具有内部空腔的产品的成型装置的制作方法
1.本技术涉及复合材料产品加工技术领域,尤其涉及具有内部空腔的产品的成型装置。
背景技术:
2.复合材料成型工艺是复合材料工业的发展基础和条件。随着复合材料应用领域的拓宽,复合材料工业得到迅速发展,一些成型工艺日臻完善,新的成型方法不断涌现,现有产品的成型技术只能用于结构简单的零件,对于结构复杂的零件例如具有内部空腔的产品只能将零件拆分为多个,然后通过装配或者粘接的方式将其组合在一起,或者目前在复合材料产品的内部具有空间的情况下,大多数现有的复合材料成型工艺为了取出成品均需对芯模有所破坏,或者对成品的内表面有所磨损。以上方式均不利于复合材料结构件的轻量化和强度提升。
3.基于以上背景,本技术提出了一种具有内部空腔的产品的成型装置,使具有内部空腔的产品得以成型且不会对成品内表面造成磨损也不需要破坏芯模。
技术实现要素:
4.为克服相关技术中存在的问题,本技术提供一种具有内部空腔的产品的成型装置,该成型装置能够实现具有内部空腔的产品一体成型且不会对成品内表面造成磨损。
5.本技术第一方面提供一种具有内部空腔的产品的成型装置,具有内部空腔产品包括n个预成型产品,包括
6.所述具有内部空腔的产品的成型装置包括热压成型模具,气囊,基座和充气装置;
7.所述热压成型模具包括n块成型模板;
8.所述n块成型模板设有与所述n个预成型产品一一相匹配的模穴;
9.所述成型模板和所述充气装置设置于所述基座上;
10.所述充气装置设置于所述模穴的穴口的一侧;
11.所述气囊设于所述n个预成型产品放置于所述热压成型模具后形成的空腔内。
12.在一种实施方式中,所述充气装置的充气口与所述穴口相对,所述气囊的气囊口部放置于所述穴口处。
13.在一种实施方式中,所述充气装置包括充气气缸和充气滑块,所述充气气缸包括缸体和气杆,所述充气滑块内部设有充气通道,所述充气通道一端连接所述气杆;另一端为所述充气口。
14.在一种实施方式中,所述充气滑块还设有螺牙和电磁阀,所述螺牙连接于所述充气通道,所述电磁阀设于所述充气通道用于控制气体的充入与排放。
15.在一种实施方式中,所述充气装置还包括滑轨,所述充气滑块能够沿所述滑轨滑行。
16.在一种实施方式中,所述具有内部空腔的产品的成型装置还包括预成型模具和加
热装置,所述预成型模具包括上模板,下模板和下模仁;
17.所述下模仁的上模面与所述预成型产品相匹配
18.所述上模板设有与所述下模仁相匹配的模槽;
19.所述下模板设有所述下模仁的放置槽。
20.在一种实施方式中,所述下模仁设有定位孔,所述下模板还设有弹性定位针,所述弹性定位针依据所述定位孔的位置与形状而设置,所述弹性定位针能够穿过所述定位孔。
21.在一种实施方式中,所述下模仁设有支撑柱通孔,所述下模板还设有弹性支撑柱,所述弹性支撑柱依据所述支撑柱通孔的位置与形状而设置,所述弹性支撑柱能够穿过所述支撑柱通孔。
22.在一种实施方式中,所述定位孔设置于所述下模仁的预留部。
23.在一种实施方式中,所述下模板还包括成型气缸,所述成型气缸设置于所述下模仁的侧边,所述成型气缸包括弧形滑块,所述弧形滑块滑向所述下模仁时,与所述下模仁形成空隙。
24.本技术提供的技术方案可以包括以下有益效果:本技术的具有内部空腔的产品的成型装置应用于具有内部空腔产品的一体成型,包括热压成型模具,气囊,基座和充气装置,热压成型模具依据具有内部空腔的产品制作,将具有内部空腔的产品的预成型产品放置于热压成型模具的模穴内,放置于模穴后,将气囊放置于预成型产品构成的空腔内,充气装置对气囊进行充气,充气后的气囊膨胀为预成型产品构成的空腔的形状,并将预成型产品挤压贴合热压成型模具,热压成型模具进行加热,将温度升至产品材料的熔点,使成型产品在高温高压下完成融合进而成型,成型冷却后,对气囊放气,开模即得到具有内部空腔的产品,由于气囊泄气后与产品内表面脱离,因此不会对产品内表面造成磨损。
25.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
附图说明
26.通过结合附图对本技术示例性实施方式进行更详细的描述,本技术的上述以及其它目的、特征和优势将变得更加明显,其中,在本技术示例性实施方式中,相同的参考标号通常代表相同部件。
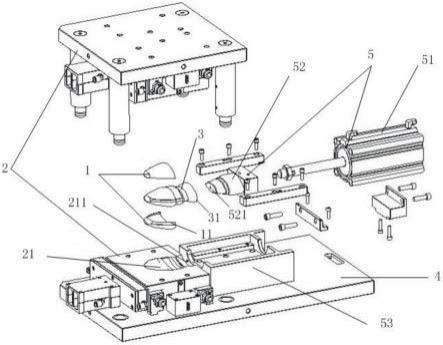
27.图1是本技术实施例示出的具有内部空腔的产品的成型装置的结构示意图;
28.图2是本技术实施例示出的充气滑块的结构示意图;
29.图3是本技术实施例示出的充气滑块的另一结构示意图;
30.图4是本技术实施例示出的具有内部空腔的产品的成型装置的预成型模具结构示意图;
31.图5是本技术实施例示出的下模仁的结构示意图;
32.图6是本技术实施例示出的弹性定位针与弹性支撑柱的状态1示意图;
33.图7是本技术实施例示出的弹性定位针与弹性支撑柱的状态2示意图。
具体实施方式
34.下面将参照附图更详细地描述本技术的优选实施方式。虽然附图中显示了本技术
的优选实施方式,然而应该理解,可以以各种形式实现本技术而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了使本技术更加透彻和完整,并且能够将本技术的范围完整地传达给本领域的技术人员。
35.在本技术使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本技术。在本技术和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。还应当理解,本文中使用的术语“和/或”是指并包含一个或多个相关联的列出项目的任何或所有可能组合。
36.应当理解,尽管在本技术可能采用术语“第一”、“第二”、“第三”等来描述各种信息,但这些信息不应限于这些术语。这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本技术范围的情况下,第一信息也可以被称为第二信息,类似地,第二信息也可以被称为第一信息。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
37.实施例一
38.复合材料成型工艺是复合材料工业的发展基础和条件。随着复合材料应用领域的拓宽,复合材料工业得到迅速发展,一些成型工艺日臻完善,新的成型方法不断涌现,现有产品的成型技术只能用于结构简单的零件,对于结构复杂的零件例如具有内部空腔的产品只能将零件拆分为多个,然后通过装配或者粘接的方式将其组合在一起,或者目前在复合材料产品的内部具有空间的情况下,大多数现有的复合材料成型工艺为了取出成品均需对芯模有所破坏,或者对成品的内表面有所磨损。以上方式均不利于复合材料结构件的轻量化和强度提升。
39.基于以上背景,本技术提出了一种具有内部空腔的产品的成型装置,使具有内部空腔的产品得以成型且不会对成品内表面造成磨损也不需要破坏芯模。
40.以下结合附图详细描述本技术实施例的技术方案。
41.图1是本技术实施例示出的具有内部空腔的产品的成型装置的结构示意图,参见图1。
42.本技术实施例的具有内部空腔的产品的成型装置,应用于具有内部空腔产品的预成型产品1的一体成型,具有内部空腔产品的预成型产品包括n个预成型产品1,n为大于2的整数,越复杂的内部空腔所需要的预成型产品1数越多,根据产品的结构情况设置预成型产品1的数量即可,本技术实施例示例性的采用两个预成型产品1,如图1所示。
43.具有内部空腔的产品的成型装置包括热压成型模具2,气囊3,基座4和充气装置5;
44.热压成型模具2包括n块成型模板;
45.n块成型模板设有与n个预成型产品1一一相匹配的模穴21;
46.本技术实施例的成型模板上设置有与预成型产品1一一相匹配的模穴21,模穴21的形状及数量与预成型产品1相对应,模穴21是用于放置预成型产品1,因此形状与数量要与预成型产品1相匹配,将预成型产品1一一放置于成型模板的模穴21内后,成型模板之间通过固定件进行固定合模。
47.成型模板和充气装置5设置于基座4上;充气装置5设置于基座4上,充气装置5用于对气囊3进行充气,成型模板设置于基座4上,使得成型模板之间通过固定件进行固定合模,
合模后的热压成型模具2能固定于基座4上,便于充气装置5对气囊3进行充气。
48.充气装置5设置于模穴21的穴口211侧;气囊3的气囊口部31放置于穴口211处,便于通过热压成型模具2的穴口211对气囊3进行充气。
49.模穴21的穴口211所对应的是具有内部空腔的产品的腔口,因此通过穴口211能够对气囊3进行充气。
50.气囊3放置于n个预成型产品1放置于热压成型模具2后形成的空腔内;n个预成型产品1一一放置n个成型模板的模穴21后,将气囊3放置于成型产品所形成的空腔内,并将成型模板通过固定件进行固定合模,充气装置5对气囊3进行充气,充气后的气囊3膨胀为预成型产品1构成的空腔的形状,并将预成型产品1挤压贴合热压成型模具,热压成型模具2进行加热,将温度加热到产品复合材料的熔点,使产品在高温高压下完成融合进而成型。成型冷却后,对气囊3放气,开模即得到具有内部空腔的产品。
51.本技术实施例的有益效果:本技术的具有内部空腔的产品的成型装置应用于具有内部空腔产品的一体成型,包括热压成型模具,气囊,基座和充气装置,热压成型模具依据具有内部空腔的产品制作,能够将具有内部空腔的产品的预成型产品放置于热压成型模具的模穴内,放置于模穴后,将气囊放置于预成型产品构成的空腔内,充气装置对气囊进行充气,充气后的气囊膨胀为预成型产品构成的空腔的形状,并将预成型产品挤压贴合热压成型模具,热压成型模具进行加热,将温度加热到产品材料的熔点,使成型产品在高温高压下完成融合进而成型,成型冷却后,对气囊放气,开模即得到具有内部空腔的产品,由于气囊泄气后与产品内表面脱离,因此不会对产品内表面造成磨损,也不需要芯模及破坏芯模。
52.实施例二
53.上述实施例介绍了具有内部空腔的产品的成型装置,本技术实施例将进一步介绍该成型装置的的结构。
54.图2是本技术实施例示出的充气滑块的结构示意图;
55.图3是本技术实施例示出的充气滑块的另一结构示意图。
56.参见图2和图3。
57.本技术实施例的具有内部空腔的产品的成型装置包括热压成型模具2,气囊3,基座4和充气装置5。
58.热压成型模具2包括n块成型模板;
59.n块成型模板设有与n个预成型产品1一一相匹配的模穴21。
60.充气装置5设置于模穴21的穴口211侧;便于通过热压成型模具2的穴口211对气囊3进行充气。
61.模穴21的穴口211所对应的是具有内部空腔的产品的腔口,因此通过穴口211能够对气囊3进行充气。
62.本技术实施例的充气装置5的充气口521与成型模板的穴口211相对,使得充气装置5通过该穴口211能够与气囊3进行对接,进而对气囊3进行充气,进一步的,气囊口部31应放置于穴口211处,使得充气装置5的充气口521能够与气囊口部31进行对接密封,进而对气囊3进行充气。
63.本技术实施例的充气装置5包括充气气缸51和充气滑块52,充气气缸51包括缸体和气杆,气杆连接充气滑块52,充气滑块52内部设有充气通道523,充气通道523一端连接气
缸,充气通道523的另一端为充气口521。
64.充气滑块52还设置有螺牙522和电磁阀(图中未示出),螺牙522连接于充气通道523,电磁阀设在充气通道523上,通过控制电磁阀换向,进而控制气体的充入和排放。
65.另外本技术实施例的充气装置5还包括滑轨53,滑轨53设置于成型模板与充气气缸51之间,充气滑块52沿着滑轨53滑行,充气滑块52向前滑行与气囊口部31进行对接,充气滑块52与气囊口部31紧密接触,以形成密闭的充气空间。
66.本技术实施例的有益效果:本技术通过充气装置为气囊进行充气,充气滑块螺牙与电磁阀的设置,便于更加精准的调节充气装置对气囊进行充气与放气,另外充气口与穴口相对设置,气囊口部放置于穴口处,使得充气口能准确与气囊口部对接,形成密闭充气空间,进而为气囊充气。
67.实施例三
68.上述实施例介绍了具有内部空腔的产品的成型装置,上述实施例的装置能够对气囊进行充气,充气后的气囊膨胀为预成型产品构成的空腔的形状,并将预成型产品挤压贴合模具,热压成型模具进行加热,将温度加热到产品复合材料的熔点,使产品在高温高压下完成融合进而成型,本技术实施例还提供了预成型模具。
69.图4是本技术实施例示出的具有内部空腔的产品的成型装置的预成型模具结构示意图;
70.图5是本技术实施例示出的下模仁的结构示意图;
71.图6是本技术实施例示出的弹性定位针与弹性支撑柱的状态1示意图;
72.图7是本技术实施例示出的弹性定位针与弹性支撑柱的状态2示意图。
73.参见图4,图5,图6和图7。
74.本技术的预成型模具包括上模板6,下模板7和下模仁8,下模仁8的上模面与预成型产品1相匹配,上模板6设有与下模仁8相匹配的模槽;下模板7设有下模仁8的放置槽。
75.示例性的,下模仁8放置于下模板7上,将原料板剪裁成所需的尺寸,然后放置于下模仁8上,用加热装置对原料板进行加热。使之软化,本技术实施例的加热装置示例性采用红外加热装置,红外加热装置将原料板加热至所需的软化程度,然后将上模板6与下模板7进行合模,等待一定时间后,产品冷却,进行开模即得到预成型产品1,采用同样的方法,可进行其他预成型产品1制备。
76.本技术实施例的预成型模具2的下模仁8还设置有定位孔811,下模板7上设置有弹性定位针71,弹性定位针71的位置依据定位孔811的位置而设置,弹性定位针71的形状依据定位孔811的形状而设置,弹性定位针71能够穿过定位孔811凸出,如图6所示,也能够被压缩至定位孔811内如图7所示。弹性定位针71可以是弹性定位针71本身的材质为弹性材料,也可以是在弹簧上设置非弹性定位针71而构成的弹性定位针71,本技术实施不作限制,仅作示例性举例。
77.定位孔811设置于下模仁8的预留部81,原料板通过下模仁8制备出雏形预成型产品需要剪裁多余部分后形成预成型产品1,印模出多余部分的下模仁8对应部分称为预留部81,定位孔811则设置于该预留部81上,原料板同样设置有定位板孔,在使用时,弹性定位针71穿过定位孔811,原料板通过定位板孔定位在弹性定位针71上,进而完成原料板的定位。
78.下模仁8还设置有支撑柱通孔82,下模板7上设置有弹性支撑柱72,弹性支撑柱72
的位置依据支撑柱通孔82的位置而设置,弹性支撑柱72的形状依据支撑柱通孔82的形状而设置,弹性支撑柱72能够穿过支撑柱通孔82凸出如图6所示,也能够被压缩至支撑柱通孔82如图7所示。弹性支撑柱72可以是弹性支撑柱72本身的材质为弹性材料,也可以是在弹簧上设置非弹性支撑柱72而构成的弹性支撑柱72,本技术实施不作限制,仅作示例性举例。
79.示例性的,当原料板放置于下模仁8时,弹性支撑柱72穿过支撑柱通孔82并凸出对原料板进行悬空支撑,悬空支撑的原料板便于加热装置对原料板进行均匀加热,使原料板加热更为均匀,进而印模形成的预成型产品1质量更好。
80.本技术实施例的具有内部空腔的产品的成型装置还包括成型气缸73,成型气缸73设置在下模板7上,并设置于下模仁8的侧边,具体设置于哪一侧本技术实施例不做限制,依据需要设置即可。成型气缸73包括弧形滑块,弧形滑块的弧面面对下模仁8,即当弧形滑块滑向下模仁8时,弧形滑块与下模仁8间形成一定空隙,该空隙能够使原料板被挤压在这个空隙中,使预成型产品1可以形成倒扣11,预成型产品1的倒扣11是为了和其他预成型产品1扣合时,能够扣合成只有一个腔口的的内部空腔结构。
81.本技术实施例的成型气缸73的数量及具体设置位置未进行限制,应依据实际应用中倒扣位置而设置,成型气缸73数量及位置的发明设计均属于本技术的发明保护范围。
82.本技术实施例的有益效果:本技术实施例通过预成型模具的设置,能够针对上述实施例具有内部空腔的产品所需要的预成型产品进行制备,该预成型模具还设置定位孔,能够对原料板进行定位,便于下一步骤操作,弹性支撑块的设置,能够将原料板进行悬空支撑,便于加热装置对原料板进行均匀加热,使形成的预成型产品材质均匀质量优良。
83.以上已经描述了本技术的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术的改进,或者使本技术领域的其它普通技术人员能理解本文披露的各实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1