穿墙护圈生产装配流水线的制作方法
1.本实用新型涉及加工设备技术领域,尤其是涉及一种穿墙护圈生产装配流水线。
背景技术:
2.在空调管道等安装过程中需要安装穿墙护圈,以避免管道出现损伤等情况。现有分体式的穿墙护圈由两部分合拢而成,由于,穿墙护圈采用注塑工艺加工而成,加工完成的零散工件送入周转箱。穿墙护圈的两部分需要装配配合,检验合格后才能提供给客户。现有的穿墙护圈采用人工装配,装配效率低,且装配难度大,因此需要改进。
技术实现要素:
3.本实用新型的目的是提供一种穿墙护圈生产装配流水线。
4.本实用新型所采用的技术方案:一种穿墙护圈生产装配流水线,包括:
5.注塑设备,包括设备主体和安装于所述设备主体的模具组件,所述模具组件包括第一型腔和第二型腔,所述第一型腔用于成型至少一个第一工件,所述第二型腔用于成型至少一个第二工件;
6.装配装置,包括机架、固定安装于所述机架的固定模组、滑动连接于所述机架并与所述固定模组间隔设置的滑动模组、安装于所述机架并连接所述滑动模组的驱动组件;
7.机械手装置,移动于所述注塑设备和装配装置之间;其中,
8.所述机械手装置抓取所述模具组件成型的第一工件和第二工件,并将所述第一工件装配至所述固定模组,所述第二工件装配至所述滑动模组,所述驱动组件推动所述滑动模组与所述固定模组合拢,以将所述第一工件与所述第二工件装配固定形成穿墙护圈。
9.在一实施例中,所述机械手装置包括天轨组件、滑动连接于所述天轨组件的机械臂组件及安装于所述机械臂组件的抓取组件,所述抓取组件配置于所述第一型腔及所述第二型腔相对应的吸盘组,所述机械臂组件带动所述吸盘组在所述滑动模组与所述固定模组之间移动,所述吸盘组依次将第一工件插入所述固定模组,将所述第二工件插入所述滑动模组。
10.在一实施例中,所述抓取组件包括可转动连接于所述机械臂组件的吸盘架及安装于所述吸盘架的感应模块,所述吸盘组间隔分布于所述吸盘架,所述感应模块与所述吸盘组间隔设置且与所述吸盘组的凸出方向相同,所述感应模块用于检测所述固定模组及所述滑动模组的装配位置。
11.在一实施例中,所述固定模组包括至少一个定模组件和活动抵接于所述定模组件的定模夹板组件,所述定模组件配置有定模腔,所述定模腔用于收纳及限定所述第一工件,所述定模夹板组件用于将所述第一工件压接限定于所述定模腔。
12.在一实施例中,所述定模夹板组件包括驱动件、可转动连接于所述驱动件的输出轴的压板架、安装于所述驱动件的连接座、及可转动连接所述压板架和所述连接座的连杆架,所述连接座位于所述压板架和所述定模腔之间,所述驱动件推动所述压板架相对于所
述连接座转动,所述压板架转动压接于所述定模腔。
13.在一实施例中,所述压板架包括连接杆、固连于所述连接杆的压接板和固定于所述压板架的至少一个柔性件,所述连接杆可转动连接于所述驱动件的输出轴和所述连杆架,所述柔性件朝向所述定模组件一侧凸出。
14.在一实施例中,所述定模组件包括固连于所述机架的固定座和安装于所述固定座的定模块,所述定模腔设置于所述定模块,所述定模腔配置为弧形槽,且所述弧形槽相交至所述定模块的槽壁处,所述定模腔与所述滑动模组相互匹配。
15.在一实施例中,所述滑动模组包括至少一个动模组件和安装于所述动模组件的动模夹板组件,所述动模夹板组件与所述动模组件活动抵接或分离,所述定模组件配置有与所述定模组件相对设置的动模腔,所述动模腔用于收纳及限定所述第二工件,所述动模夹板组件用于将所述第二工件压接限定于所述动模腔。
16.在一实施例中,所述驱动组件、滑动模组和固定模组均配置两组且对称分布于所述机架,两组所述固定模组背对设置。
17.在一实施例中,所述装配装置还包括安装于所述机架的卸料组件,所述卸料组件包括卸料驱动件及连接于所述卸料驱动件的卸料机械手,所述卸料机械手用于抓取所述穿墙护圈脱离所述固定模组及所述滑动模组,所述卸料驱动件带动所述卸料机械手直线往复移动,以将所述穿墙护圈输出。
18.采用上述结构后,本实用新型和现有技术相比所具有的优点是:机械手装置将注塑设备加工完成的第一工件和第二工件分别装配至固定模组和滑动模组,继而通过驱动组件合拢滑动模组与固定模组,完成穿墙护圈的装配,加工效率高。注塑成型及组装成一体,流程顺畅且加工方便。
附图说明
19.下面结合附图和实施例对本实用新型进一步说明:
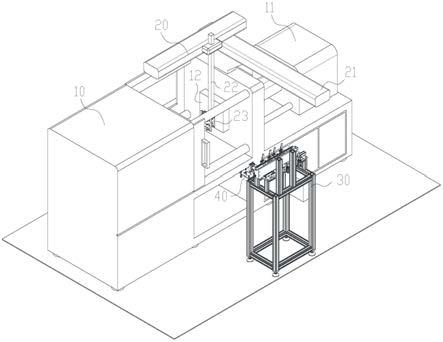
20.图1是本实用新型的穿墙护圈生产装配流水线的布局结构示意图。
21.图2是本实用新型的抓取组件的结构示意图。
22.图3是本实用新型的装配装置的结构示意图。
23.图4是本实用新型的固定模组和滑动模组配合的结构示意图。
24.图5是本实用新型的固定模组和滑动模组装配第一工件和第二工件的结构示意图。
25.图6是本实用新型的穿墙护圈的结构示意图。
26.图7是本实用新型的定模夹板组件的结构示意图。
27.图8是本实用新型的具有两组固定模组和滑动模组的装配装置的结构示意图。
28.图中:注塑设备10;设备主体11;模具组件12;机械手装置20;天轨组件21;机械臂组件22;抓取组件23;吸盘架231;吸盘组232;感应模块 233;装配装置30;机架31;滑轨311;滑动模组32;动模组件321;动模腔 3211;动模块3212;滑动座3213;动模夹板组件322;固定模组33;定模组件331;定模腔3311;定模块3312;固定座3313;定模夹板组件332;驱动件3321;压板架3322;连接杆33221;压接板33222;柔性件33223;连接座 3323;连杆架3324;驱动组件34;伸缩气缸341;卸料组件40;卸料驱动件 41;卸料机械手42;第一工件50;第一卡
接柱51;第一卡接槽52;第一卡接块53;第二工件60;第二卡接柱61;第二卡接槽62;第二卡接块63。
具体实施方式
29.以下所述仅为本实用新型的较佳实施例,并不因此而限定本实用新型的保护范围。
30.实施例,如图6所示,穿墙护圈用于保护管线在墙壁、板材等结构的穿插,避免管线外表损坏。其中,穿墙护圈与管线接触部分的表面平滑,配置为平面或曲面,以使管线能够沿穿墙护圈平顺滑动。一种拼装自锁式穿墙护圈包括相互匹配且呈弧形弯曲的第一工件50和第二工件60。第一工件50和第二工件60配置为半圆形结构,两者组合以构成圆环形的护圈结构,管线沿穿墙护圈的中心孔洞穿插移动。本实用新型以装自锁式穿墙护圈为例进行示例性说明装配装置30的工作原理及方式。
31.第一工件50的第一端设置有第一卡接柱51,第一工件50的第二端设置有第一卡接块53及设置于第一卡接块53的第一卡接槽52。第二工件60的第一端设置有第二卡接柱61,第二工件60的第二端设置有第二卡接块63及设置于第二卡接块63的第二卡接槽62。
32.第二工件60与第一工件50在装配时呈互补结构,其中,第一工件50与第二工件60相互卡合以形成环形结构件。具体地,第二卡接槽62卡接于第一卡接柱51,第一卡接槽52卡接于第二卡接柱61。第一工件50和第二工件 60通过卡接配合连接,以构成完整的环形结构。可选地,第一工件50和第二工件60的结构尺寸相同,以使穿墙护圈能够统配使用。
33.如图1至图6所示,本实用新型公开了一种穿墙护圈生产装配流水线,该流水线用于生产及组装穿墙护圈,以实现自动化加工。其中,穿墙护圈生产装配流水线包括:注塑设备10、装配装置30及移动于所述注塑设备10和装配装置30之间的机械手装置20。
34.注塑设备10包括设备主体11和安装于所述设备主体11的模具组件12。设备主体11配置为注塑机等设备,模具组件12配置为安装于设备主体11的加工模具,以加工对应的零部件。其中,所述模具组件12包括第一型腔和第二型腔,所述第一型腔用于成型至少一个第一工件50,所述第二型腔用于成型至少一个第二工件。作为优选,第一型腔加工四个第一工件50,第二型腔加工四个第二工件。可选地,一个第一工件50和一个第二工件的弯曲方向一一互补对应。
35.装配装置30包括机架、固定安装于所述机架的固定模组、滑动连接于所述机架并与所述固定模组间隔设置的滑动模组、安装于所述机架并连接所述滑动模组的驱动组件。滑动模组在驱动组件的驱动力作用下相对于机架滑动,固定模组位于滑动模组的移动方向上。
36.其中,所述机械手装置20抓取所述模具组件12成型的第一工件50和第二工件60,并将所述第一工件50装配至所述固定模组。所述第二工件60装配至所述滑动模组,所述驱动组件推动所述滑动模组与所述固定模组合拢,以将所述第一工件50与所述第二工件60装配固定形成穿墙护圈。机械手装置20将注塑设备10加工完成的第一工件50和第二工件60分别装配至固定模组和滑动模组,继而通过驱动组件合拢滑动模组与固定模组,完成穿墙护圈的装配,加工效率高。注塑成型及组装成一体,流程顺畅且加工方便。
37.在一实施例中,所述机械手装置20包括天轨组件21、滑动连接于天轨组件21的机
械臂组件22及安装于机械臂组件22的抓取组件23,抓取组件 23配置于第一型腔及第二型腔相对应的吸盘组232。机械臂组件22带动吸盘组232在滑动模组32与固定模组33之间移动,吸盘组232依次将第一工件 50插入固定模组33,将第二工件60插入滑动模组32。
38.天轨组件21引导抓取组件23在设备主体11和装配装置30之间往复移动,以使第一工件50和第二工件60自加工设备加工后移动至装配装置30进行组装,自动化程度高。机械臂组件22用于调节抓取组件23的抓取角度,其中,在抓取组件23抓取模具组件12内的第一工件50和第二工件60时,机械臂组件22带动抓取组件23转动至竖直状态,以使抓取组件23能同时抓取模具组件12内的所有注塑件。机械臂组件22沿天轨组件21移动,以将注塑件移出加工设备并运动至装配装置30的上方。机械臂组件22带动抓取组件23转动至水平状态,以使注塑件位于装配装置30的上方,继而在机械臂组件22推动下逐一装配至装配装置30,以实现机械手装置20与装配装置30 之间注塑件的转换。
39.抓取组件23将注塑件逐一装配至装配装置30,其中,抓取组件23包括可转动连接于机械臂组件22的吸盘架231及安装于吸盘架231的感应模块 233,吸盘架231呈刚性结构件,吸盘组232间隔分布于吸盘架231,以对应抓取注塑件。其中,吸盘组232包括间隔分布的二个及以上的吸盘及与每一个吸盘对应连接的负压组件,每一个负压组件独立控制,以使第一工件50和第二工件60释放的时间不同,实现独立控制分批释放,提高控制的便捷性。
40.感应模块233与吸盘组232间隔设置且与吸盘组232的凸出方向相同,感应模块233用于检测固定模组33及滑动模组32的装配位置。感应模块233 用于检测和识别装配装置30的装配位置,以提高第一工件50及第二工件60 装配的准确性。可选地,感应模块233配置为红外传感器、光电传感器或霍尔传感器,以定位吸盘架231与滑动模组32及固定模组33的相对位置。
41.进一步地,装配装置30用于将第一工件50和第二工件60卡接装配,其中,机架31配置为刚性结构,以安装和支撑固定模组33、滑动模组32和驱动组件34。机架31设置有顶板及安装于顶板的滑轨311,滑动模组32滑动连接于滑轨311。
42.固定模组33包括至少一个定模组件331和活动抵接于定模组件331的定模夹板组件332,定模组件331配置有定模腔3311,定模腔3311用于限定第一工件50,定模夹板组件332用于将第一工件50压接限定于定模腔3311。定模腔3311自定模组件331表面凹陷形成的凹槽结构,其形状与第一工件50 的结构尺寸相适配,以限定第一工件50的活动尺寸。具体地,第一工件50 限定于定模腔3311,其中,第一卡接块53凸出定模腔3311,第一卡接柱51 与定模腔3311之间形成具有供第二卡接块63插入的插接空间。定模夹板组件332在第一工件50装配至定模腔3311后压接至第一工件50的表面,以使第一工件50与定模腔3311之间的相对位置固定。
43.滑动模组32包括至少一个动模组件321和安装于动模组件321的动模夹板组件322,动模夹板组件322与动模组件321活动抵接或分离。定模组件 331配置有与定模腔3311相对设置的动模腔3211,动模腔3211用于限定第二工件60,动模夹板组件322用于将第二工件60压接限定于动模腔3211。动模腔3211自动模组件321表面凹陷形成的凹槽结构,其形状与第二工件60 的结构尺寸相适配,以限定第二工件60的活动尺寸。具体地,第二工件60 限定于动模腔3211,其中,第二卡接块63凸出动模腔3211,第二卡接柱61 与动模腔3211之间形成具有供第一卡接块53插入的插接空间。动模夹板组件322在第二工件60装配至动模腔
3211后压接至第二工件60的表面,以使第二工件60与动模腔3211之间的相对位置固定。
44.动模腔3211和定模腔3311的结构适配工件的形状,并能承受第二工件 60与第一工件50卡接装配所产生的推力,装配定位效果好。
45.滑动模组32与固定模组33间隔设置,两者之间的间距大于第一卡接块 53的凸出尺寸。驱动组件34推动滑动模组32与固定模组33合拢,以将第一工件50与第二工件60装配固定。即第二卡接块63插入定模腔3311,第二卡接槽62卡接于第一卡接柱51。第一卡接块53插入动模腔3211,第一卡接槽 52卡接于第二卡接柱61。第一工件50和第二工件60通过卡接配合连接,以构成完整的环形结构。
46.滑动模组32通过动模压板组件压接固定第二工件60,第二工件60的卡接位置朝向固定模组33方向,并在驱动组件34的驱动下朝向固定模组33方向移动,以使第二工件60与第一工件50卡接装配呈一体,提高装配效率及准确性。可选地,驱动组件34包括固定于机架31的伸缩气缸341,伸缩气缸341的输出轴连接于动模组件321。可选地,驱动组件34还包括调节座,伸缩气缸341安装于调节座,安装高度调节方便。
47.如图4和图5所示,定模组件331收纳及限定第一工件50,以使第一工件50仅能沿定模组件331的装配角度移动。定模夹板组件332用于夹持定位定模组件331上的第一工件50,以将第一工件50限定于定模组件331。其中,定模组件331包括固连于机架31的固定座3313和安装于固定座3313的定模块3312,定模腔3311设置于定模块3312。定模腔3311配置为弧形槽,且弧形槽相交至定模块3312的槽壁处,定模腔3311与动模腔3211相互匹配。
48.固定座3313用于调节定模块3312的高度及装配位置,以使定模腔3311 所限定的第一工件50与动模组件321所安装的第二工件60相互匹配装配位置。定模块3312安装于固定座3313,在定模块3312的上表面凹陷形成凹槽状的定模腔3311。定模腔3311呈半圆形,其中,定模腔3311的两端相交至定模块3312的侧壁。第一工件50自定模腔3311的顶部装入并插接至定模腔 3311,以使第一工件50限定于定模块3312,部分第一工件50在定模腔3311 凸出定模块3312的侧壁,继而采用定模夹板组件332压接固定。
49.可选地,定模夹板组件332固定于机架31,以方便调节定模夹板组件332 与定模组件331之间的相对位置,两者相对夹持位置调节范围大。可选地,定模夹板组件332固定于定模组件331,以使两者呈一体结构形成模块化整体安装至机架31,安装效率高。
50.如图4、图5和图7所示,定模夹板组件332转动夹持定模组件331上所安装的第一工件50,以使定模夹板组件332转离定模组件331的展开位置和抵接于定模组件331的压接位置。可选地,定模夹板组件332包括驱动件 3321、可转动连接于驱动件3321的输出轴的压板架3322、安装于驱动件3321 的连接座3323、及可转动连接压板架3322和连接座3323的连杆架3324,连接座3323位于压板架3322和定模腔3311之间。驱动件3321推动压板架3322 相对于连接座3323转动,压板架3322转动压接于定模腔3311。
51.连杆架3324与压板架3322的转动轴线、连杆架3324与驱动件3321的输出轴的转动轴线、以及压板架3322与连接座3323的转动轴线三根轴线呈三角分布。当驱动件3321伸长时推动压板架3322移动,压板架3322继而相对于连杆架3324转动,以使压板架3322转动压接于定模块3312。其中,驱动件3321配置为气缸、电磁阀等结构件。连接座3323位于驱动件3321和定模腔3311之间,以调节连杆架3324的位置,调节压接板33222的转动角度及压接位置,适配不同的工件结构。
52.压板架3322压接连接于第一工件50,以使第一工件50摆放至定模腔 3311后被压板架3322所压紧。其中,压板架3322包括连接杆33221、固连于连接杆33221的压接板33222和固定于压板架3322的至少一个柔性件 33223,连接杆33221可转动连接于驱动件3321的输出轴和连杆架3324,柔性件33223朝向定模组件331一侧凸出。连接杆33221与输出轴可转动连接,以使两者能够相对转动。可选地,连接杆33221的端部设置有凹槽,输出轴插接连接于凹槽并与连接杆33221可转动连接。压接板33222自连接杆33221 外延,且压接板33222的安装尺寸适配所压接工具的形状,以定位压接固定。如,压接板33222设置为板状结构,其宽度尺寸大于连接板的尺寸,以扩大压接面积等。
53.压板架3322的表面固定有一个或多个柔性件33223,柔性件33223设置为固定于压接板33222的橡胶件、套设于压接板33222的柔性套。具体地,柔性件33223包括连接于压接板33222的螺柱、固定于螺柱端部的橡胶垫,橡胶垫朝向定模组件331方向凸出。螺柱用于调节橡胶垫的凸出高度,以使橡胶垫能够紧密压接第一工件50。
54.动模组件321滑动连接于导轨并与驱动组件34连接,其中,动模组件 321包括滑动连接于机架31的滑动座3213和固连于滑动座3213的动模块 3212,动模夹板组件322固连于动模块3212。滑动座3213或动模块3212连接于驱动组件34的输出轴,以使动模组件321整体移动。动模夹板组件322 与定模夹板组件332的结构基本相同,可参照定模夹板组件332的结构进行理解。动模夹板组件322安装于动模块3212,以随动模块3212同步移动,对动模块3212所限定的第二工件60夹持定位强度高。
55.动模腔3211配置为弧形槽,且弧形槽相交至动模块3212的槽壁处,定模腔3311与动模腔3211相互匹配。动模腔3211呈半圆形,其中,动模腔3211 的两端相交至动模块3212的侧壁。第二工件60自动模腔3211的顶部装入并插接至动模腔3211,以使第二工件60限定于动模块3212,部分第二工件60 在动模腔3211凸出动模块3212的侧壁,继而采用动模夹板组件322压接固定。
56.如图3、图4和图8所示,为提高第一工件50和第二工件60的组装效率,其中,滑动模组32包括间隔分布的两组动模组件321,两组动模夹板组件322相对于动模组件321对称分布。两个动模组件321与两个定模组件331 相互对应设置,以使装配装置30能够同时装配两组穿墙护圈,装配效率高。动模夹板组件322相对设置,以使两组动模组件321位于两组动模夹板组件 322之间的区域,以使动模夹板组件322向中部合拢夹持工件。
57.进一步地,装配装置30中驱动组件34、滑动模组32和固定模组33均配置两组且对称分布于机架31。滑动模组32配置两组,每组滑动模组32配置两组动模组件321。固定模组33配置两组,每组固定模组33配置两组定模组件331。可选地,驱动组件34位于两组固定模组33之间。可选地,两组固定模组33背对设置,两组固定模组33位于两组驱动组件34之间,集中度高,穿墙护圈装配方便。
58.如图1和图3所示,在装配装置30将穿墙护圈组装完成后,需要将完成装配的穿墙护圈取出,以方便后一组注塑件的组装。在一实施例中,装配装置30还包括安装于机架的卸料组件40,卸料组件40用于将完成组装的穿墙护圈从装配装置30上取走。其中,卸料组件40包括卸料驱动件41及连接于卸料驱动件41的卸料机械手42,卸料机械手42用于抓取穿墙护圈脱离固定模组及滑动模组,卸料驱动件41带动卸料机械手42直线往复移动,以将穿墙护圈输出。
59.卸料机械手42在卸料驱动件41的驱动下移动至装配装置30的上方并与穿墙护圈的位置相对应,继而伸出抓取穿墙护圈后缩回,以将穿墙护圈与装配装置30分离。卸料驱动件41再带动卸料机械手42直线移动,以使穿墙护圈移出装配装置30的区域。卸料机械手42松开穿墙护圈,以使穿墙护圈落入到传输带或者周转箱,以进行后道工序。可选地,卸料驱动件41配置为气缸机构,以执行伸缩移动。可选地,卸料驱动件41配置为丝杠螺母结构,以进行高精度的直线往复移动。
60.上述实施例仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本技术保护的范围之内。其它结构和原理与现有技术相同,这里不再赘述。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1