工字布带易拆装导向装置的制作方法
1.本实用新型属于胶布加工技术领域,涉及工字布带的传送装置,尤其是一种工字布带易拆装导向装置。
背景技术:
2.胶布是一种应用于气垫制造的常用布料,对于气垫上表面和侧表面连接位置,下表面和侧表面连接位置,以及其他边缘位置的部分需要应用工字布块将相邻布料缝制连接。
3.所述工字布块是采用两块胶布粘接而成的,在加工过程中包括粘接工序,叠布工序和裁切工序,目前对于上述工序尚没有专用的设备,均是采用人工方式进行的。
4.现有技术中,将两卷胶布套装在放布轴的外侧,之后采用人工方式将两层胶布粘接形成工字布带,其中在工字布带的一侧表面宽度两侧需预留出翻边;之后工字布带传送至叠布工序,操作人员采用手工方式将工字布带的宽度两侧沿中心对折并挤压;最后,在裁切工序中,采用人工方式手持裁刀分割成适合长度的工字布块。
5.为解决上述问题,我司参与了针对工字布块加工的自动系统的研发。并将上述研发成果合作申请了专利号为“2020211790495”,专利名称为“一种胶布制工字布块用加工系统”的专利。该系统包括成形装置,叠布装置和裁切装置,在实际使用过程中,上述系统可采用机械设备取代人工方式进行加工。但上述设备在实际使用的过程中,存在一些缺陷。在一卷胶布使用完毕时需要更换,以及在加工过程中出现布料堆叠打结时需要对胶布进行更换。但在更换时,所用的导向结构(如压辊)的装置是固定安装,在穿插胶布端部和调整胶布位置时十分不便,常常需要将固定的导向装置进行拆卸重组,并在重组之后,还需要对胶布位置进行校正,操作极为不便。
6.因此,在实际应用的过程中,我司又针对上述问题进行了设计,研制了一种工字布带易拆装导向装置。
技术实现要素:
7.本实用新型的目的在于克服现有技术的不足,提供一种结构合理,快速拆装,可将工字布带上方敞开的工字布带易拆装导向装置。
8.本实用新型是通过以下技术方案实现的:
9.工字布带易拆装导向装置,其特征在于:包括两个易拆组件,两个易拆组件对称安装在工字布带传送位置的宽向两侧,所述的两个易拆组件之间共同安装有一导向辊,该导向辊用于压接在工字布带的上端面;每个易拆组件内均包括一个基座,依据工字布带的传送方向将基座近传送上游一侧设置为左侧,近传送下游一侧为右侧,每个基座的左侧安装有一铰装部,右侧安装有一压紧部,其中铰装部内安装有所述的导向辊,通过铰装部在上下位之间的摆转能调整导向辊的竖直高度,压紧部用于将铰装部的竖直位置锁紧固定。
10.进一步的,每个易拆组件内的铰装部均包括一个侧支架,该侧支架固定在基座的
左侧,所述侧支架的上端由基座上方伸出,侧支架的上端部通过铰轴安装有一个铰块,铰块远端转动安装有所述的导向辊的一侧端部,两个易拆组件内的铰块之间共同安装所述的导向辊。
11.进一步的,所述铰块远离铰轴位置一端沿竖直方向安装有一定位柱。
12.进一步的,每个易拆组件内的压紧部均包括一个立杆,该立杆的上端部沿竖直方向一体安装有一个立板,所述立板内分别铰装有下压杆和锁紧杆,锁紧杆的一端和立板铰装,另一端一体安装有一下压柱,在低位状态时下压柱的下端部和铰块安装的定位柱紧密接触;锁紧杆的一端铰装在立板下部靠近铰块位置,该锁紧杆中部镂空设置,该镂空位置容置下压杆穿过,锁紧杆在上位状态时和下压杆十字交叉,镂空位置的上沿将下压杆的上端面紧密压接锁死固定。
13.本实用新型的优点和积极效果是:
14.本实用新型中,采用两个对称安装的易拆组件进行配合,两个易拆组件之间共同安装导向辊。每个易拆组件中采用一个基座作为安装基础,基座的一侧安装铰装部,另一侧安装压紧部。铰装部用于调整导向辊的水平位置,压紧部则对导向辊压紧位置进行限位固定。
15.本实用新型中,铰装部包括一个侧支架,侧支架由基座底部向上安装,在其上端部铰装铰块。所述的铰块能相对于侧支架进行摆转,当其摆转至低位时可将工字布带压紧,将其摆转至高位时,则将工字布带松开,并使其上部处于开放状态。
16.本实用新型中,压紧部安装有立杆来对高度差进行补偿,使得立板的水平高度相对于导向辊的低位位置尽量平齐。立板内安装的下压杆可以铰轴为中心向导向辊一侧进行摆转,当其摆转至水平状态时,其端部安装的下压柱能和定位柱的上端紧密压接。锁紧杆和下压杆交叉设置,其中部的镂空位置用于下压杆穿过。待其摆转至垂直状态时,锁紧杆镂空位置的上沿正好压紧在下压杆的上端面,进而实现对下压杆位置的锁紧固定。
附图说明
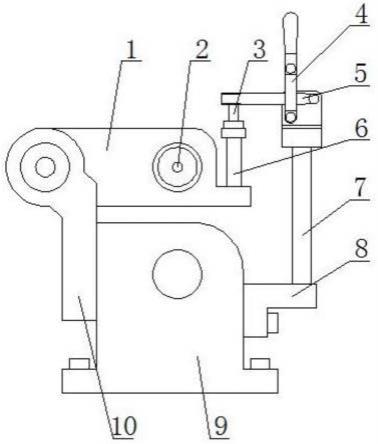
17.图1为本实用新型的结构示意图;
18.图2为本实用新型取消对导向辊限制的状态图。
具体实施方式
19.下面通过实施例对本实用新型作详细说明,所述实施例是说明性的,而非限制性的,不能以此限定本实用新型的保护范围。
20.工字布带易拆装导向装置,本实用新型的创新在于,包括两个易拆组件,两个易拆组件对称安装在工字布带传送位置的宽向两侧,所述的两个易拆组件之间共同安装有一导向辊2,该导向辊用于压接在工字布带的上端面;每个易拆组件内均包括一个基座9,依据工字布带的传送方向将基座近传送上游一侧设置为左侧,近传送下游一侧为右侧,每个基座的左侧安装有一铰装部,右侧安装有一压紧部,其中铰装部内安装有所述的导向辊,通过铰装部在上下位之间的摆转能调整导向辊的竖直高度,压紧部用于将铰装部的竖直位置锁紧固定。
21.本实施例中,每个易拆组件内的铰装部均包括一个侧支架10,该侧支架固定在基
座的左侧,所述侧支架的上端由基座上方伸出,侧支架的上端部通过铰轴安装有一个铰块1,铰块远端转动安装有所述的导向辊的一侧端部,两个易拆组件内的铰块之间共同安装所述的导向辊。
22.本实施例中,所述铰块远离铰轴位置一端沿竖直方向安装有一定位柱6。
23.本实施例中,每个易拆组件内的压紧部均包括侧安装块,在侧安装块8的上端一体固定有一个立杆7,该立杆的上端部沿竖直方向一体安装有一个立板,所述立板内分别铰装有下压杆和锁紧杆,锁紧杆的一端和立板铰装,另一端一体安装有一下压柱3,在低位状态时下压柱的下端部和铰块安装的定位柱紧密接触;锁紧杆的一端铰装在立板下部靠近铰块位置,该锁紧杆4中部镂空设置,该镂空位置容置下压杆5穿过,锁紧杆在上位状态时和下压杆十字交叉,镂空位置的上沿将下压杆的上端面紧密压接锁死固定。
24.本实用新型的使用过程是:
25.本实用新型中,在开放状态下如图2所示,将锁紧杆向远离导向辊一侧拨动,锁紧杆镂空位置的上沿和下压杆的上端面错位,此时由于下压杆的上部不受限制,因此可以为圆心铰轴自由摆转。待摆动至高位位置后,下压柱和定位柱分离。此时,铰块的自由端松开可以铰轴为圆心摆转,进而将导向辊上抬至高位。此时,原导向辊下方压紧的工字布带可自由拉拽,左右调整。
26.待工字布带调整完成后,与上述流程反向。首先将铰块下移将工字布带压紧,之后调整下压杆的摆转角度,使得下压柱压接在定位柱的上端部,最后再将锁紧杆摆转至垂直状态,使得锁紧杆镂空位置的上沿和下压杆上端面压紧固定。
27.本实用新型中,采用两个对称安装的易拆组件进行配合,两个易拆组件之间共同安装导向辊。每个易拆组件中采用一个基座作为安装基础,基座的一侧安装铰装部,另一侧安装压紧部。铰装部用于调整导向辊的水平位置,压紧部则对导向辊压紧位置进行限位固定。
28.本实用新型中,铰装部包括一个侧支架,侧支架由基座底部向上安装,在其上端部铰装铰块。所述的铰块能相对于侧支架进行摆转,当其摆转至低位时可将工字布带压紧,将其摆转至高位时,则将工字布带松开,并使其上部处于开放状态。
29.本实用新型中,压紧部安装有立杆来对高度差进行补偿,使得立板的水平高度相对于导向辊的低位位置尽量平齐。立板内安装的下压杆可以铰轴为中心向导向辊一侧进行摆转,当其摆转至水平状态时,其端部安装的下压柱能和定位柱的上端紧密压接。锁紧杆和下压杆交叉设置,其中部的镂空位置用于下压杆穿过。待其摆转至垂直状态时,锁紧杆镂空位置的上沿正好压紧在下压杆的上端面,进而实现对下压杆位置的锁紧固定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1