进一步的,所述卷材上料装置10包括第一卷材安装机构11、第一裁切机构12、第一夹取机构13、第一转运机构14和第一底座15,请参阅图2。
58.第一底座15为卷材上料设备的支撑结构,第一卷材安装机构11、第一裁切机构12、第一夹取机构13和第一转运机构14均安装在第一底座15上,各机构之间维持稳定的位置关系,增加了设备工作时的精度。
59.第一卷材安装机构11的作用是承担卷材的放置工作,同时在卷材消耗时为卷材上料设备供应卷材。第一卷材安装机构11内可以同时放置多个卷材,实现多条流水线同时工作,增加工作效率。第一卷材安装机构11上也对应设置有多个第一出料口,卷材沿第一出料口处伸至第一卷材安装机构11的外侧。
60.第一夹取机构13和第一转运机构14并列设置在第一出料口的一侧,第一裁切机构12设置于第一夹取机构13和第一出料口之间。
61.由上述可知,在第一出料口处设置有第一裁切机构12,在第一裁切机构12的另一
侧设置有第一夹取机构13和第一转运机构14。卷材从第一出料口处伸出,第一夹取机构13将卷材拉伸一定的长度,第一裁切机构12将拉伸后的卷材切开,形成片材。第一转运机构14在裁切卷材时位于卷材的下方,第一转运机构14将裁切后的片材直接转运至下一工位,此时第一夹取机构13夹取卷材完成下一次拉伸。由上述可知,本实施例提供的卷材上料设备在卷材拉伸和片材转运的过程是同步进行的,减少了工序间的间隔,增加了工作效率。
62.实施例2
63.此外,本实施例提供第二种卷材上料装置,所述卷材上料装置包括第二卷材安装机构16、第二裁切机构17和第二转运机构18;请参阅图3。
64.所述第二卷材安装机构16内设置有至少1个卷材,所述第二卷材安装机构16包括至少1个第二出料口,所述卷材沿所述第二出料口伸至所述第二卷材安装机构16外;
65.具体的,第二裁切机构17采用滚轴挤压的形式将卷材切割开,第二裁切机构17包括第一滚轴和第二滚轴,第一滚轴和第二滚轴平行设置。当第一滚轴和第二滚轴同时转动时,卷材在第一滚轴和第二滚轴之间向前运动。第一滚轴的侧壁上沿长度方向设置有至少1个裁刀,当第一滚轴和第二滚轴转动一定的角度时,裁刀与第二滚轴紧密接触,裁刀将卷材切成片材。本实施例中,裁刀的数量为1个,当第一滚轴转动一周时,裁切一个片材。在其它的实施例中,当滚轴的直径较大时,滚轴上也可以设置多个裁刀。
66.第二出料口、第二裁切机构17和第二转运机构18沿加工次序顺次设置,第二转运机构18设置在卷材的前进方向上,当第二裁切机构17将卷材裁切成片材后,片材落在第二转运机构18上,由第二转运机构18运送至下一工位。
67.由上述可知,本实施例提供的卷材上料设备在第一滚轴上设置裁刀,裁切速度较快,避免了在裁切时将卷材过分暴露在外部环境下情况,有利于确保卷材裁切后的干净卫生,有利于提升产品的合格率。
68.实施例3
69.进一步,所述耳带上料装置20包括供料组件21、裁剪组件22与夹持运动组件23,所述供料组件21、裁剪组件22与夹持运动组件23依次排列设置,其中,所述供料组件21内设置有至少一卷耳带卷材001,所述供料组件21设置有一个第三出料口,所述耳带卷材001沿着所述第三出料口延伸至所述供料组件21外侧,所述裁剪组件22包括固定夹爪221和裁剪爪222,所述固定夹爪221、裁剪爪222依次设置于所述第三出料口处;请参阅图4。
70.所述夹持运动组件23包括夹持爪231,所述夹持爪231与所述固定夹爪221、裁剪爪222设置于同一水平线。
71.具体的,耳带卷材001装于供料组件21内,耳带卷材001从第三出料口伸出,夹持爪231夹持伸出的耳带卷材001一定的长度,固定夹爪221夹持第三出料口的耳带卷材001,裁剪爪222剪断形成耳带,将裁剪完的耳带直接运送至下一工位,完成一次裁剪。无需人工手动裁剪,提高了裁剪的效率。
72.实施例4
73.进一步的,所述加工取料装置30包括机械臂31、耳带取料组件32与口罩吸取组件33,所述耳带取料组件32与所述口罩吸取组件33通过一转接件34安装于所述机械臂31的末端执行器两侧,其中,所述耳带取料组件32包括耳带夹爪321,所述耳带夹爪321设置于所述转接件34一侧。请参阅图5。
74.具体的,本实施例中的机械臂31优选采用6自由度的机械臂,能够到达任何的位置和姿态;同样根据需要,也可以选用4自由度的机械臂,做点到点的搬运,或者平面内的运动,例如scara、delta等机械臂;对于一些狭小空间,或者柔性要求较高的场景下,也可以选用较高的灵活性的自由端的机械臂。
75.转接件34起到连接机械臂31的末端执行器与耳带取料组件32、口罩吸取组件33的作用,同时可以传递末端执行器的动作,带动耳带取料组件32、口罩吸取组件33转动;耳带取料组件32用于夹取耳带,将其放置于指定工位上,口罩吸取组件33用于吸取口罩片材,将其放置于指定工位;机械臂31可固定于地面或者工作台上,通过机械臂31驱动耳带取料组件32与口罩吸取组件33达到工位,口罩吸取组件33吸取口罩片材,耳带取料组件32夹取耳带放置口罩片材处,整个过程无需生产人员、运送人员与发放人员接触到口罩片材与耳带,口罩片材与耳带减少了存在接触细菌或者病毒的机会,确保使用者拿到口罩时是干净卫生的。
76.实施例5
77.进一步的,所述焊耳带装置40包括旋转平台机构41、超声波焊接机构42与驱动机构43;请参阅图6。
78.所述旋转平台机构41包括第二底座411、移动组件412与旋转平台组件413,所述旋转平台组件413设置于所述移动组件412,且所述旋转平台组件413可沿着所述移动组件412做平移运动,所述移动组件412安装于所述第二底座411;
79.所述超声波焊接机构42包括超声波焊接头,所述超声波焊接头设置于所述移动组件412的一侧;
80.所述驱动机构43设置于所述移动组件412的一侧,且与所述超声波焊接机构42垂直设置。
81.具体的,旋转平台机构41用于放置口罩片材002,同时起到切换口罩片材002位置的作用,其中,第二底座411作为支撑结构,起到支撑移动组件412与旋转平台组件413的作用,超声波焊接机构42用于焊接耳带。使用时,加工取料装置30将口罩片材002运送至旋转平台组件413,旋转平台组件413移动至超声波焊接机构42处,加工取料装置30将耳带运送至口罩片材002处,通过超声波焊接机构42焊接于口罩片材一端,焊接完,旋转平台组件413旋转180度,焊接另一个耳带,完成对口罩片材002的耳带焊接。采用一个超声波焊接机构42,结构紧凑,节省空间,且焊接耳带无需人工操作,操作方便。
82.实施例6
83.进一步的,还包括消毒折叠装置50,所述消毒折叠装置50相邻于所述焊耳带装置40和自动售货装置60,用于对加工后的所述口罩进行消毒。
84.所述消毒折叠装置50包括第三转运机构51、消毒机构52和折叠机构53;请参阅图7。
85.具体的,在所述焊耳带装置40完成加工后,口罩的主要加工已经完成,为保证口罩的干净卫生,需要对其进行折叠和消毒。
86.第三转运机构51包括台架511和直线转运组件512,直线转运组件512安装于台架511,台架511为直线转运组件512提供支撑,维持直线转运组件512的位置稳定性。消毒机构52安装在台架511上,消毒机构52设置于直线转运组件512的上方。工作时,通过人工或者机
械方式将口罩放置在直线转运组件512上的接收工位,直线转运组件512将口罩沿直线向前运输,当口罩经过消毒机构52的下方时,消毒机构52对口罩进行灭菌消毒,保证口罩的干净卫生。
87.折叠机构53包括第一下压装置531和折叠转运装置532,第一下压装置531安装在台架511上,第一下压装置531设置在直线转运组件512的上方,折叠转运装置532与直线转运组件512并列设置。当口罩经过消毒机构52后到达折叠工位,此时直线转运组件512停止运动,第一下压装置531将口罩临时约束在折叠工位上,折叠转运装置532将口罩进行折叠后运送至下一工位。
88.由上述可知,本实施例提供的口罩消毒折叠装置在对口罩进行消毒和折叠的过程均为自动化完成,避免了人工接触带来的污染问题,可以将口罩进行灭菌消毒,能够确保口罩的干净卫生。
89.消毒折叠装置50还包括焊接机构54,焊接机构54可以将折叠后的口罩进行局部点焊,使口罩处于稳定的折叠状态。在实际使用时,口罩消毒折叠设备还设置有装夹机构55和传输机构56,装夹机构55用于将折叠后的口罩从焊接机构54处取下并传递给传输机构56,传输机构56将口罩转送给下一步工序的自动售货装置60。
90.实施例7
91.进一步的,请参阅图8。所述自动售货装置60包括安装板61及设置于所述安装板61上的滚筒驱动机构63及出料机构62,所述安装板61设有第一出口;
92.所述滚筒驱动机构63连接所述出料机构62;
93.所述出料机构62包括出口面板64及设置于所述出口面板64的第一滚料筒621、第二滚料筒622和安装座,所述第一滚料筒621与第二滚料筒622平行且可转动的设置于所述安装座,所述第一滚料筒621和第二滚料筒622一端连接所述滚筒驱动机构63,所述出口面板64设有第二出口;
94.所述第二出口及第一出口沿加工次序顺次贯穿设置。
95.具体的,所述第一滚料筒621和第二滚料筒622之间平行且呈间隙设置,间隙的长度大于口罩的宽度,间隙的宽度大于口罩的厚度。所述第二出口形状稍大于口罩的宽度和厚度设置,便于口罩可以从所述第二出口送出。通过设置安装板61上的出料机构62及滚筒驱动机构63,实现口罩的自动售卖,且整个加工过程处于密封空间内,口罩处在无尘埃状态。此外,所述安装板61上还设有观察窗和支付系统,且所述观察窗和支付系统位于出口面板64上部。用户通过扫码操作启动机器,生产口罩,控制机构采用plc,出口处的传感器可作为计数器用于计量已出货口罩数量,从而监控设备内物料是否充足。
96.实施例8
97.进一步的,请参阅图9。所述机箱70还包括排气组件及降尘组件72,所述机架71还包括用于放置所述排气组件的第二工作平台712和用于放置所述降尘组件72的第三工作平台713,所述第二工作平台712靠近所述壳体底部设置,所述第三工作平台713靠近所述壳体顶部设置。
98.具体的,通过所述机箱70内的排气组件、降尘组件72及机架71之间的配合设置实现无尘机箱,从而保证口罩的加工全过程是无尘的空间,进而实现加工出的口罩干净卫生。
99.综上所述,本实用新型提供的一种口罩自动生产设备,可以实现口罩卷材、耳带的
自动上料、转运、焊接及翻转作用,并且机箱还设置有扫码机构,用户通过扫码操作启动机器,生产口罩,控制机构采用plc。出口处的传感器可作为计数器用于计量已出货口罩数量,从而监控设备内物料是否充足整个加工过程都是在密封的无尘机箱内进行,保证了使用者拿到的口罩是干净卫生的。
100.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1