一种可减少气泡生成的注塑送料螺杆的制作方法
1.本实用新型属于注塑螺杆技术领域,尤其涉及一种可减少气泡生成的注塑送料螺杆。
背景技术:
2.注塑螺杆是注塑机的关键零件之一,它在注塑机的机筒内旋转,主要作用就是将固态的塑胶颗粒或胶粉末熔融塑化,存储计量,再将存储到一定量的熔融态的塑胶注入模具成型,模具冷却后顶出,得到塑胶成品。
3.目前市面上现有的注塑螺杆结构简单,因大多数注塑原料液体成胶状,普通的螺杆在搅拌注塑原料液体的过程中,难免会产生一些气泡出现,普通的注塑螺杆没有清除气泡的措施,当存储到一定量的熔融态的塑胶注入模具内,冷却成型后塑胶成品的质量较差。
4.因此,发明一种可减少气泡生成的注塑送料螺杆显得非常必要。
技术实现要素:
5.为了解决上述技术问题,本实用新型提供一种可减少气泡生成的注塑送料螺杆,包括壳体,所述壳体上端面一侧开设有第一导向槽,且第一导向槽上端连接有导向管,该导向管上方连接有导料桶,所述壳体内部开设有容置腔,且容置腔内设有螺杆,该壳体一端设有支撑板,所述支撑板中部开设有第二导向槽,该螺杆通过第二导向槽贯穿于支撑板,且螺杆一侧连接有支撑块,该支撑块一侧开设有容置槽,该容置槽内壁上设有弹性件,且弹性件一侧连接有导向件,该导向件一侧连接有十字架,该十字架一侧连接有锥形壳体,该锥形壳体内部开设有锥形槽,所述锥形壳体一侧开设有第一导向孔,所述容置腔一端连接有锥形空间,该锥形空间一侧开设有第二导向孔,首先将注塑原料倒入导料桶内,通过导料桶将注塑原料输送至容置腔内,通过加热器的加热使注塑原料加工成液体态,因气泡相较于液体的密度较小的特性,气泡会自动漂浮在液体的上方顶抵在容置腔内侧壁上,且通过十字架将没有气泡的塑料液体输送至锥形槽进行有效的分离,通过第一导向孔和第二导向孔输送至注塑模具内,提高了注塑成品的质量。
6.所述壳体上端面中部对称设有两个加热器,且壳体下端面对称设有另外两个加热器。
7.所述壳体上端面另一侧开设有通槽,且通槽上方连接有导向管道。
8.所述导向管道上端设有盖板。
9.所述螺杆一侧开设有容置空间,且容置空间内壁上连接有固定件。
10.所述第一导向孔和第二导向孔适配。
11.与现有技术相比,本实用新型具有如下有益效果:
12.1、本实用新型的通槽的设置,通过螺杆的搅拌,使正在容置腔内加工的塑料液体会产生一些气泡导致塑料液体的质量变差,由于气泡相较于液体的密度较小的特性,所以液体内产生的气泡会漂浮在液体的上方且顶抵在容置腔内侧壁上,当空气积聚较多时,通
过导向管道排出到设备外面,进而,提高了塑料液体的质量。
13.2、本实用新型的加热器的设置,通过加热器上下对称设置,当注塑原料颗粒,通过导料桶倒入容置腔内,且通过加热器将注塑原料颗粒融化成液体状态,通过第一导向孔传送至注塑模具上面,使加工完成后的产品密度更高。
14.3、本实用新型的盖板的设置,当导向管道将塑料液体表面的气泡排出完成后,通过盖板将导向管道出口封闭住,有利于容置腔内的温度保持一个正常适于加工塑料液体的状态。
附图说明
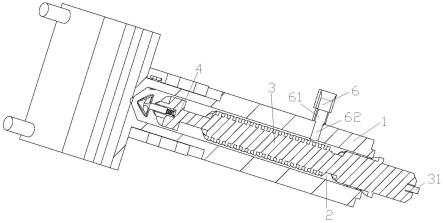
15.图1是本实用新型的结构示意图;
16.图2是本实用新型的十字架的局部放大图;
17.图3是本实用新型的第二导向槽的局部放大图。
[0018] 1-壳体,11-支撑板,12-第二导向槽,2-容置腔,3-螺杆,31-固定件,4-支撑块,41-弹性件,42-导向件,43-十字架,44-锥形壳体,45-第一导向孔,5-锥形空间,51-第二导向孔,52-通槽,53-盖板,6-导料桶,61-导向管,62-第一导向槽,7-加热器。
具体实施方式
[0019]
以下结合附图对本实用新型做进一步描述:
[0020]
实施例:
[0021]
如附图1至附图3所示
[0022]
本实用新型提供一种可减少气泡生成的注塑送料螺杆,包括壳体1,其特征在于:所述壳体1上端面一侧开设有第一导向槽62,且第一导向槽62上端连接有导向管61,该导向管61上方连接有导料桶6,所述壳体1内部开设有容置腔2,且容置腔2内设有螺杆3,该壳体1一端设有支撑板11,所述支撑板11中部开设有第二导向槽12,该螺杆3通过第二导向槽12贯穿于支撑板11,且螺杆3一侧连接有支撑块4,该支撑块4一侧开设有容置槽,该容置槽内壁上设有弹性件41,且弹性件41一侧连接有导向件42,该导向件42一侧连接有十字架43,该十字架43一侧连接有锥形壳体44,该锥形壳体44内部开设有锥形槽,所述锥形壳体44一侧开设有第一导向孔45,所述容置腔2一端连接有锥形空间5,该锥形空间5一侧开设有第二导向孔51。
[0023]
所述壳体1上端面中部对称设有两个加热器7,且壳体1下端面对称设有另外两个加热器7,通过加热器7上下对称设置,当注塑原料颗粒,通过导料桶6倒入容置腔2内,且通过加热器7将注塑原料颗粒融化成液体状态,通过第一导向孔45传送至注塑模具上面,使加工完成后的产品密度更高。
[0024]
所述壳体1上端面另一侧开设有通槽52,且通槽52上方连接有导向管道,通过螺杆3的搅拌,使正在容置腔2内加工的塑料液体会产生一些气泡导致塑料液体的质量变差,利用气泡相较于液体的密度较小的特性,且液体内产生的气泡会漂浮在液体的上方顶抵在容置腔2内侧壁上,当空气积聚较多时,通过导向管道排出到设备外面,提高了塑料液体的质量。
[0025]
所述导向管道上端设有盖板53,当导向管道将塑料液体表面的气泡排出完成后,
通过盖板53将导向管道出口封闭住,有利于容置腔2内的温度保持一个正常适于加工塑料液体的状态。
[0026]
所述螺杆3一侧开设有容置空间,且容置空间内壁上连接有固定件31,有利于螺杆3装配传动机。
[0027]
所述第一导向孔45和第二导向孔51适配,通过第一导向孔45和第二导向孔51适配,有利于将锥形空间5内的液体,更准确的输送到注塑模具内。
[0028]
工作原理
[0029]
本实用新型中,将注塑原料倒入导料桶6内,通过导料桶6将注塑原料输送至容置腔2内,通过加热器7的加热使注塑原料加工成液态,因气泡相较于液体的密度较小的特性,气泡会自动漂浮在液体的上方顶抵在容置腔2内侧壁上,在螺杆3向前推动塑料液体过程中,首先,锥形壳体44外侧壁顶抵在第二导向孔51孔口,且紧密配合,然后,利用支撑块4向前推动塑料液体,进而,没有气泡的塑料液体会从锥形壳体44内侧注入第二导向孔51,进一步输送至注塑模具内,提高了注塑成品的质量。
[0030]
利用本实用新型所述的技术方案,或本领域的技术人员在本实用新型技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本实用新型的保护范围。
技术特征:
1.一种可减少气泡生成的注塑送料螺杆,包括壳体(1),其特征在于:所述壳体(1)上端面一侧开设有第一导向槽(62),且第一导向槽(62)上端连接有导向管(61),该导向管(61)上方连接有导料桶(6),所述壳体(1)内部开设有容置腔(2),且容置腔(2)内设有螺杆(3),该壳体(1)一端设有支撑板(11),所述支撑板(11)中部开设有第二导向槽(12),该螺杆(3)通过第二导向槽(12)贯穿于支撑板(11),且螺杆(3)一侧连接有支撑块(4),该支撑块(4)一侧开设有容置槽,该容置槽内壁上设有弹性件(41),且弹性件(41)一侧连接有导向件(42),该导向件(42)一侧连接有十字架(43),该十字架(43)一侧连接有锥形壳体(44),该锥形壳体(44)内部开设有锥形槽,所述锥形壳体(44)一侧开设有第一导向孔(45),所述容置腔(2)一端连接有锥形空间(5),该锥形空间(5)一侧开设有第二导向孔(51)。2.如权利要求1所述的可减少气泡生成的注塑送料螺杆,其特征在于:所述壳体(1)上端面中部对称设有两个加热器(7),且壳体(1)下端面对称设有另外两个加热器(7)。3.如权利要求2所述的可减少气泡生成的注塑送料螺杆,其特征在于:所述壳体(1)上端面另一侧开设有通槽(52),且通槽(52)上方连接有导向管道。4.如权利要求3所述的可减少气泡生成的注塑送料螺杆,其特征在于:所述导向管道上端设有盖板(53)。5.如权利要求4所述的可减少气泡生成的注塑送料螺杆,其特征在于:所述螺杆(3)一侧开设有容置空间,且容置空间内壁上连接有固定件(31)。6.如权利要求5所述的可减少气泡生成的注塑送料螺杆,其特征在于:所述第一导向孔(45)和第二导向孔(51)适配。
技术总结
本实用新型提供一种可减少气泡生成的注塑送料螺杆,包括壳体,所述壳体上端面一侧开设有第一导向槽,且第一导向槽上端连接有导向管,该导向管上方连接有导料桶,所述壳体内部开设有容置腔,且容置腔内设有螺杆,该壳体一端设有支撑板,所述支撑板中部开设有第二导向槽,该螺杆通过第二导向槽贯穿于支撑板,通过螺杆的搅拌,使正在容置腔内加工的塑料液体会产生一些气泡导致塑料液体的质量变差,利用气泡相较于液体的密度较小的特性,且液体内产生的气泡会漂浮在液体的上方顶抵在容置腔内侧壁上,当空气积聚较多时,通过导向管道排出到设备外面,提高了塑料液体的质量。提高了塑料液体的质量。提高了塑料液体的质量。
技术研发人员:王艳秋
受保护的技术使用者:天津市富生橡塑制品有限公司
技术研发日:2021.12.22
技术公布日:2022/9/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1