具有带有编织外观的表面的3D打印物品的制作方法
具有带有编织外观的表面的3d打印物品
技术领域
1.本发明涉及一种用于制造3d(打印)物品的方法。本发明还涉及利用这种方法可获得的3d(打印)物品。此外,本发明涉及包括这种3d(打印)物品的照明设备。
背景技术:
2.包括空间不同性质的3d打印制品是本领域已知的。例如,us2018/0093412描述了一种打印3d制品的方法,其包括将流体状态的构建材料的第一部分选择性地沉积到基板上以形成构建材料的第一区域;选择性地沉积处于流体状态的支撑材料的第一部分以形成支撑材料的第一区域;以及选择性地沉积处于流体状态的构建材料的第二部分以形成构建材料的第二区域,其中支撑材料的第一区域在制品的z方向上被设置在构建材料的第一区域和构建材料的第二区域之间。在一些情况下,支撑材料的第一区域与构建材料的第一区域和/或构建材料的第二区域组合形成灰度图案和/或cmy颜色图案。
技术实现要素:
3.在接下来的10至20年中,数字制造将日益改变全球制造的性质。数字制造的一个方面是3d打印。目前,许多不同的技术已经被开发以便使用诸如陶瓷、金属和聚合物的各种材料来生产各种3d打印对象。3d打印也可以被用于生产模具,其然后可以被用于复制对象。
4.为了制造模具的意图,使用多喷嘴技术已经被提出。该技术利用可光聚合材料的逐层沉积,可光聚合材料在每次沉积之后被固化以形成固体结构。虽然该技术产生光滑的表面,但可光致固化的材料不是非常稳定,并且它们还具有相对低的热导率以用于注塑应用。
5.最广泛使用的增材制造技术是被认知为熔融沉积建模(fdm)的工艺。熔融沉积建模(fdm)是通常用于建模、原型制作和生产应用的增材制造技术。fdm基于“添加”原理,将材料铺层;塑料细丝或金属线被从线圈展开并且供应材料以生产部件。可能地,(例如针对热塑性塑料)细丝在被铺设之前被熔融和被挤出。fdm是一种快速建模技术。针对fdm的其它术语是“熔融细丝制造”(fff)或“细丝3d打印”(fdp),它们被认为等同于fdm。通常,fdm打印机使用热塑性细丝,将其加热到其熔点,并且然后逐层(或实际上细丝接细丝)挤出以创建三维对象。fdm打印机相对快速、成本低,并且可以被用于打印复杂的3d对象。这种打印机被用于在使用各种聚合物打印各种形状中。该技术还在led灯具和照明解决方案的生产中进一步被发展。
6.看起来期望提供备选的3d物品,其可以更强,或者其可以具有装饰表面,或者其针对可见光可以是透射的。期望提供一种针对可见光透射的3d物品,其中透射率可以被控制。还希望提供一种针对可见光透射但可以眩光降低的3d物品。因此,本发明的一个方面是提供一种备选的3d打印方法和/或3d(打印)物品,其优选地进一步至少部分地消除上述缺点中的一个或多个缺点。本发明的目的是克服或改善现有技术的至少一个缺点,或提供有用的备选方案。
7.除其他之外,本文提出了在实施例中使用一种用于向3d打印物品的表面赋予织物/针织品外观的方法。为此目的,其中提出使用打印策略,其中打印机头沿平滑线连续移动而不停止,同时围绕该线在打印平面(xy)中振荡。在特定实施例中,振荡a的幅度可以足够大以产生环路,但是在特定实施例中不会太大以给予表面不整洁的外观。
8.因此,在第一方面本发明提供了一种用于凭借熔融沉积建模来生产3d物品(“3d打印物品”或“物品”)的方法,该方法包括3d打印阶段,3d打印阶段包括逐层沉积3d可打印材料以提供包括经3d打印的材料的3d物品。特别地,可以在接收器物品上进行沉积。特别地,3d物品包括多个经3d打印的材料层。在实施例中,多个层包括第一层和第二层的堆叠。特别地,第一层和第二层被配置为彼此相邻,特别是基本上在彼此之上(即,在堆叠内并且在彼此之上)。此外,特别地,该方法可以包括:沿(相应的)打印路径3d打印第一层并且随后3d打印第二层,同时在第一层和第二层中的至少一个层中的xy-平面中提供相对于(相应的)打印路径的一个或多个打印路径偏差。特别地,以这种方式,第一层和第二层之间的一个或多个开口(由于这些偏差)可以被限定。
9.因此,特别地,本发明在实施例中提供了一种用于凭借熔融沉积建模来生产3d物品的方法,该3d物品包括多个经3d打印的材料层,该多个层包括被配置在彼此之上的第一层和第二层的堆叠。该方法包括3d打印阶段,该3d打印阶段包括逐层沉积3d可打印材料以提供3d物品。该方法包括通过沿xy-平面中的相应打印路径移动打印机头来3d打印第一层并且随后3d打印第二层。针对第一层和第二层中的至少一个层,打印路径在xy-平面中相对于第一层和第二层中的另一层的打印路径具有一个或多个打印路径偏差,从而在第一层和第二层之间限定一个或多个开口。
10.以此方式,其中表面具有编织外观的3d打印物品可以被提供,诸如织物/针织品外观。层状结构可以是相对稳定的,但是仍然可以针对光具有透射率。结构的形状和/或外观可以通过控制偏差的长度、宽度、数目和图案来被控制。因此,以此方式,一种具有编织外观的表面的(装饰性)灯具可以被提供。此外,利用本解决方案,可以减少应力的内部累积。因此,打印物体中的总应力可以较低。
11.如上所指示,本发明提供了一种用于通过熔融沉积建模生产3d物品的方法。特别地,该方法包括3d打印阶段,该3d打印阶段包括逐层沉积3d可打印材料以提供包括经3d打印的材料的3d物品。这种经3d打印的材料可以被提供在接收器物品上。在接收器物品上提供经3d打印的材料还包括在已经在接收器物品上的经3d打印的材料上提供经3d打印的材料。
12.因此提供的3d物品包括多层经3d打印的材料。多个层包括堆叠层。因此,多个层中的两个或更多个层,或多个层中的两个或更多个层中的每个层的至少一部分可以限定层322的堆叠。层的堆叠(至少)包括彼此相邻配置的第一层和第二层。这里,相邻层尤其是指堆叠层,其中一层已经被沉积在另一层之上。以此方式,通过逐层沉积,被配置在堆叠中的多个层可以被生成,并且其中每个层具有一个或两个相邻层。
13.特别地,该方法包括沿(相应的)打印路径3d打印第一层并且随后3d打印第二层,同时在第一层和第二层的至少一个层中的xy-平面中提供相对于(相应的)打印路径的一个或多个打印路径偏差。具有偏差的层可以被认为是打印路径的结果,以限定除了打印路径之外还具有一个或多个偏差的堆叠的层。在更大的尺度上,堆叠可以限定壁(“壁元件”)。每
层可以具有基本上在壁元件的平面中的平均路径。一个或多个这种层可以具有一个或多个偏差。在一种类比中,打印路径可以被认为是纬纱。于是,经纱是与纬纱的偏差。然而注意,在本发明中这种类比并不完全正确,因为经3d打印的材料平均遵循具有一个或多个偏差的打印路径,而在织造中经纱和纬纱是不同的线。也可以应用术语“调制”来代替术语“偏差”。因此,(多个)打印路径上的调制可以被提供,这可以提供开口。
14.如果偏差小,例如小于层的宽度,则针对基本上在没有偏差的另一层之上的层(即除了偏差之外完全共形),在层之间可以基本上没有开口。当偏差较大时开口可以被创建。然而,当偏差较小时开口也可以被创建,但是另一层也具有偏差,但是在相反的方向上(相对于其打印路径)。例如,在彼此之上的相应层中的层的宽度的至少一半处的两个偏差,或者甚至大于层的宽度的一半,在打印路径的相同x,y位置处但在相反方向上的两个偏差也可以在层之间提供开口。因此,偏差被选择使得在(多个)偏差的位置处的层之间存在开口。因此,该方法特别地包括沿打印路径3d打印第一层并且随后3d打印第二层,同时在第一层和第二层中的至少一个层中的xy-平面中提供相对于打印路径的一个或多个打印路径偏差,从而在第一层和第二层之间限定一个或多个开口。因此,在(多个)偏差的位置处,相邻层不是完全共形的。然而,在其它位置处相邻层可以基本上是完全共形的。然而,本文不排除一个层,更特别地,打印路径,在一个或多个位置处在x-方向和/或y-方向上相对于另一层,更特别地,相对于打印路径偏移,例如以创建弯曲壁元件。
15.如上所指示,本发明提供了一种用于通过熔融沉积建模生产3d物品(“3d打印物品”、“物品”)的方法。下面将进一步解释该方法,特别是对于一些实施例。
16.该一个或多个打印路径偏差可以具有相对于(相应的)打印路径的幅度(d)。
17.从上述可以得出,太小的偏差不会导致开口。尽管不排除小的偏差,但可选地在相邻层中至少一个或多个偏差被选择,使得层的所得配置在一个或多个偏差处提供一个或多个开口。另一方面,偏差可能不是非常大,否则可能存在偏差在重力作用下弯曲太多和/或变得易于损坏的风险。偏差突出太多可能更容易损坏。在具体实施例中,w《d≤10*w可以应用,诸如特别是w《d≤10*w,如在具体实施例中w《d≤5*w。在(其它)特定实施例中,1.25*w≤d≤10*w可以应用,例如1.25*w≤d≤5*w。然而,由于相邻层中的两个偏差一起也可以提供开口,更普遍地在实施例中可以应用以下:0.5*w≤d≤10*w,诸如w≤d≤10*w,如w《d≤10*w,甚至更特别地1.25*w≤d≤10*w,诸如1.25*w≤d≤5*w。
18.如下所指示,尤其是(单独3d打印的)层的宽度(厚度)和高度可以例如在实施例中被选自100-5000μm的范围,诸如200-2500μm,其中高度通常小于宽度。
19.此外,通常偏差可能仅在打印路径的长度的一部分上发生偏差。这种长度可以用半幅度处的偏差宽度被表示。针对每个偏差可以应用:0.1*w≤w1≤20*w,特别是0.5*w≤w1≤20*w,诸如w≤w1≤15*w,例如w≤w1≤10*w。不同的偏差可以具有相同的偏差宽度。然而,两个或更多个偏差也可以具有基本上不同的偏差宽度。
20.因此,在实施例中层具有层宽度(w),其中一个或多个打印路径偏差具有相对于(相应的)打印路径的幅度(d),并且其中w≤d≤10*w,特别是w《d≤10*w,其中该一个或多个偏差具有在半幅度(d)处的偏差宽度(w1),其中0.1*w≤w1≤20*w。
21.注意所有层不必具有相同的层宽度。也不需要所有层具有相同的层高度。在本文中,当提及第一层和第二层时,通常这些层可以具有基本相同的层高度和基本相同的层宽
度。然而,如果这些不同或者尤其是层宽度不同,则本文限定的关于幅度和偏差宽度的实施例与相应层的宽度有关。也不排除层宽度和/或层高度在相应层的长度上不同。在本文中,当提及第一层和第二层时,通常这些层可以具有基本上恒定的层宽度和/或基本上恒定的层高度(在相应的层长度上)。如果不是这种情况,则在相应的偏差位置处的平均值可以被选择。
22.注意本文的“第一”仅被使用以指示一个层,但该“第一”并不意味着该层首先被3d打印。此外,可以有多个(不同的)第一层和(不同的)第二层(也见下文)。
23.在实施例中,一个或多个层可以包括多个偏差。这些偏差可以被布置在一侧处,或者可以被布置在两侧处。
24.此外,这些偏差可以以一种布置被配置。该布置可以是规则布置。备选地,该布置可以是不规则布置,诸如可以通过随机过程或伪随机过程获得。该布置也可以是不规则和规则布置的组合。规则布置可以提供比随机布置更好的光透射控制,尽管在更大的尺度上,这可能更均匀。因此,在实施例中,该方法可以(进一步)包括3d打印具有多个偏差的第一层和第二层中的至少一个层,其中(i)打印路径偏差中的两个或更多个打印路径偏差被配置为相对于(相应的)打印路径对称,和/或(ii)打印路径偏差中的两个或更多个打印路径偏差被配置为相对于(相应的)打印路径不对称。
25.偏差的形状可以是弯曲形状或具有角度的形状,如三角形或块状。其它形状也是可能的。此外,当存在多个偏差时,可以以不同的方式提供这些偏差。例如,在实施例中该方法可以包括以块状方式、之字形方式和曲折方式中的一种或多种方式3d打印第一层和第二层中的至少一个层,该至少一个层具有多个打印路径偏差。当然,这些方式中的两种或更多种方式的组合也可以被应用。在实施例中,这可以例如提供梯形类型的形状。
26.当在层中有多个偏差可用时,这些偏差可以以规则的布置来被配置,诸如具有预定的间距。因此,在实施例中层可以具有层宽度(w)(也参见上文),并且该方法可以包括用具有第一间距p1的多个打印路径偏差来3d打印该第一层和第二层中的至少一个,并且其中2*w≤p1≤20*w,诸如2.5*w≤p1≤15*w,如在实施例中2.5*w≤p1≤10*w。
27.注意当在堆叠中存在多于两层时,第一层和第二层作为示例可以被选择。可以有多组这种第一层和第二层,这些组可以是相同或同一的。具有偏差的层可以被配置为以规则布置或以不规则布置,或两者的组合。
28.具有偏差的层可以与没有偏差的一个或两个层相邻(如同前者被夹在后者两个之间)。在其他实施例中,具有偏差的层可以与具有偏差的一个层相邻并且与没有偏差的另一个层相邻。在其他实施例中,具有偏差的层可以与具有偏差的两个其他层相邻(如前者被夹在后者两个之间)。
29.在实施例中,堆叠(也见下文)可以包括多个第一组,其中每组包括具有偏差的层,其与没有偏差的一个或两个层相邻。备选地或附加地,在实施例中堆叠可以包括多个第二组,其中每个第二组包括具有偏差的层,其与没有偏差的一个层相邻并且与具有偏差的一个层相邻。进一步备选地或附加地,在实施例中堆叠可以包括多个第二组,其中每个第二组包括具有偏差的层,与具有偏差的两个层相邻。
30.在实施例中,该方法可以包括3d打印两个或更多个层,每个层具有多个打印路径偏差,其中两个或更多个层中的至少两个层的打印路径偏差相对于彼此偏移。该偏移尤其
可以沿打印路径中的一个被确定。如果偏差没有被偏移,则在沿打印路径的基本相同的位置处,两个或更多个层中的偏差可以被定位(特别是当间距基本相同并且偏差在幅度和宽度上基本相同时)。因此,在实施例中偏移可以是x*p1,其中p1是层中的一个层的间距,并且偏移涉及另一层中的偏差的布置,另一层可以被定位在具有偏移值x*p1的偏移位置处(相对于具有偏移p1的参考层),其中x不是整数值(大于0并且小于1)。特别地,在这种实施例中,第一层的偏差和第二层的偏差的间距基本相同,并且第一层的偏差和第二层的偏差的幅度和宽度基本相同。
31.偏差的布置可以在多个层中。可能期望的是,或者在一些实施例中甚至必要的是,所有偏差不在彼此之上。如果所有偏差沿整个堆叠在彼此之上,则可能没有开口。因此,偏差尤其可以被配置为使得其创建开口。这可以通过偏移一层相对于相邻层的偏差而被获得。可替换地或附加地,这可以通过具有和不具有偏差的交替层来实现。因此,在实施例中,该方法可以包括3d打印各自具有多个打印路径偏差的两个或更多个层,其中这些层具有层高度(h),其中针对各自具有多个打印路径偏差的、彼此最接近的相邻层的两个层的组,适用以下中的一项或多项:(i)两个层的偏差具有相同的第一间距p1,但是层的打印路径偏差相对于彼此被移位,以及(ii)在两个层的组的不同层中的最近的相邻打印路径偏差具有至少层高度(h)的相互距离(d1)。
32.因此,开口尤其可以不是通过提供在两个层之间在z方向上的开口而被创建的,而是通过提供一个层相对于另一个层的偏移,通过偏移倾斜通道可以在彼此上下的两个层之间被创建,但是其中至少一个层的层的一部分相对于另一层的一部分在xy-平面(投影)中偏移。这样,在该部分之间通道被提供。
33.本发明还可以允许连续打印。因此,在实施例中该方法可以包括具有一个或多个打印路径偏差的第一层和第二层中的至少一个层的连续3d打印。
34.例如,以此方式至少10层,诸如至少13层,如至少15层可以被包括在本文所描述的堆叠中。其中的一个或多个层,特别是这些层中的至少约一半,诸如至少5层,诸如至少6层,如至少7层,可以包括本文所描述的偏差。
35.在本文描述的发明中,壁元件可以被提供,该壁元件允许光的传输从壁元件的一侧到壁元件的另一侧。这可以例如用于灯壳体或遮光罩(也见下文)。因此,在实施例中3d物品包括物品壁,其中该物品壁包括多个经3d打印的材料层,其中该方法可以包括提供具有以(规则)布置的多个打印路径偏差的多个层,以在物品壁的两侧之间提供开口的(规则)布置。
36.开口可以提供从一侧到另一侧的通道。因此,在实施例中壁元件中的开口可以提供通道。也可以使用术语“壁”来代替术语“壁元件”。因此,术语“物品壁”可以指经3d打印的物品的壁(元件)。
37.特别地,在实施例中3d物品可以被用于光学应用,其中可能期望3d物品的至少一部分针对可见光是透射的,可以是自然光或人造光。
38.短语可见光的至少一部分可见光(其基本上在380-780nm的范围内)可以指以下中的一项或多项:(i)一个或多个波长被传输,以及(ii)在这种波长下小于100%但大于0%,诸如至少50%的光可以被传输。特别是透射可以在垂直照射下被测量。此处,透射特别是由于开口。备选地,透射的一部分也可以是由于使用光透射的3d可打印材料(以及因此经
3d打印的材料)。通过向材料提供具有第一强度的处于特定波长的光,并且将透射通过材料后测量的波长处的光的强度与向材料提供的特定波长处的光的第一强度相关联来确定透射或透光度(也参见crc handbook of chemistry and physics,第69版,1088-1989的e-208和e-406)。
39.如上所指示,该方法包括在打印阶段期间沉积3d可打印材料。本文中,术语“3d可打印材料”是指待沉积或待打印的材料,并且术语“经3d打印的材料”是指在沉积之后被获得的材料。这些材料可以基本上是相同的,因为3d可打印材料可以特别是指在升高的温度下在打印机头或挤出物中的材料,并且经3d打印的材料是指相同的材料,但是当沉积时在稍后的阶段中。3d可打印材料被打印成细丝并且被如此沉积。3d可打印材料可以作为细丝被提供或可以被形成为细丝。因此,无论何种初始材料被应用,由打印机头提供包括3d可打印材料的细丝并进行3d打印。术语“挤出物”可以被使用以限定打印机头下游但尚未沉积的3d可打印材料。后者被指示为“经3d打印的材料”。事实上,挤出物包括3d可打印材料,因为该材料尚未被沉积。在3d可打印材料或挤出物的沉积时,材料因此被指示为经3d打印的材料。实质上,这些材料与打印机头上游、打印机头下游的热塑性材料是相同的材料,并且当沉积时,这些材料实质上是相同的材料。
40.本文中,术语“3d可打印材料”也可以被指示为“可打印材料”。术语“聚合物材料”在实施例中可以指不同聚合物的共混物,但在实施例中也可以指基本上具有不同聚合物链长的单一聚合物类型。因此,术语“聚合物材料”或“聚合物”可以指单一类型的聚合物,但也可以指多种不同的聚合物。术语“可打印材料”可以指单一类型的可打印材料,但也可以指多种不同的可打印材料。术语“打印的材料”可以指单一类型的打印的材料,但也可以指多种不同的打印的材料。
41.因此,术语“3d可打印材料”也可以指两种或更多种材料的组合。通常,(聚合物)材料具有玻璃化转变温度tg和/或熔融温度tm。在3d可打印材料离开喷嘴之前,3d可打印材料将被3d打印机加热到至少玻璃化转变温度的温度,并且通常至少为熔融温度。因此,在特定实施例中,3d可打印材料包括具有玻璃化转变温度(tg)和/或熔点(tm)的热塑性聚合物,并且打印机头动作包括将3d可打印材料加热到玻璃化转变温度以上,并且如果其为半结晶聚合物则加热到熔融温度以上。在又一个实施例中,3d可打印材料包括具有熔点(tm)的(热塑性)聚合物,并且打印机头动作包括将待沉积在接收器物品上的3d可打印材料加热到至少熔点的温度。玻璃化转变温度通常与熔融温度不同。熔融是在结晶聚合物中发生的转变。当聚合物链从它们的晶体结构中脱落并且变成无序液体时发生熔融。玻璃化转变是发生于无定形聚合物的转变;即,其链不是以有序晶体排列的聚合物,而是以任何方式围绕排列的聚合物,即使其处于固态。聚合物可以是无定形的,基本上具有玻璃化转变温度而不是熔融温度或者可以是(半)结晶的,通常具有玻璃化转变温度和熔融温度两者,其中通常后者大于前者。玻璃化温度可以例如用差示扫描量热法被确定。熔点或熔融温度也可以用差示扫描量热法被确定。
42.如上所指示,本发明因此提供了一种方法,该方法包括提供3d可打印材料的细丝并且在打印阶段期间将所述3d可打印材料打印在基板上,以提供所描述的3d物品。
43.特别适合作为3d可打印材料的材料可以被选自由金属、玻璃、热塑性聚合物、硅酮等组成的组。特别地,3d可打印材料包括(热塑性)聚合物,其被选自由以下项组成的组:abs
(丙烯腈丁二烯苯乙烯)、尼龙(或聚酰胺)、乙酸酯(或纤维素)、pla(聚乳酸)、对苯二甲酸酯(诸如pet聚对苯二甲酸乙二醇酯)、丙烯酸(聚甲基丙烯酸酯、有机玻璃、聚甲基丙烯酸甲酯、pmm)聚丙烯(或聚丙烯)、聚碳酸酯(pc)、聚苯乙烯(ps)、pe(诸如膨胀-高冲击聚乙烯(或聚乙烯)、低密度(ldpe)高密度(hdpe))、pvc(聚氯乙烯)聚氯乙烯,诸如基于共聚酯弹性体的热塑性弹性体、聚氨酯弹性体、聚酰胺弹性体、聚烯烃基弹性体、苯乙烯基弹性体等。可选地,3d可打印材料包括被选自由脲甲醛、聚酯树脂、环氧树脂、三聚氰胺甲醛、热塑性弹性体等。可选地,3d可打印材料包括被选自由聚砜组成的组的3d可打印材料。弹性体,特别是热塑性弹性体是特别令人感兴趣的,因为它们是柔性的并且可以帮助获得包括导热材料的相对更柔性的细丝。热塑性弹性体可以包括以下中的一项或多项:苯乙烯类嵌段共聚物(tps(tpe-s))、热塑性聚烯烃弹性体(tpo(tpe-o))、热塑性硫化橡胶(tpv(tpe-v或tpv))、热塑性聚氨酯(tpu(tpu))、热塑性共聚酯(tpc(tpe-e))和热塑性聚酰胺(tpa(tpe-a))。
44.合适的热塑性材料,诸如也在wo2017/040893中提到的,可以包括以下中的一项或多项:聚缩醛(例如聚氧乙烯和聚甲醛)、聚(c
1-6
烷基)丙烯酸酯、聚丙烯酰胺、聚酰胺(例如脂族聚酰胺、聚邻苯二甲酰胺和聚芳酰胺)、聚酰胺酰亚胺、聚酐、聚芳酯、聚芳醚(例如聚苯醚)、聚芳硫醚(例如聚苯硫醚)、聚芳砜(例如聚苯砜)、聚苯并噻唑、聚苯并恶唑、聚碳酸酯(包括聚碳酸酯共聚物诸如聚碳酸酯-硅氧烷、聚碳酸酯-酯、和聚碳酸酯-酯-硅氧烷)、聚酯(例如聚碳酸酯、聚对苯二甲酸乙二醇酯、聚萘酚酯、聚对苯二甲酸丁二醇酯、聚芳酯)和聚酯共聚物诸如聚酯-醚)、聚醚醚酮、聚醚酰亚胺(包括共聚物,诸如聚醚酰亚胺-硅氧烷共聚物)、聚醚醚酮、聚醚酮、聚醚砜、聚酰亚胺(包括共聚物,诸如聚酰亚胺-硅氧烷共聚物)、聚(c
1-6
烷基)甲基丙烯酸酯、聚甲基丙烯酰胺、聚降冰片烯(包括含有降冰片烯基单元的共聚物)、聚烯烃(例如聚乙烯、聚丙烯、聚四氟乙烯和它们的共聚物,例如乙烯-α-烯烃共聚物),聚恶二唑、聚氧化甲烯、聚酞内酯、聚硅氮烷、聚硅氧烷、聚苯乙烯(包括共聚物,诸如丙烯腈-丁二烯-苯乙烯(abs)和甲基丙烯酸甲酯-丁二烯-苯乙烯(mbs))、聚硫化物、聚磺酰胺、聚磺酸酯、聚砜、聚硫酯、聚三嗪、聚脲、聚氨酯、聚乙烯醇、聚乙烯酯、聚乙烯醚、聚乙烯卤化物、聚乙烯酮、聚乙烯硫醚、聚偏二氟乙烯等,或包括至少一种前述热塑性聚合物的组合。聚酰胺的实施例可以包括但不限于,合成线性聚酰胺,例如尼龙-6,6;尼龙-6,9;尼龙-6,10;尼龙-6,12;尼龙-11;尼龙-12和尼龙-4,6,优选尼龙6和尼龙6,6,或包括上述中的至少一种的组合。可以被使用的聚氨酯包括脂族、脂环族、芳族和多环聚氨酯,包括上述那些。还可以使用的是聚(c
1-6
烷基)丙烯酸酯和聚(c
1-6
烷基)甲基丙烯酸酯,其包括例如丙烯酸甲酯、丙烯酸乙酯、丙烯酰胺、甲基丙烯酸、甲基丙烯酸甲酯、丙烯酸正丁酯和丙烯酸乙酯等的聚合物。在实施例中,聚烯烃可以包括以下中的一项或多项:聚乙烯、聚丙烯、聚丁烯、聚甲基戊烯(及其共聚物)、聚降冰片烯(及其共聚物)、聚1-丁烯、聚(3-甲基丁烯)、聚(4-甲基戊烯)和乙烯与丙烯、1-丁烯、1-己烯、1-辛烯、1-癸烯、4-甲基-1-戊烯和1-十八烯的共聚物。
45.在特定实施例中,3d可打印材料(和经3d打印的材料)包括以下中的一项或多项:聚碳酸酯(pc)、聚乙烯(pe)、高密度聚乙烯(hdpe)、聚丙烯(pp)、聚甲醛(pom)、聚萘二甲酸乙二醇酯(pen)、苯乙烯-丙烯腈树脂(san)、聚砜(psu)、聚苯硫醚(pps)和半结晶聚对苯二甲酸乙二醇酯(pet)、丙烯腈丁二烯苯乙烯(abs)、聚甲基丙烯酸甲酯(pmma)、聚苯乙烯(ps)
和苯乙烯丙烯酸共聚物(smma)。
46.术语3d可打印材料也在下文进一步被阐述,但尤其是指热塑性材料,其可选地包括添加剂,以处于最多约60%的体积百分比,尤其是最多约30vol.%,诸如最多20vol.%(相对于热塑性材料和添加剂的总体积的添加剂)。
47.因此,可打印材料在实施例中可以包括两个相。可打印材料可以包括可打印聚合物材料尤其是热塑性材料的相(也见下文),该相尤其是基本上连续的相。在热塑性材料的连续相中,可以存在聚合物添加剂,诸如以下各项中的一项或多项:抗氧化剂、热稳定剂、光稳定剂、紫外光稳定剂、紫外光吸收添加剂、近红外光吸收添加剂、红外光吸收添加剂、增塑剂、润滑剂脱模剂、抗静电剂、防雾剂、抗微生物剂、着色剂、激光标记添加剂、表面效应添加剂、辐射稳定剂、阻燃剂、防滴剂。添加剂可以具有被选自光学性质、机械性质、电性质、热性质和机械性质(也参见上文)的有用性质。
48.实施例中的可打印材料可以包括颗粒材料,即被嵌入可打印聚合物材料中的颗粒,颗粒形成基本上不连续的相。相对于可打印材料(包括(各向异性导电)颗粒)的总体积,特别是用于降低热膨胀系数的应用中,总混合物中颗粒的数目特别不大于60vol.%。针对光学和表面相关效应,相对于可打印材料(包括颗粒)的总体积,总混合物中颗粒的数目等于或小于20vol.%,诸如至多10vol.%。因此,3d可打印材料特别是指基本上热塑性材料的连续相,其中其它材料,诸如颗粒,可以被嵌入。同样,经3d打印的材料特别是指基本上热塑性材料的连续相,其中其它材料,诸如颗粒,被嵌入。颗粒可以包括一种或多种如上限定的添加剂。因此,在实施例中,3d可打印材料可以包括颗粒添加剂。
49.可打印材料被打印在接收器物品上。特别地,接收器物品可以是建筑物平台或者可以由建筑物平台包括。接收器物品还可以在3d打印期间被加热。然而,接收器物品也可以在3d打印期间被冷却。
50.短语“在接收器物品上打印”和类似短语尤其包括直接在接收器物品上打印,或在接收器物品上的涂层上打印,或在早先打印在接收器物品上的经3d打印的材料上打印。术语“接收器物品”可以指打印平台、打印台、基板、支撑物、构构建板或构建平台等。也可以使用术语“基板”来代替术语“接收器物品”。短语“在接收器物品上打印”和类似短语还包括在打印平台、打印台、支撑件、构建板或构建平台等上或由打印平台、打印台、支撑件、构建板或构建平台等组成的单独基板上打印。因此,短语“在基板上打印”和类似短语包括在基板上直接打印,或在基板上的涂层上打印,或在早先打印在基板上的经3d打印的材料上打印。在下文中,进一步使用术语基板,其可以指打印平台、打印台、基板、支撑件、构建板或构建平台等,或其上或由其构成的单独基板。
51.逐层可打印材料被沉积,由此3d打印物品被生成(在打印阶段期间)。经3d打印的物品可以显示出特有的肋状结构(源自沉积的细丝)。然而,也可以在打印阶段之后执行另一阶段,诸如最终阶段。该阶段可以包括从接收器物品移除打印物品和/或一个或多个后处理动作。一个或多个后处理动作可以在从接收器物品移除打印的物品之前被执行,和/或一个或多个后处理动作可以在从接收器物品移除打印的物品之后执行。后处理可以包括例如抛光、涂覆、添加功能组件等中的一项或多项。后处理可以包括平滑肋状结构,这可以导致基本平滑的表面。
52.此外,本发明涉及可以被使用以执行本文所描述的方法的软件产品。因此,在另一
方面本发明还提供了一种计算机程序产品,当在功能地被耦合到熔融沉积建模3d打印机或被熔融沉积建模3d打印机包括的计算机上运行时,能够实现如本文所描述的方法。
53.因此,在一个方面本发明(因此)提供了一种软件产品,当在计算机上运行时,其能够实现如本文所描述的(用于凭借熔融沉积建模来生产3d物品)方法(的一个或多个实施例)。
54.本文所描述的方法提供经3d打印的物品。因此,在另一方面本发明还提供了可以通过本文所描述的方法获得的经3d打印的物品。在另一方面,提供了可以通过本文所描述的方法获得的经3d打印的物品。特别地,本发明一方面提供了一种包括经3d打印的材料的3d物品,其中该3d物品包括经3d打印的材料的多个层。特别地,多个层包括第一层和第二层的堆叠。因此,堆叠可以由至少两个层限定。第一层和第二层尤其彼此相邻地被配置。相对于第一层和第二层在xy-平面上的投影,第一层和第二层中的至少一个层限定相对于第一层和第二层中的另一个层突出的一个或多个层偏差。如此,在第一层和第二层之间一个或多个开口被限定。因此,在实施例中本发明提供一种包括经3d打印的材料的3d物品,其中3d物品包括经3d打印的材料的多个层,其中多个层包括第一层和第二层的堆叠,第一层和第二层彼此相邻地被配置,其中相对于第一层和第二层在xy-平面上的投影,第一层和第二层中的至少一个层限定相对于第一层和第二层中的另一个层突出的一个或多个层偏差,从而限定第一层与第二层之间的一个或多个开口。3d物品可以包括多个开口,诸如平均每层至少1个,如每层至少2个,甚至更特别地每层至少5个,诸如至少7个,甚至更特别地至少10个。
55.开口可以被用作用于允许(可见)光的透射的物理开口(或通道)。备选地或附加地,开口可以被用于输送空气或另一种气体。这样,热量也可以经由开口被输送。因此,开口也可以用于改进热管理,诸如可以在3d物品被应用于照明设备或照明器等之中时被使用。
56.特别地,3d物品可以包括至少40个这种开口,甚至更特别地至少60个,诸如甚至更特别地至少70个。这可以提供期望的光学效果。此外,它可以提供期望的吸引人的光学效果。
57.3d物品可以包括至少一个第一层和至少一个第二层。然而,特别地,3d物品可以包括至少5个第一层和第二层,甚至更特别地至少8个第一层和第二层,还甚至更特别地至少10个第一层和第二层。
58.经3d打印的物品可以包括多个在彼此之上的层,即堆叠的层。(单独的经3d打印的)层的宽度(厚度)和高度可以例如在实施例中被选自100-5000μm的范围,诸如200-2500μm,其中高度通常小于宽度。例如,高度与宽度的比率可以等于或小于0.8,诸如等于或小于0.6。
59.层可以是核-壳层或可以由单一材料组成。在层内,成分也可能改变,例如当核-壳打印过程被应用时和在打印过程期间,其从打印第一材料(而不打印第二材料)至打印第二材料(而不打印第一材料)改变。
60.经3d打印的物品的至少一部分可以包括涂层。
61.当讨论该方法时,以上已经阐明了关于经3d打印的物品的一些特定实施例。下面,关于经3d打印的物品的一些具体实施例将更详细地被讨论。
62.如上文所指示,在实施例中,其中层具有层宽度(w),其中限定一个或多个层偏差的第一层和第二层中的至少一个层包括在xy-平面上的投影中的堆叠轴线(sa),其中一个
或多个偏差具有相对于xy-平面上的投影中的堆叠轴线(sa)的幅度(d)。特别地,在其中0.5*w≤d≤10*w的实施例中,诸如w≤d≤10*w,诸如w《d≤10*w,甚至更特别地1.25*w≤d≤10*w,诸如1.25*w≤d≤5*w。堆叠轴线一起可以限定(平坦的或弯曲的)平面(或(平面的或非平面的)(截面)面。
63.此外,在实施例中,第一层和第二层中的至少一个层包括多个层偏差。在特定实施例中,层偏差中的两个或更多个层偏差被配置为相对于堆叠轴线(sa)对称,和/或层偏差中的两个或更多个层偏差被配置为相对于堆叠轴线(sa)不对称。此外,在实施例中多个层偏差可以被配置为块状布置、之字形布置和曲折布置中的一项或多项(也见上文)。此外,从上述可以得出,在特定实施例中(第一层和第二层中的至少一个层包括)多个层偏差具有第一间距p1。特别地,在实施方式中2*w≤p1≤20*w,诸如2.5*w≤p1≤15*w,如在实施方式中2.5*w≤p1≤10*w。
64.此外,在实施例中3d物品可以包括各自具有多个层偏差的两个或更多个层,其中两个或更多个层中的至少两个层的层偏差相对于彼此被移位。
65.此外,在其中两个或更多个层各自包括多个层偏差的实施例中,层可以具有层高度(h),其中针对各自具有多个层偏差的、彼此最接近的相邻层的两个层的组,适用以下中的一项或多项:(i)两个层的层偏差具有相同的第一间距p1,但是层的层偏差相对于彼此被移位,以及(ii)在两个层的组的不同层中的最近的相邻层偏差具有至少层高度(h)的相互距离(d1)。特别地,在这些实施例中间距可以基本上是相同的(尽管这不是必须的情况)。此外,特别是在这些实施例中,(多个)第一层和(多个)第二层的层宽度可以基本上是相同的(尽管这不是必须的情况)。此外,特别是在这些实施例中,(多个)第一层和(多个)第二层的层高度可以基本上是相同的(尽管这不是必须的情况)。此外,特别是在这些实施例中偏差的幅度基本上是相同的(尽管这不是必须的情况)。
66.(用本文描述的方法)获得的3d打印的物品本身可以是功能性的。由此获得的3d物品可以(备选地)被使用于装饰或艺术目的。3d打印的物品可以包括功能组件或提供有功能组件。功能组件尤其可以选自光学组件、电气组件和磁性组件。术语“光学组件”尤其是指具有光学功能的组件,诸如透镜、镜子、光透射元件、滤光片等。术语光学组件还可以指光源(如led)。术语“电气组件”可以例如指集成电路、pcb、电池、驱动器,但也可以指光源(因为光源可以被认为是光学组件和电气组件)等。术语磁性组件可以例如指磁性连接器、线圈等。备选地或附加地,功能组件可以包括热组件(例如,被配置为冷却或加热电气组件)。因此,功能组件可以被配置以生成热量或清除热量等。
67.如上所指示,经3d打印的物品可以被用于不同的目的。其中,经3d打印的物品可以被用于照明。因此,在又一方面,本发明还提供一种包括如本文限定的3d物品的照明设备。在具体方面本发明提供了一种照明系统,包括(a)被配置为提供(可见)光源光的光源和(b)如本文限定的3d物品,其中3d物品可以被配置作为以下中的一项或多项:(i)壳体的至少一部分,(ii)照明室的壁的至少一部分,和(iii)功能组件,其中功能组件可以被选自由光学组件、支撑件、电绝缘组件、导电组件、绝热组件和导热组件组成的组。因此,在特定实施例中,3d物品可以被配置作为以下各项中的一项或多项:(i)照明设备壳体的至少一部分,(ii)照明室的壁的至少一部分,以及(iii)光学元件。由于相对平滑的表面可以被提供,因此3d打印的物品可以被用作镜子或透镜等。在实施例中,3d物品可以被配置为阴影。设备或
系统可以包括具有不同功能的多个不同的3d打印的物品。
68.回到3d打印过程,特定的3d打印机可以被使用来提供本文描述的3d打印的物品。因此,在又一方面,本发明还提供一种熔融沉积建模3d打印机,包括(a)包括打印机喷嘴的打印机头,和(b)被配置为向打印机头提供3d可打印材料的3d可打印材料提供设备,其中熔融沉积建模3d打印机被配置为提供如本文描述的3d可打印材料。
69.打印机喷嘴可以包括单个开口。在其他实施例中,打印机喷嘴可以是具有两个(或更多个)开口的核-壳型。术语“打印机头”还可以指多个(不同的)打印机头;因此,术语“打印机喷嘴”也可以指多个(不同的)打印机喷嘴。
70.3d可打印材料提供设备可以向打印机头提供包括3d可打印材料的细丝,或可以提供如此的3d可打印材料,其中打印机头创建包括3d可打印材料的细丝。因此,在实施例中,本发明提供一种熔融沉积建模3d打印机,包括(a)包括打印机喷嘴的打印机头,和(b)被配置为向打印机头提供包括3d可打印材料的细丝的细丝提供设备,其中熔融沉积建模3d打印机被配置为向基板提供3d可打印材料,如本文中所描述。
71.特别地,3d打印机包括控制器(或功能地被耦合到控制器),控制器被配置为以控制模式(或“操作模式”)执行如本文描述的方法。除了术语“控制器”之外,还可以应用术语“控制系统”(例如参见上文)。
72.术语“控制”和类似术语尤其是指至少以确定行为或监督元件的运行。因此,本文的“控制”和类似术语例如可以指对元件施加行为(确定行为或监督元件的运行)等,诸如测量、显示、激发、打开、移位、改变温度等。除此之外,术语“控制”和类似术语还可以包括监视。因此,术语“控制”和类似术语可以包括在元件上施加行为以及在元件上施加行为和监视元件。元件的控制可以用控制系统来完成,该控制系统也可以被指示为“控制器”。控制系统和元件因此可以至少暂时地或永久地功能地被耦合。元件可以包括控制系统。在实施例中,控制系统和元件可以不物理地被耦合。控制可以通过有线和/或无线控制来被完成。术语“控制系统”还可以指多个不同的控制系统,其特别是功能地被耦合,并且其中例如一个控制系统可以是主控制系统并且一个或多个其它控制系统可以是从控制系统。控制系统可以包括或可以功能地被耦合到用户接口。控制系统还可以被配置为接收和执行来自远程控制的指令。在实施例中,控制系统可以经由设备上的app来被控制,诸如是便携式设备,如智能电话或i-电话(i-phone)、平板电脑等。因此,设备不必被耦合到照明系统,但是可以(临时)功能地被耦合到照明系统。因此,在实施例中,控制系统(也)可以被配置为被远程设备上的app控制。在这种实施例中,照明系统的控制系统可以是从控制系统或以从模式控制。例如,照明系统可以用代码来标识,特别是用于相应的照明系统的唯一代码。照明系统的控制系统可以被配置为由外部控制系统来被控制,该外部控制系统基于(唯一的)代码的知识(通过用户接口或利用光学传感器(例如,qr码读取器)的输入)访问照明系统。照明系统还可以包括用于与其它系统或设备通信的装置,诸如基于蓝牙、wifi、lifi、zigbee、ble或wimax、或其它无线技术。系统,或装置,或设备可以在“模式”或“操作模式”或“操作的模式”下执行动作。同样地,在方法中,可以以“模式”或“操作模式”或“操作的模式”或“操作模式”来执行动作或阶段或步骤。术语“模式”也可以被指示为“控制模式”。这并不排除系统,或装置,或设备也可以被适用于提供另一控制模式或多个其它控制模式。同样地,这可以不排除在执行模式之前和/或在执行模式之后一个或多个其它模式可以被执行。然而,在实施例中
控制系统可以是可用的,其被适于以提供至少控制模式。如果其他模式可用,则这种模式的选择尤其可以经由用户接口来被执行,尽管其他选项(如取决于传感器信号或(时间)方案来执行模式)也是可能的。在实施例中,操作模式还可以指仅能够以单个操作模式操作(即,“开启”,而没有进一步的可调谐性)的系统,或装置,或设备。因此,在实施例中,控制系统可以取决用户接口的输入信号、(传感器的)传感器信号和定时器中的一个或多个进行控制。术语“定时器”可以指时钟和/或预定时间方案。
73.可以使用术语“3d打印机”、“fdm打印机”或“打印机”来缩短地代替术语“熔融沉积建模(fdm)3d打印机”。打印机喷嘴也可以被指示为“喷嘴”或有时为“挤出器喷嘴”。
74.在又一方面,本发明还提供一种包括如本文限定的3d物品的照明设备,其中3d物品被配置作为以下中的一项或多项:(i)照明设备壳体的至少一部分,(ii)照明室的壁的至少一部分,以及(iii)光学元件。因此,3d物品针对可见光的一部分可以是透射的。例如,以此方式针对可见光透射的照明设备壳体的至少一部分可以被提供和/或针对可见光透射的照明室的壁的至少一部分可以被提供。
75.在具体实施例中,3d物品包括物品壁,其中物品壁包括多个经3d打印的材料的层,其中物品壁包括在物品壁的两侧之间的多个开口,其中多个开口至少部分地由多个层偏差限定。例如,每10cm2(物品壁的)可以有至少一个开口,诸如每4cm2至少一个开口。在实施例中,每平方厘米可以有不多于10个开口,诸如不多于5个开口,尤其是不多于每平方厘米约2个开口,如在实施例中每平方厘米约1个开口。
附图说明
76.现在将仅通过举例的方式,参考所附示意图来描述本发明的实施例,其中对应的参考符号指示对应的部分,并且其中:
77.图1a-1c示意性地描绘了3d打印机和经3d打印的材料的实施例的一些总体方面;
78.图2a-2b示出了参考示例;
79.图3a-3c示意性地描绘了实施例;
80.图4a-4c示意性地描绘了进一步的实施例;
81.图5描绘了一个示例;以及
82.图6示意性地描述了应用。示意图不必按比例绘制。
具体实施方式
83.图1a示意性地描绘了3d打印机的一些方面。附图标记500指示3d打印机。附图标记530指示配置为3d打印,特别是fdm 3d打印的功能单元;该附图标记还可以表示3d打印阶段单元。在此,仅示意性地描绘了用于提供经3d打印的材料的打印机头,诸如fdm3d打印机头。附图标记501指示打印机头。本发明的3d打印机尤其可以包括多个打印机头(见下文)。附图标记502指示打印机喷嘴。本发明的3d打印机尤其可以包括多个打印机喷嘴,尽管其它实施例也是可能的。附图标记320指示可打印3d可打印材料的细丝(诸如上面所指示)。为了清楚起见,没有描绘3d打印机的所有特征,仅描绘了与本发明特别相关的特征(也见下文)。附图标记321指示(3d可打印材料201的)挤出物。
84.3d打印机500被配置为通过在接收器物品550上逐层沉积以生成3d物品1,3d物品1
在实施例中可以至少暂时被冷却,多个层322中的每个层322包括3d可打印材料201,诸如具有熔点tm。3d可打印材料201可以被沉积在基板1550上(在打印阶段期间)。通过沉积,3d可打印材料201变成经3d打印的材料202。从喷嘴502逸出的3d可打印材料201也被指示为挤出物321。附图标记401指示热塑性材料。
85.3d打印机500可以被配置为加热打印机喷嘴502的上游的细丝320材料。这可以例如用包括一个或多个挤出和/或加热功能的设备来被完成。这种设备被用附图标记573指示,并且被布置在来自打印机喷嘴502的上游(即在细丝材料离开打印机喷嘴502之前的时间)。打印机头501可以(因此)包括液化器或加热器。附图标记201指示可打印材料。当沉积时,该材料被指示为经(3d)打印的材料,其由附图标记202指示。
86.附图标记572指示具有材料的卷轴或辊,特别是以线的形式,其可以被指示为细丝320。3d打印机500将其转换为打印机喷嘴下游的挤出物321,其变成接收器物品上或在已经沉积的打印的材料上的层322。通常,喷嘴502下游的挤出物321的直径相对于打印机头501上游的细丝322的直径减小。因此,打印机喷嘴有时(也)被指示为挤出器喷嘴。通过层322和/或层322上的层322t来布置层322,3d物品1可以被形成。附图标记575指示细丝提供设备,其在此包括卷轴或辊和驱动轮,由附图标记576指示。
87.附图标记a指示经3d打印的材料层202的纵轴线或细丝轴线或伸长轴线。
88.附图标记c示意性地描绘了控制系统,诸如尤其是被配置为控制接收器物品550的温度的温度控制系统。控制系统c可以包括加热器,其能够将接收器物品550加热到至少50℃的温度,但尤其是高达约350℃的范围,诸如至少200℃。
89.备选地或附加地,在实施例中接收器板还可以在x-y平面(水平面)中在一个或两个方向上可移动。此外,备选地或附加地,在实施例中接收器板也可以绕z轴线(垂直)旋转。因此,控制系统可以在x-方向、y-方向和z-方向中的一个或多个方向上移动接收器板。
90.备选地,打印机可以具有一个头,其也可以在打印期间旋转。这种打印机具有打印的材料在打印期间不能旋转的优点。
91.层由附图标记322指示,并且具有层高度h和层宽度w。
92.注意,3d可打印材料不必作为细丝320提供给打印机头。此外,细丝320还可以在3d打印机500中由3d可打印材料片制成。
93.附图标记d指示喷嘴的直径(迫使3d可打印材料201通过该喷嘴)。
94.图1b示意性地以3d更详细地描绘了构造下的3d物品1的打印。在此,在该示意图中单个平面中的细丝321的端部互不相连,尽管实际上在实施例中可能是这种情况。附图标记h指示层的高度。各层用附图标记203指示。在此,层具有基本上圆形的截面。然而,通常,它们可以是扁平的,诸如具有类似扁平椭圆管或扁平椭圆导管的外部形状(即,具有被压缩为具有比宽度小的高度的直径的圆形杆,其中侧面(限定宽度)是(仍然)圆形的)。
95.因此,图1a-1b示意性地描绘了熔融沉积建模3d打印机500的一些方面,包括(a)包括打印机喷嘴502的第一打印机头501、(b)被配置为向第一打印机头501提供包括3d可打印材料201的细丝321的细丝提供设备575,以及可选地(c)接收器物品550。在图1a-1b中,第一可打印材料或第二可打印材料或第一经打印的材料或第二经打印的材料分别用通用指示可打印材料201和打印的材料202指示。在喷嘴502的直接下游,具有3d可打印材料的细丝321在沉积时变成具有经3d打印的材料202的层322。
96.图1c示意性地描绘了3d打印的层322的堆叠,每个3d打印的层322具有层高度h和层宽度w。注意在实施例中两个或更多个层322的层宽度和/或层高度可以不同。图1c中的附图标记252指示3d物品的物品表面(在图1c中示意性地描绘)。
97.参考图1a-1c,沉积的3d可打印材料的细丝导致具有高度h(和宽度w)的层。在层322之后沉积层322,3d物品1被生成。图1c非常示意性地描绘了单个壁3d物品1。
98.图2a示意性地描绘了通过经3d打印的材料202的层322的3d打印的逐层沉积。从左到右示出了4层的堆叠被提供。层高度用附图标记h指示,并且层宽度用附图标记w指示。每个层具有经3d打印的材料202的层的伸长轴a。注意这些轴也可以是弯曲的。此外,附图标记323指示相应的打印路径,其在这些实施例中基本上重合。注意堆叠可以提供其中所有打印路径323和/或伸长轴a被包括的面。附图标记sa指示层322的堆叠轴线;每个层可以包括堆叠轴。在实施例中,堆叠轴线可以基本上平行,尽管这不是必须的情况。从右侧可以看出,堆叠轴线sa可以限定截面。在实施例中,平面可以是平面的,但是在其他实施例中该平面可以是非平面的(即1d或2d曲面)。截面由每个上层制成,截面在图2b中示意性地被描绘。实际上,这些截面是在xy平面上的投影(或被投影在xy-平面上)。注意每个突起本质上是同一的。此外,注意实际上假设针对实施例层基本上在彼此之上并且不是弯曲的。
99.图3a示意性地描绘了3d打印的三层的堆叠的实施例,其中在左边是单层,在中间是第一单层上的另一层,以及在右边是第一单层上的另一层上的又一层。图3b中示意性地描绘了xz-平面中的截面。为了在层之间区分,标记’、”和
”’
被应用。图3a是顶视图,但是基本上也可以用作在第一层处(左实施例)和至少上层处(中间实施例和右实施例)的xy-平面上的投影。
100.图3a-3b示意性地描述了用于通过熔融沉积建模生产3d物品1的方法。该方法包括3d打印阶段,该3d打印阶段包括逐层沉积3d可打印材料201以提供包括经3d打印的材料202的3d物品1。3d物品1包括多个经3d打印的材料202的层322。特别地,多个层322包括第一层1322和第二层2322的堆叠1300,第一层1322和第二层2322彼此相邻地被配置。特别地,该方法包括沿相应的打印路径323对第一层1322和随后的第二层2322进行3d打印,同时在第一层1322和第二层2322中的至少一个层中相对于(相应的)打印路径323在xy-平面中提供一个或多个打印路径偏差340。由此,在第一层1322和第二层2322之间限定一个或多个开口354。
101.如图所描绘,层322具有层宽度w。一个或多个打印路径偏差340具有幅度d(特别是相对于(相应的)打印路径323)。在具体实施例中,w≤d≤10*w,甚至更特别是w《d≤10*w。此外,在特定实施例中,一个或多个偏差在半幅度d处具有偏差宽度w1,其中尤其是0.1*w≤w1≤20*w。
102.在实施例中,该方法包括具有一个或多个打印路径偏差340的第一层1322和第二层2322中的至少一个层的连续3d打印。
103.如此,3d物品1被提供,包括经3d打印的材料202。3d物品1包括经3d打印的材料202的多个层322。多个层322包括第一层1322和第二层2322的堆叠1300,第一层1322和第二层2322彼此相邻地被配置。相对于第一层1322和第二层2322在xy平面上的投影,第一层1322和第二层2322中的至少一个层限定相对于第一层1322和第二层2322中的另一个层突出的一个或多个层偏差1340。如此,一个或多个开口354在第一层1322和第二层2322之间被限
定。如上所指示,层322具有层宽度w。此外,限定一个或多个层偏差1340的第一层1322和第二层2322中的至少一个层包括在xy-平面上的投影中的堆叠轴线sa。特别地,一个或多个偏差1340在xy-平面sa上的投影中具有相对于堆叠轴线sa的幅度d。在具体实施例中,w≤d≤10*w,甚至更特别是w《d≤10*w。
104.图3c示意性地描绘了包括多个层322和多个开口354的堆叠1300的截面图。附图标记355指示通道,其被提供在3d物品1的两个相对侧或堆叠1300的两个相对侧之间。图3c因此还示意性地描绘了包括物品壁350的3d物品1的实施例,其中物品壁350包括经3d打印的材料202的多个层322,其中物品壁350包括在物品壁350的两侧之间的多个开口354,其中多个开口354至少部分地由多个层偏差1340限定。
105.因此,除其他之外,在实施例中一种用于给打印物品的表面以织物/针织品外观的方法在本文中被提出。为此目的,建议使用打印策略,其中打印机头沿平滑的线连续地移动而不停止,同时围绕该线在打印平面(xy)中振荡。当连续层中的振荡被选择为异相时,则连续层仅在交叉点处彼此接触。这导致如图4a所示的在两个表面上都具有环的相对开放的结构。然而,振荡在实施例中可以不是对称的,并且振荡在实施例中可以仅从一侧开始,然后仅在一个表面上形成环,而另一表面看起来是多孔的,诸如图4b中示意性描绘的实施例(进一步参见下文)。
106.图4a-4b还示意性地描述了包括以多个偏差340对第一层1322和第二层2322中的至少一个层进行3d打印的方法的实施例,其中(i)两个或更多个打印路径偏差340被配置为相对于(相应的)打印路径323对称,和/或(ii)两个或更多个打印路径偏差340被配置为相对于(相应的)打印路径323不对称。此外,图4a-4b还示意性地描述了包括以块形方式、之字形方式和曲折方式中的一种或多种方式来3d打印具有多个打印路径偏差340的第一层1322和第二层2322中的至少一个层的方法的实施例。此外,图4a-4b还示意性地描绘了其中层322具有层宽度w的方法的实施例,其中该方法包括3d打印具有多个打印路径偏差340的第一层1322和第二层2322中的至少一个层,多个打印路径偏差340具有第一间距p1,并且其中2*w≤p1≤20*w。在附图中,标记’和”被用于在两个间距之间区分(其不必具有不同的值)。
107.图4a-4b还示意性地描绘了包括3d打印两个或更多个层322的方法的实施例,每个层具有多个打印路径偏差340,其中两个或更多个层322中的至少两个层的打印路径偏差340相对于彼此被移位。
108.图4c示出了一个实施例的正视图(i)和后视图(ii),其中交替的层包括偏差340。
109.因此,图4a-4c(还)示意性地描绘了包括3d打印各自具有多个打印路径偏差340的两个或更多个层322的方法的实施例,其中层具有层高度h,其中针对彼此最接近的相邻层322的两个层的组322,每个具有多个打印路径偏差340的应用以下各项中的一项或多项:(i)两个层322的偏差具有相同的第一间距p1,但是层322的打印路径偏差340相对于彼此被移位,以及(ii)在两个层的组322中的不同层322中最近的相邻打印路径偏差340具有至少层高度h的相互距离d1。
110.图4c可以是例如当层高度与喷嘴直径几乎相同时获得多孔结构的结果。
111.在特定实施例中,振荡a的幅度足够大以产生环但不会太大以给予表面不整洁的外观。在更具体的实施例中,打印的层的宽度(w)可以特别地满足以下条件w《a《3w。这种打
印方式可以导致穿孔结构,因为环可导致孔的形成。孔的大小也可以通过调整打印策略来被改变。
112.注意在图4a-4c中示意性地被描述的实施例中,堆叠轴可以基本上提供平面的平面。因此,由于存在从平面的平面延伸的偏差,基本平坦的壁元件可以被提供有开口。
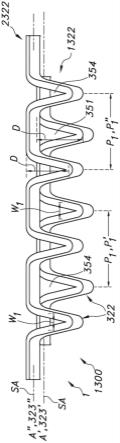
113.图4c和图5示意性地描绘了其中3d物品1包括物品壁350的方法的实施例,其中物品壁350包括经3d打印的材料202的多个层322,其中该方法包括提供具有以规则布置的多个打印路径偏差340的多个层322,以在物品壁350的两侧之间提供开口354的规则布置。因此,除了其他实施例之外,描绘了其中层具有层高度h的实施例,其中针对每个具有多个层偏差1340的、彼此最接近的相邻层322的两个层322的组,适用以下中的一项或多项:i两个层的层偏差1340具有相同的第一间距p1,但是层322的层偏差1340相对于彼此被移位,以及ii两个层322的组的不同层中的最近的相邻层偏差1340具有至少层高度h的相互距离d1。
114.图5示意性地示出了具有向下下垂的环的打印品的前侧的实施例。可以看出,两个表面都是相当多孔的。为了减小孔隙率,层高度被设定为小于打印机喷嘴直径的一半。此外,在结构被移位之前,包括直层的若干层被打印在彼此之上。这导致将各层挤压在彼此之上,同时环自由地具有喷嘴的直径。这在图4c中示意性地被示出,其中假定层厚度与喷嘴的半径大致相同。
115.图6示意性地描绘了用附图标记2指示的灯或照明器的实施例,其包括用于生成光11的光源10。灯可以包括壳体或罩或另一元件,其可以包括经3d打印的物品1或是经3d打印的物品1(以上描述了其若干实施例)。在此,半球(在截面视图中)示意性地指示壳体或罩。灯或照明器可以是照明设备(其包括光源10)或者可以包括照明设备(其包括光源10)。因此,术语照明设备可以指灯或照明器,并且因此可以用附图标记2指示。因此,在特定实施例中照明设备包括3d物品1。3d物品1可以被配置作为以下中的一项或多项:(i)照明设备壳体的至少一部分,(ii)照明室的壁的至少一部分,以及(iii)光学元件。因此,在实施例中3d物品针对光源光11可以是反射的和/或针对光源光11可以是透射的。在此,3d物品可以例如是壳体或罩。壳体或罩包括物品部分400。针对物品部分400的可能实施例,也参见上文。图6示意性地描绘了几个实施例,其中在第一实施例i中,3d物品1的透射率相对较小,而在其它实施例ii和实施例iii中,透射率较大。
116.在实施例中,3d物品可以包括交替的打印层级,其中第一3d打印层级包括表面环,并且第二3d打印层级不包括3d打印环(即间隔)。在实施例中,3d物品可以包括交替的打印层级,其中第一3d打印层级包括表面环,并且第二3d打印层级包括3d打印环(即间隔)。在实施例中,3d物品可以包括每3d打印层级至少10个表面环,更特别地至少13个表面环,最优选地至少15个表面环。
117.在实施例中,3d物品可以包括每3d打印级的规则间距。在实施例中,3d物品可以包括至少10个3d打印级的规则间距,更优选地至少13个3d打印级的规则间距,最优选地至少15个3d打印级的规则间距。
118.在实施例中,3d物品可以包括第一3d打印级和第二3d打印级,第一3d打印级包括具有第一间距的表面环,第二3d打印级包括具有不同于第一间距的第二间距的表面环。
119.在实施例中,3d物品可以包括表面环,表面环可以被配置为同相。在其它实施例中,表面环可以是异相的,但优选地被移位1/2节距。
120.在实施例中,3d物品可以包括第一3d打印层级和第二3d打印层级,第一3d打印层级包括第一材料,并且第二3d打印层级包括不同于第一材料的第二材料。
121.在实施例中,3d物品可以包括第一3d打印层级和第二3d打印层级,第一3d打印层级包括第一颜色,并且第二3d打印层级包括不同于第一颜色的第二颜色。
122.在实施例中,间距p可以优选为w《p《3w,更特别地为1.2w《p《2.7w,最特别地为1.5w《p《2.5w,诸如例如p=2。
123.在实施例中,3d物品可以包括4个相邻层的至少1层包括表面环,更特别地,4个相邻层中的至少2层包括表面环,诸如在特定实施例中,4个相邻层中的至少3层包括表面环,诸如例如4个相邻层包括表面环。
124.在实施例中,至少两层可以包括具有不同形状和/或不同宽度和/或不同幅度的表面环。
125.术语“多个”是指两个或更多个。
126.本文中的术语“基本”或“基本上”以及类似术语将为本领域技术人员所理解。术语“基本”或“基本上”还可以包括具有“完全”、“完全地”,“所有”等的实施例。因此,在实施例中形容词“基本”或“基本上”也可以被去除。在适用的情况下,术语“基本”或术语“基本上”还可以涉及90%或更高,诸如95%或更高,尤其是99%或更高,甚至更尤其是99.5%或更高,包括100%。
127.术语“包括”还包括其中术语“包括”是指“由
……
组成”的实施例。
128.术语“和/或”尤其涉及在“和/或”之前和“和/或”之后提到的一个或多个物品。例如,短语“物品1和/或物品2”和类似短语可以涉及物品1和物品2中的一个或多个。术语“包括”在实施例中可以是指“由
……
组成”,但在另一个实施例中也可以是指“含有至少所限定的物质和可选地一种或多种其它物质”。
129.此外,说明书和权利要求书中的术语第一、第二、第三等被用于区分相似的元件,而不一定用于描述顺序或时间顺序。应当理解,如此使用的术语在适当的情况下是可互换的,并且本文中描述的本发明的实施例能够以不同于本文描述或示出的其他顺序操作。
130.设备、装置或系统在本文中可以在操作期间被描述。本领域技术人员将清楚,本发明不限于操作方法,或操作中的设备、装置或系统。
131.应当注意,上述实施例说明而非限制本发明,并且所属领域的技术人员将能够在不脱离所附权利要求书的范围的情况下设计许多备选的实施例。
132.在权利要求中,被放置在括号之间的任何附图标记不应解释为限制权利要求。
133.动词“包括”及其变形的使用不排除除了权利要求中所述的那些之外的元件或步骤的存在。除非上下文清楚地另有要求,否则在整个说明书和权利要求书中,词语“包括”、“包括”等应被解释为包括性意义,而不是排他性或穷举性意义;也就是说,在“包括但不限于”的意义上。
134.元件之前的冠词“一”或“一个”不排除多个这种元件的存在。
135.本发明可以通过包括几个不同元件的硬件以及通过适当编程的计算机来实现。在列举了几个装置的设备权利要求或装置权利要求或系统权利要求中,这些装置中的几个可以由同一项硬件来实现。在相互不同的从属权利要求中叙述某些措施的事实并不指示不能有利地使用这些措施的组合。
136.本发明还提供了一种控制系统,其可以控制设备、装置或系统,或者可以执行本文中描述的方法或过程。此外,本发明还提供了一种计算机程序产品,当在功能地被耦合到设备、装置或系统或由设备、装置或系统包括的计算机上运行时,控制这种设备、装置或系统的一个或多个可控元件。
137.本发明进一步适用于包括在说明书中描述和/或在附图中示出的一个或多个特征的设备、装置或系统。本发明进一步涉及包括在说明书中描述的和/或在附图中示出的一个或多个特征的方法或过程。
138.本专利中讨论的各个方面可以被组合以提供附加的优点。此外,本领域技术人员将理解,可以组合实施例,并且也可以组合多于两个的实施例。此外,一些特征可以形成一个或多个分案申请的基础。
139.不言而喻,第一(可打印或打印的)材料和第二(可打印或打印的)材料中的一种或多种可以包含对(多个)材料的tg或tm没有影响的填充物,例如玻璃和纤维。
140.除其他区之外,本发明在实施例中提供了一种方法,其中3d打印的层被堆叠,但是其中在一个或多个位置处,一层相对于另一层侧向被移位。它可能看起来像(小的)偏离。因此,一个层从下面的层侧向偏差并且返回下面的层。这可以在相对小的长度上。偏离被选择,使得在下层和侧向偏差的层之间存在开口。如此,包括堆叠的3d打印的物品可以具有允许光透射的(物理)开口。通常,层的层高度不适合。偏差或偏离可以以规则的方式被提供。这可以提供具有规则布置的开口的3d打印。注意,不是3d打印的物品的每个层都必须包括这种偏差或偏离。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1