一种防止产品表面发生流痕的注塑模具的制作方法
1.本实用新型属于注塑模具类工艺领域,具体涉及一种防止产品表面发生流痕的注塑模具。
背景技术:
2.注塑是一种工业产品生产造型的方法,产品通常使用橡胶注塑或塑料注塑。注塑产品通常使用在手机,手提电脑,通信、电器、电子和玩具等行业。
3.注塑是通过注塑机和注塑模具共同实现的,在现有技术中,熔融的橡胶通过注塑机注入模具内的直流道,而后流入型腔内成型,待冷却后取出。熔融pc料的流动性不好,若是通过直流道注入型腔内的话,成型产品上会留有流痕,严重影响制品的美观。
技术实现要素:
4.本实用新型目的是为了克服现有技术的不足而提供一种防止产品表面发生流痕的注塑模具。
5.为达到上述目的,本实用新型采用的技术方案是:一种防止产品表面发生流痕的注塑模具,它包括:
6.底板、固定在所述底板顶部的立板、固定在所述立板顶部的下模板、设置在所述下模板顶部的成型腔、开设在所述下模板顶部且与所述成型腔相连通的s形流道、设置在所述s形流道两端和底部的冷料井、开设在所述下模板内部的第一冷却水路、设置在所述下模板上且与其相配合使用的上模板、开设在所述上模板内的第二冷却水路、固定在所述上模板顶部的顶板、固定在所述上模板顶部且延伸至所述s形流道上的浇口套、贯穿所述下模板且延伸至所述s形流道底部的第一顶针、贯穿所述下模板且延伸至所述成型腔上的第二顶针以及固定在所述上模板上且穿设在所述下模板内的限位板;
7.所述浇口套内开设有与所述s形流道相通的主流道。
8.优化地,它还包括设置在所述底板上方的第一支撑板、固定在所述第一支撑板顶部的第二支撑板、固定在所述第二支撑板上且抵设在所述上模板下表面的顶升柱、套设在所述顶升柱上的复位弹簧、固定在所述底板上且抵设在所述下模板下表面的支撑柱以及固定在所述底板上且延伸至所述成型腔内的固定柱。
9.优化地,所述限位板顶部具有卡设在所述上模板上的卡接部,所述限位板底部具有楔形部。
10.优化地,所述主流道截面呈等腰梯形,所述等腰梯形的上底小于下底。
11.优化地,所述第二顶针套设在所述固定柱上。
12.优化地,所述第一冷却水路和第二冷却水路内通入水或油。
13.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:本实用新型防止产品表面发生流痕的注塑模具在下模板顶部开设s形流道,熔融的pc料经s形流道流入型腔内,解决了pc料流动性差的问题,不会在产品表面留下留痕,提高了产品的美观程度
与合格率。
附图说明
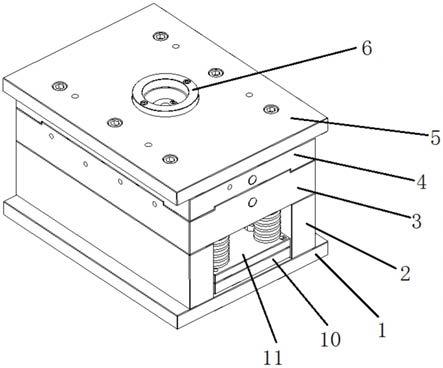
14.图1为本实用新型的结构示意图;
15.图2为本实用新型的局部结构示意图;
16.图3为本实用新型浇口套的结构示意图;
17.图4为本实用新型上模板的结构示意图;
18.图5为本实用新型下模板的结构示意图;
19.图6为本实用新型下模板的剖视图;
20.图7为本实用新型限位板的结构示意图;
21.图8为本实用新型限位板和下模板的剖视关系图;
22.图9为本实用新型第一顶针和第二顶针的位置关系图;
23.附图标记说明:
24.1、底板;2、立板;3、下模板;301、s形流道;302、冷料井;303、第一冷却水路;304、成型腔;4、上模板;402、第二冷却水路;5、顶板;6、固定环;7、浇口套;701、主流道;8、导向柱;9、导向套;10、第一支撑板;11、第二支撑板;12、顶升柱;13、复位弹簧;14、支撑柱;15、第一顶针;16、第二顶针;17、固定柱;18、限位板;181、卡接部;182、楔形部。
具体实施方式
25.下面结合附图所示的实施例对本实用新型作进一步描述。
26.如图1所示,为本实用新型的结构示意图,它通常与注塑机相配合使用,用于工业产品的注塑成型,它主要包括底板1、立板2、下模板3、上模板4、顶板5、固定环6、浇口套7、导向柱8、导向套9、第一支撑板10、第二支撑板11、顶升柱12、复位弹簧13、支撑柱14、第一顶针15、第二顶针16、固定柱17和限位板18等。
27.其中,底板1为矩形状金属板,通常固定在注塑机的机台上(可通过螺丝紧固的方式实现固定)。立板2有两块,它们通过螺丝紧固或焊接的方式固定在底板1上表面。下模板3固定在两块立板2顶部(在本实施例中,通过长螺钉贯穿底板1和立板2而旋拧在下模板3底部,从而实现下模板3的固定)。如图5所示,为下模板3的结构示意图,下模板3顶部开设有成型腔304和s形流道301(s形流道301与成型腔304相连,熔融的塑胶经过s形流道301流入成型腔304内成型,s形流道301解决了熔融pc料流动性差的问题,因此不会在产品表面留下流痕,提高了产品的美观度)。冷料井302设置在s形流道301两端和底部(冷料井302用于储存注射间隔期间产生的冷料头)。第一冷却水路303开设在下模板3内部(第一冷却水路303具有两方面的作用,一方面就是在注塑前,向第一冷却水路303内通入热水/热油,以提高下模板3的初始温度,防止熔融塑胶流入下模板3内由于温差而提前冷却;另一方面在注塑完成后,可以起到加速产品冷却的作用,提高注塑效率)。
28.上模板4设置在下模板3上且与其相配合使用,如图4所示,为上模板4的结构示意图,第二冷却水路402开设在上模板4内,第二冷却水路402和第一冷却水路303的作用相同,这里不做赘述。导向柱8有四根,它们固定在下模板3上;导向套9有四个,它们嵌设在上模板4内且与导向柱8相配合使用(导向套9与导向柱8的数量相同)。顶板5通过螺丝紧固的方式
固定在上模板4顶部,固定环6固定在顶板5上表面。浇口套7一端固定在上模板4上表面,另一端贯穿上模板4延伸至s形流道301上,如图3所示,为浇口套7的剖视图,浇口套7内开设有与s形流道301相通的主流道701(熔融的塑胶经主流道701流入s形流道301,进而流入成型腔304内成型;在本实施例中,主流道701截面呈等腰梯形,且等腰梯形的上底小于下底)。
29.第一支撑板10设置在底板1上方,第二支撑板11通过螺丝紧固的方式固定在第一支撑板10上。顶升柱12有四根,它们一端固定在第二支撑板11上,另一端贯穿下模板3延伸至上模板4底部,复位弹簧13有四个,它们套设在顶升柱12上(复位弹簧13用于复位第二支撑板11;在本实施例中,复位弹簧13位于第二支撑板11和下模板之3间,复位弹簧13的数量与顶升柱12的数量相同)。支撑柱14有四根,它们一端固定在底板1上,另一端贯穿第一支撑板10和第二支撑板11抵设在下模板3上。
30.第一顶针15一端固定在第二支撑板11上,另一端贯穿下模板3延伸至s形流道301底部。固定柱17一端固定在底板1上,另一端贯穿第一支撑板10、第二支撑板11和下模板3延伸至成型腔304内,第二顶针16一端固定在第二支撑板11上,另一端贯穿下模板3延伸至成型腔304内(在本实施例中,第二顶针16套设在固定柱17上,第二顶针16和固定柱17的数量相同)。
31.限位板18有两块,它们一侧固定在上模板4上,另一侧穿设在下模板3内,如图7所示,为限位板18的结构示意图。限位板18顶部具有卡设在上模板4上的卡接部181,限位板18底部具有楔形部182(楔形部182有向内的拔模斜度,方便脱模)。
32.本实用新型防止产品表面发生流痕的注塑模具的工作原理:外部升降气缸带动第一支撑板10和第二支撑板11升降(升降气缸缸体固定在底板1下表面,伸缩杆穿过底板1与第一支撑板10相连),顶升柱12将上模板4顶起,第一顶针15和第二顶针16与第二支撑板11同步上升,将成型后的产品顶出,取出产品后,在复位弹簧13的作用下,第二支撑板11复位。
33.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1