直通电熔接头自动化生产系统的制作方法
1.本实用新型涉及一种自动化生产系统,尤其涉及一种直通电熔接头自动化生产系统。
背景技术:
2.直通电熔接头是靠内部铜线通电发热并融化塑料,达到熔接管材目标的一种连接配件。该产品人工制造工序复杂、劳动强度高、生产效率较低。直通电熔接头的制造工艺过程,主要包括缠绕线缆、焊接端子、注塑成型、脱模、检测。现急需发明一种能够自动化生产直通电熔接头的生产线,实现直通电熔接头的自动生产。
技术实现要素:
3.本实用新型是针对现有技术的不足,提供一种直通电熔接头自动化生产系统,实现自动放线,进而实现直通电熔接头的自动生产。
4.这种直通电熔接头自动化生产系统,放线装置用于将线缆输送到剥线装置;剥线装置用于剥除线缆的绝缘皮,并将线缆由放线装置输送至绕线装置;绕线装置用于将线缆自动缠绕在空的绕线芯轴上;芯轴移转装置用于移转绕线芯轴;注塑机用于将绕线装置缠绕完成的芯轴进行注塑;检测脱模装置用于对注塑机完成注塑的芯轴进行质量检测并进行自动脱模。
5.进一步优化,所述的注塑机上设置有用于移动芯轴的供料台。
6.进一步优化,所述的检测脱模装置固定安装在冷却输送平台上。
7.进一步优化,所述的放线装置的放线支撑板与用于缠绕线缆的放线筒固定安装在放线底架上,插板固定在放线支撑板上,线缆由放线筒拉出经安装在插板上的和支撑板上的滚轮拉伸至剥线装置,剥线装置固定在插板上,放线底架下方安装有支撑脚座一,放线筒由变频电机驱动。
8.进一步优化,所述的绕线装置的绕线支撑台固定在绕线支架上,用于安放绕线芯轴的转台通过转台轴承固定在绕线支撑台上,转台由转台伺服电机驱动,绕线组件在绕线支撑台上,移动台固定安装在绕线支架上,焊接装置安装在移动台上,支架下方安装有支撑脚座二。
9.进一步优化,所述的冷却输送平台的用于安放绕线芯轴的移动座固定安装在环形导轨上,环形导轨通过输送台固定在输送支架上,传动节与移动座连接,输送气缸通过直线导轨与拨动销连接,传送带安装在输送支架上。
10.进一步优化,所述的检测脱模装置的下方设置有脱模轴的脱模支撑板由导向轴支撑,脱模升降台上装有移动限位装置,移动限位装置套装在导向轴上,检测支撑板由导向轴支撑,且检测支撑板可沿导向轴上下移动,检测支撑板下方设置有带有探伤检测元件的检测转轴。
11.进一步优化,所述的支撑脚座一通过螺纹旋在放线底架上。
12.进一步优化,所述的绕线组件的插销轴固定在绕线气缸上,并由绕线气缸驱动升降,插销轴上方设有绕线空间,绕线空间的上方安装有绕线动力轴,绕线动力轴通过绕线驱动装置驱动。
13.本实用新型优点在于:本实用新型可代替人工制造工序过程,其结构新颖、工作精度高、操作简单、运行平稳、噪声小、生产效率高、成本低、可靠性高。
附图说明
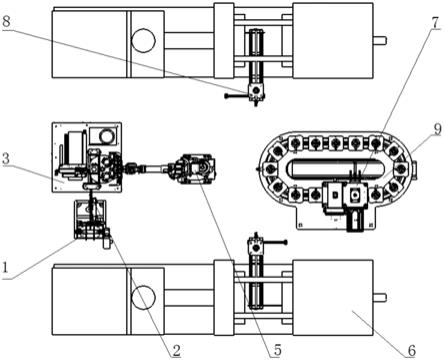
14.图1为直通电熔接头自动化生产系统的结构示意图。
15.图2为放线装置结构示意图。
16.图3为绕线装置结构示意图。
17.图4为冷却输送平台结构示意图。
18.图5为检测脱模装置结构示意图。
19.图中标记:1-放线装置,2-剥线装置,3-绕线装置,4-绕线芯轴,5-芯轴移转装置,6-注塑机,7-检测脱模装置,8-供料台,9-冷却输送平台,10-线缆,11-放线支撑板,12-放线筒,13-放线底架,14-插板,15-滚轮,16-支撑脚座一,31-绕线支撑台,32-绕线支架,33-转台,34-转台轴承,35-绕线组件,36-移动台,37-绕线支架,38-焊接装置,39-支撑脚座二,71-脱模轴,72-脱模支撑板,73-导向轴,74-移动限位装置,75-检测支撑板,76-探伤检测元件,77-转测转轴,91-移动座,92-环形导轨,93-输送台,94-输送支架,95-传动节,96-输送气缸,97-直线导轨,98-拨动销,99-传送带,351-插销轴,352-绕线气缸,353-绕线动力轴。
具体实施方式
20.下面结合附图对直通电熔接头自动化生产系统进行进一步说明。
21.这种直通电熔接头自动化生产系统,放线装置1用于将线缆10输送到剥线装置2;剥线装置2用于剥除线缆10的绝缘皮,并将线缆10由放线装置1输送至绕线装置3;绕线装置3用于将线缆10自动缠绕在空的绕线芯轴4上;芯轴移转装置5用于移转绕线芯轴4;注塑机6用于将绕线装置3缠绕完成的芯轴进行注塑,注塑机6上设置有用于移动芯轴的供料台8;检测脱模装置7用于对注塑机6完成注塑的芯轴进行质量检测并进行自动脱模,检测脱模装置7固定安装在冷却输送平台9上。
22.放线装置1的放线支撑板11与用于缠绕线缆10的放线筒12固定安装在放线底架13上,插板14固定在放线支撑板11上,线缆10由放线筒12拉出经安装在插板14上的和支撑板上的滚轮15拉伸至剥线装置2,剥线装置2固定在插板14上,放线底架13下方安装有支撑脚座一16,放线筒12由变频电机驱动。
23.绕线装置3的绕线支撑台31固定在绕线支架3732上,用于安放绕线芯轴4的转台33通过转台轴承34固定在绕线支撑台31上,转台33由转台伺服电机驱动,绕线组件35在绕线支撑台31上,移动台36固定安装在绕线支架3732上,焊接装置38安装在移动台36上,支架下方安装有支撑脚座二39。
24.冷却输送平台9的用于安放绕线芯轴4的移动座91固定安装在环形导轨92上,环形导轨92通过输送台93固定在输送支架94上,传动节95与移动座91连接,输送气缸96通过直线导轨97与拨动销98连接,传送带99安装在输送支架94上。
25.检测脱模装置7的下方设置有脱模轴71的脱模支撑板72由导向轴73支撑,脱模升降台上装有移动限位装置74,移动限位装置74套装在导向轴73上,检测支撑板75由导向轴73支撑,且检测支撑板75可沿导向轴73上下移动,检测支撑板75下方设置有带有探伤检测元件76的检测转轴77。
26.绕线组件35的插销轴351固定在绕线气缸352上,并由绕线气缸352驱动升降,插销轴351上方设有绕线空间,绕线空间的上方安装有绕线动力轴353,绕线动力轴353通过绕线驱动装置驱动。
27.系统工作原理:
28.放线装置1的送线筒以电动机为动力,经由滚轮15张紧,将线缆10送入剥线装置2中。为了给下一道焊接工序做准备,剥线装置2需要将线缆10焊接端子部位上的绝缘线皮剥掉。
29.芯轴移转装置5抓手将空的绕线芯轴4送到绕线装置3的转动平台上,剥线装置2将剥好线的线缆10送到绕线装置3的预定焊接位置,绕线装置3的超声波焊接装置38进行线缆10和端子的焊接。焊接完成后,绕线装置3的电动机带动空的绕线芯轴4进行缠线工作,缠线工作完成后,再经由芯轴移转装置5抓手移动至下一工序。
30.供料台8将上一次工作循环中已经注塑完成的绕线芯轴4送出,芯轴移转装置5将此产品抓走,同时芯轴移转装置5将新的、未注塑的、缠好线的绕线芯轴4放到供料台8上,供料台8将该绕线芯轴4送到注塑机6中进行注塑。
31.芯轴移转装置5将注塑完成的绕线芯轴4送到冷却输送平台9上,同时芯轴移转装置5从冷却输送平台9上取出新的、空的绕线芯轴4,进行下一次工作循环。
32.冷却输送平台9将注塑完成的绕线芯轴4通过环形轨道输送到检测脱模装置7中进行产品的脱模和质量检测。脱模后得到的空的绕线芯轴4经由冷却输送平台9运输至下一工位并准备进行下一次工作循环;脱模后得到的成品直通电熔接头经检测脱模装置7中的检测元器件进行质量扫描检测,合格品经由气缸推杆推到合格品区,不合格品经由气缸推杆推到不合格品区,此次工作周期结束。
33.放线装置工作原理:
34.剥线器装置和变频电机作为放线装置1上线缆10的传输动力源,变频电机起动后,放线筒12放线,同时剥线装置2拉线并剥线;线缆10经由滚轮15张紧后拉伸至剥线装置2,剥线装置2剥除绝缘皮,为焊接做准备;支撑脚座一16通过螺纹旋在放线底架13上,起到调节装置高度的作用。
35.绕线装置工作原理:
36.绕线支撑台31固定在绕线支架3732上,转台轴承34固定在绕线支撑台31上,转台33固定在转台轴承34上,转台伺服电机与转台33相连并带动转台33旋转;芯轴移转装置5将绕线芯轴4放在转台33后,转台伺服电机带动转台33将绕线芯轴4送到绕线动力轴353底下的绕线空间准备进行绕线工作;插销轴351固定在绕线气缸352上,绕线气缸352伸长并带动插销轴351向上运动,插销轴351将绕线芯轴4顶起,绕线芯轴4脱离转台33并与绕线动力轴353接触;绕线伺服电机带动绕线动力轴353旋转,绕线动力轴353带动绕线芯轴4旋转并绕线。
37.冷却输送平台工作原理:
38.绕线芯轴4放在移动座91上,移动座91固定在环形导轨92上,环形导轨92固定在输送台93上,输送台93固定在输送支架94上,传动节95与移动座91相互连接,输送气缸96通过直线导轨97与拨动销98相互连接,传送带99固定在输送支架94上;输送气缸96的伸缩带动拨动销98进行往复伸缩,同时拨动销98间歇推动传动节95向前运动,通过链条的连接,传动节95带动移动座91沿着环形导轨92做间歇移动,从而达到有节拍地输送绕线芯轴4的目的;传送带99用于将合格的直通电熔接头输送到储料区。
39.检测脱模装置工作原理:
40.下方设置有脱模轴71的脱模支撑板72由导向轴73支撑,脱模升降台上装有移动限位装置74,移动限位装置74套装在导向轴73上,检测支撑板75由导向轴73支撑,且检测支撑板75可沿导向轴73上下移动,检测支撑板75下方设置有带有探伤检测元件76的检测转轴77。当冷却输送平台9将绕线芯轴4送到探伤检测元件76旁边后,检测转轴77在气缸的作用下下降并插入到绕线芯轴4中,由伺服电机带动其旋转,探伤检测元件76对产品进行探伤检测;检测完成后,冷却输送平台9将绕线芯轴4送到升降台上,升降气缸将升降台顶起,绕线心轴与脱模轴71接触,在脱模气缸的作用下,脱模轴71将芯轴的上模从直通电熔接头中拔出;同时脱模升降台继续上升并将直通电熔接头从下模中拔出;拔出的直通电熔接头成品被气缸推送到传送带99上运往成品储料区域。
41.以上所述是本实用新型的具体实施例及所运用的技术原理,任何基于本实用新型技术方案基础上的任何修改、等效变换,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1