一种塑胶激光雷达外罩料头自动剪切装置的制作方法
1.本实用新型涉及料头剪切技术领域,特别是一种塑胶激光雷达外罩料头自动剪切装置。
背景技术:
2.激光雷达外罩依据基材可分类为玻璃外罩和塑胶外罩,但玻璃外罩因加工工艺繁琐,成本高,逐步被塑胶外罩取代。目前该制造领域,普遍采用可见光不透,红外线可透的改性聚碳酸酯pc或聚甲基丙烯酸甲酯pmma材料,依托注塑光学模具方式,导入批量化的制造生产。另一方面常规的激光雷达外罩多采用柱形结构或桶型结构,为了确保能实施最佳的注塑工艺,这一类塑胶件会在顶部设计大水口进胶,即激光雷达外罩注塑成型后,顶部带有直径为5~10mm且高度50~80mm的锥形料头,为了避免影响下一道的工序,在导入下一制造工序前,激光雷达外罩的超出高度的余料需要人为的切短或去除。目前切除这种粗直径的水口料头需要借助剪切力更大的手持式的气动剪钳,存在因作业人员操作不当,剪到手指的安全隐患;另外激光雷达外罩属于高精密的光学零部件,对产品表面的外观要求极其严苛,若存在杂质或碰划伤瑕疵等问题,均会使激光雷达外罩在激光透射的过程中发生偏斜、扭曲或散射现象。因此在激光雷达外罩注塑成型后,人工剪切料头的方式,容易导致产品外观面的碰划伤,产生了大量的不良品。另一方面人工剪料头无法精准管控剩余料头的长度,剪切后存在长度参差不齐的技术局限性。
技术实现要素:
3.为解决上述问题,本实用新型的目的是提供一种塑胶激光雷达外罩料头自动剪切装置,通过气动剪钳对多余的料头进行剪切和回收。
4.本实用新型实施例中采用以下方案实现:提供一种塑胶激光雷达外罩料头自动剪切装置,包括机械手a、机械手b和机械手悬臂,还包括激光雷达外罩、用于移动所述激光雷达外罩的第一产品移位吸附组件、用于移动所述激光雷达外罩的第二产品移位吸附组件、对所述激光雷达外罩上多余的料头进行固定的料头固定夹持组件、对所述激光雷达外罩上多余的料头进行剪切的料头剪切组件和对从所述激光雷达外罩上剪切下来的料头进行回收的料头回收篮,所述第一产品移位吸附组件设置在所述机械手a的左端,所述第二产品移位吸附组件设置在所述机械手b的右端,所述激光雷达外罩通过所述第一产品移位吸附组件设置在所述机械手a上,所述机械手b设置在所述机械手a的下方,所述机械手悬臂设置在所述机械手b的右端,所述机械手悬臂的底部设置有截面形状为l型的切料机构固定板,所述料头固定夹持组件、所述料头剪切组件和所述料头回收篮均设置在所述切料机构固定板上,所述切料机构固定板的横板的左端开设有与所述料头剪切组件和所述料头回收篮相配合的开口。
5.在本实用新型一实施例中,所述第一产品移位吸附组件包括硅胶吸盘固定板,所述硅胶吸盘固定板通过l型连接板安装在所述机械手a上,所述硅胶吸盘固定板上设置有多
根缓冲件,所述缓冲件上设置有用于吸附所述激光雷达外罩的硅胶真空吸盘,所述第二产品移位吸附组件的结构与所述第一产品移位吸附组件的结构相同。
6.在本实用新型一实施例中,所述缓冲件包括缓冲杆和缓冲弹簧,所述缓冲弹簧套设在所述缓冲杆上。
7.在本实用新型一实施例中,所述料头固定夹持组件包括气动夹持钳和夹持钳固定块,所述气动夹持钳通过所述夹持钳固定块设置在所述切料机构固定板的横板上,且位于所述切料机构固定板的横板的前端。
8.在本实用新型一实施例中,所述料头剪切组件包括气动剪钳和剪钳固定块,所述气动剪钳通过所述剪钳固定块固定在所述切料机构固定板的横板上,且位于所述切料机构固定板的横板的后端。
9.在本实用新型一实施例中,所述料头剪切组件位于所述料头固定夹持组件的左端。
10.本实用新型的有益效果:本实用新型提供一种塑胶激光雷达外罩料头自动剪切装置,通过产品移位吸附组件实施产品的自动移位输送,通过料头固定夹持组件锁紧和定位料头,通过料头剪切模块实现料头的剪切,通过废弃料头回收箱实现废料的收集,本实用新型结构简单,操作难度低,有效的避免了人工剪切方式所潜在的安全隐患,以及避免了人工剪切导致光学产品的外观划伤和可以精准管控剩余料头的长度。
附图说明
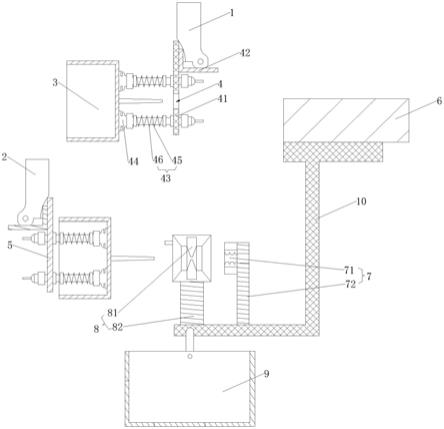
11.图1是一种塑胶激光雷达外罩料头自动剪切装置的结构示意图。
12.图2是机械手b和第二产品以为吸附组件的立体图。
13.图3是切料机构固定板、料头固定夹持组件、料头剪切组件和料头回收篮的立体图。
具体实施方式
14.下面结合附图对本实用新型做进一步说明。
15.请参阅图1至图3,本实用新型提供一种塑胶激光雷达外罩料头自动剪切装置,包括机械手a1、机械手b2和机械手悬臂6,机械手a1、机械手b2和机械手悬臂6的型号都可以是rmd08,但不仅限于此,还可以是一些其他型号的机械手,还包括激光雷达外罩3、用于移动所述激光雷达外罩3的第一产品移位吸附组件4、用于移动所述激光雷达外罩3的第二产品移位吸附组件5、对所述激光雷达外罩3上多余的料头进行固定的料头固定夹持组件7、对所述激光雷达外罩3上多余的料头进行剪切的料头剪切组件8和对从所述激光雷达外罩3上剪切下来的料头进行回收的料头回收篮9,所述第一产品移位吸附组件4设置在所述机械手a1的左端,所述第二产品移位吸附组件5设置在所述机械手b2的右端,所述激光雷达外罩3通过所述第一产品移位吸附组件4设置在所述机械手a1上,所述机械手b2设置在所述机械手a1的下方,所述机械手悬臂6设置在所述机械手b2的右端,所述机械手悬臂6的底部设置有截面形状为l型的切料机构固定板10,所述料头固定夹持组件7、所述料头剪切组件8和所述料头回收篮9均设置在所述切料机构固定板10上,所述切料机构固定板10的横板的左端开设有与所述料头剪切组件8和所述料头回收篮9相配合的开口101,料头剪切组件8剪下来的
料头通过开口101掉落到料头回收篮9内。
16.请继续参阅图3,所述第一产品移位吸附组件4包括硅胶吸盘固定板41,所述硅胶吸盘固定板41通过l型连接板42安装在所述机械手a1上,所述硅胶吸盘固定板41上设置有多根缓冲件43,所述缓冲件43上设置有用于吸附所述激光雷达外罩3的硅胶真空吸盘44,硅胶真空吸盘44的型号可以是pa
‑
3.5,也可以是一些别的型号,所述第二产品移位吸附组件5的结构与所述第一产品移位吸附组件4的结构相同。
17.请继续参阅图1和图2,所述缓冲件43包括缓冲杆45和缓冲弹簧46,所述缓冲弹簧46套设在所述缓冲杆45上,缓冲弹簧46起到缓冲减震的作用,防止作用力过大导致激光雷达外罩3的表面损坏。
18.请继续参阅图1和图3,所述料头固定夹持组件7包括气动夹持钳71和夹持钳固定块72,气动夹持钳71的型号可以是mcha
‑
32,也可以是一些其他的型号,所述气动夹持钳71通过所述夹持钳固定块72设置在所述切料机构固定板10的横板上,且位于所述切料机构固定板10的横板的前端,通过气动夹持钳71对多余的料头进行固定,同时通过与机械手的配合可以实现控制剩余料头长度的统一性。
19.请继续参阅图1环绕图3,所述料头剪切组件8包括气动剪钳81和剪钳固定块82,气动剪钳81的型号可以是fd9p,所述气动剪钳81通过所述剪钳固定块82固定在所述切料机构固定板10的横板上,且位于所述切料机构固定板10的横板的后端。
20.请继续参阅图3,所述料头剪切组件8位于所述料头固定夹持组件7的左端。
21.本实用新型具有以下工作原理:塑胶激光雷达外罩3成型后,需要对其多余的料斗进行剪切,控制其剩余料斗的长度(不全部剪裁完的原因是为了后续硬化过程还需要通过夹持料头来固定激光雷达外罩3。),模具型腔打开,机械手a1通过第一产品移位吸附组件4中的硅胶真空吸盘44作用于激光雷达外罩3的右部,缓冲件43上的缓冲弹簧46可以起到一定的缓冲作用,将激光雷达外罩3从光学模具的模腔中吸附移位,然后再传递至机械手b2的第二产品移位吸附组件5中的硅胶真空吸盘44上,第二产品移位吸附组件5的硅胶真空吸盘44作用于激光雷达外罩3的右侧内壁上,将产品精准移动至料头剪切组件8和夹持固定组件的左方,通过料头固定夹持模块中的气动夹持钳71夹持锁紧激光雷达外罩3的料头,避免料头在剪切的过程中四处飞溅造成人身伤害或污染作业环境;同时通过料头剪切组件8内的气动剪钳81实施料头的快速裁切;最终产生的废弃料头掉落到料头剪切组件8下方的料头回收篮9中。
22.以上所述仅为本实用新型的较佳实施例,不能理解为对本技术的限制,凡依本实用新型申请专利范围所做的均等变化与修饰,皆应属本实用新型的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1