用于使用流动填充设计进行快速对象生产的系统的制作方法
用于使用流动填充设计进行快速对象生产的系统
1.政府权利
2.本发明是在美国陆军授予的合同号为w911nf-17-2-0227(美国陆军acc-apg-rtp w911nf)的政府支持下做出的。政府享有本发明中的某些权利。
技术领域
3.本发明涉及使用共反应材料的三维打印方法的计算机控制。
背景技术:
4.三维(3d)打印(也称为增材制造)在过去几年中经历了技术性爆炸。这种增长的兴趣与3d打印从常见的计算机辅助设计(cad)文件中轻松制造各种各样的对象的能力有关。在3d打印中,合成物被放置在连续的材料层中以构建结构。这些层可以由例如液体、粉末、纸或片材材料制成。
5.在一些常规配置中,3d打印系统利用热塑性材料。3d打印系统通过经加热的喷嘴将热塑性材料挤压到平台上。使用从cad文件导出的指令,该系统相对于平台移动喷嘴,从而连续地构建热塑性材料层以形成3d对象。从喷嘴挤出后,热塑性材料冷却。因此,所得到的3d对象由热塑性材料层制成,这些热塑性材料层以加热的形式被挤出并层置在彼此之上。
技术实现要素:
6.本发明包含一种用于使用流动填充设计进行零件生产的计算机系统。所述计算机系统包括一个或多个处理器和一个或多个计算机可读介质,所述一个或多个计算机可读介质上存储有可执行指令,这些可执行指令在由所述一个或多个处理器执行时将所述计算机系统配置成执行各种动作。所述计算机系统接收描述目标对象的物理尺寸的计算机辅助设计(cad)文件。所述计算机系统还在所述cad文件内标识目标对象的物理边界部分。所述物理边界部分包括目标对象的被配置成包围共反应填充材料的一部分。附加地,所述计算机系统生成用于增材制造所述物理边界部分的第一工具路径。进一步,所述计算机系统向与分配器通信的计算机系统发送使分配器在分配边界材料的同时实施第一工具路径。再进一步,所述计算机系统生成命令,所述命令在物理边界部分内分配共反应填充材料。
7.附加地,本发明包含一种用于使用流动填充设计进行零件生产的方法。所述方法包括接收描述目标对象的物理尺寸的计算机辅助设计(cad)文件。所述方法还包括在所述cad文件内标识所述目标对象的物理边界部分,其中所述物理边界部分包括目标对象的被配置成包围共反应填充材料的部分。附加地,所述方法包括生成用于增材制造所述物理边界部分的第一工具路径。进一步,所述方法包括向与分配器通信的计算机系统发送使所述分配器在分配边界材料的同时实施第一工具路径的指令。再进一步,所述方法包括生成在所述物理边界部分内分配所述共反应填充材料的命令。
8.本发明的示例性实施方式的附加特征和优点将在以下描述中阐述,并且部分将从
描述中显而易见,或者可以通过此类示例性实施方式的实践获悉。这种实施方式的特征和优点可以通过在所附权利要求和条款中特别指出的工具和组合来实现和获得。从以下描述和所附权利要求中,这些和其他特征将变得更加显而易见,或者可以通过如下文所述的这种示例性实现的实践来了解。
附图说明
9.为了描述可以获得本发明的上述和其他优点和特征的方式,将通过参考附图中示出的本发明的具体实例来呈现以上简要描述的本发明的更具体描述。应当理解,这些附图仅描绘了本发明的典型实例,因此不应被认为是对其范围的限制,将通过使用附图以额外的特征和细节来描述和解释本发明,在附图中:
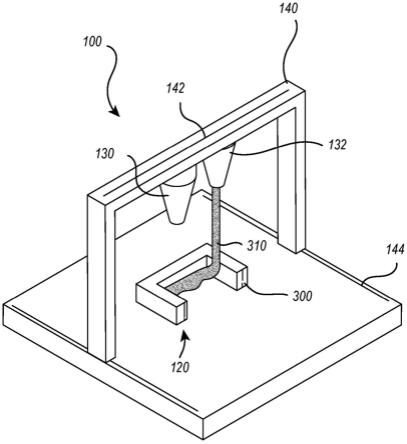
10.图1示出了用于使用流动填充设计进行快速生产对象的系统;
11.图2示出了使用流动填充设计进行快速生产对象的计算机系统的示意图;
12.图3a示出了用于制造的实例目标对象的物理边界部分;
13.图3b示出了来自图3a的用于制造的实例目标对象;
14.图3c示出了进入实例目标对象的物理边界部分的共反应填充材料的流动;
15.图3d示出了进入实例目标对象的物理边界部分的共反应填充材料的另一流动;
16.图4示出了用于使用流动填充设计进行快速对象生产的3d打印机;以及
17.图5示出了用于使用流动填充设计进行快速目标生产方法中的步骤的流程图。
具体实施方式
18.本发明延伸到用于使用流动填充设计进行快速对象生产的系统、方法和装置。这些系统、方法和装置通过在创建目标对象期间沉积共反应材料作为填充物来操作。如本文所用,“目标对象”可以指至少部分地由在此描述的系统、方法和/或装置增材制造的物理对象的一部分或者完整物理对象。附加地,如本文所用,共反应材料包含热固性材料。
19.与替代性的增材制造方法相比,使用共反应组分的增材制造具有几个优点。如本文所用,“增材制造”是指使用计算机辅助设计(通过用户生成的文件或3d对象扫描仪)来使增材制造装置以精确的几何形状一层一层地沉积材料。使用共反应组分的增材制造可以创建更坚固的零件,因为形成连续层的材料可以发生共反应以在层之间形成共价键.。而且,因为在混合时组分具有较低粘度,因此可以使用较高的填料含量。较高的填料含量可以用于修改材料和所构建的对象的机械和/或电气性质。共反应组分可以扩展增材制造零件中使用的化学成分,以提供改进的性质,如耐溶剂性和耐热性。
20.附加地,使用计算机系统来控制增材制造环境内的共反应组分的使用的能力提供了几个优点。例如,计算机系统能够以产生所得到的材料的期望物理属性的方式动态控制和调节共反应组分的流量和工具路径。这种调节和控制在增材制造内提供了独特的优势。
21.出于以下详细描述的目的,应当理解,本发明可采取各种替代变化和步骤顺序,除非明确指出相反的情况。而且,除了在任何操作实例中或另外指出的地方,在说明书和权利要求中使用的表示例如成分的量的所有数字应理解为在所有情况下被术语“大约”修饰。因此,除非有相反的指示,否则在以下说明书和所附权利要求书中阐述的数值参数是近似值,其可以取决于本发明获得的期望性质而有所不同。至少,并且不试图将等同原则的应用限
制于权利要求的范围,每个数值参数应至少根据所报道的有效数字的数目并通过应用普通的舍入技术来解释。尽管阐述本发明的广泛范围的数值范围和参数是近似值,但是具体实例中阐述的数值是尽可能精确地报告的。然而,任何数值都固有地含有必然由它们各自的测试测量结果中的标准偏差引起的一定误差。
22.并且,应理解,本文中所述的任何数值范围旨在包含其中包含的所有子范围。例如,“1至10”的范围旨在包含所述最小值1和所述最大值10之间(并包含此二值)的所有子范围,即具有大于等于1的最小值和小于等于10的最大值。
23.单数的使用包含复数,并且复数涵盖单数,除非另有明确说明。此外,“或”的使用意味着“和/或”,除非另有明确说明,即使“和/或”可能在某些情况下被明确使用。
24.术语“聚合物”意味着包含预聚物、均聚物、共聚物和低聚物。
25.本公开的实施例涉及使用3d打印生产结构对象。可以通过将至少两种共反应组分沉积到基底上来形成对象的连续部分或层并且然后在下面的沉积的部分或层上沉积对象的附加部分或层,从而生产3d对象。层被连续沉积以构建3d打印对象。共反应组分可以混合并且然后沉积,或者可以单独地沉积。当单独地沉积时,组分可以同时沉积、顺序沉积或同时和顺序沉积。
26.沉积和类似术语是指将包括共反应性或共反应组合物和/或其反应组分的打印材料施涂到基底上(对于对象的第一部分)或施涂到对象的先前沉积的部分或层上。每种共反应组分可以包含可以与其它共反应组分的成分发生化学反应的单体、预聚物、加合物、聚合物和/或交联剂。
27.至少两种共反应组分可以混合在一起,并且随后作为共反应组分的混合物沉积,这些共反应组分反应以形成对象的各部分。例如,通过将至少两个单独的共反应组分物流递送到混合装置(如静态混合器中)以产生然后沉积的单个流,可以将两种共反应组分混合在一起并作为共反应组分的混合物沉积,这些共反应组分反应以形成共反应组合物。在沉积包括反应混合物的组合物时,共反应组分可以至少部分反应。所沉积的反应混合物可以在沉积后至少部分反应,并且也可以与对象的先前沉积的部分和/或随后沉积的部分(如对象的下层或上层)反应。
28.替代性地,两种共反应组分可以彼此单独地沉积,以在沉积时反应从而形成对象的各部分。例如,两种共反应组分可以单独地沉积,如通过使用喷墨打印系统,由此共反应组分彼此重叠和/或靠近彼此足够接近地沉积,因此两种反应组分可以反应以形成对象的各部分。作为另一实例,在挤出物中,挤出物的横截面轮廓可以是不均匀的,而不是均匀的,使得横截面轮廓的不同部分可以具有两种共反应组分中的一种和/或可以以不同摩尔和/或当量比含有两种共反应组分的混合物。
29.而且,在整个3d打印对象中,可以使用不同比例的两种共反应组分来形成对象的不同部分,使得对象的不同部分可以具有不同的材料性质。例如,对象的某些部分可能是刚性的,而对象的其他部分可能是柔性的。
30.应当理解的是,可以调节共反应组分的粘度、反应速率和其它性质,以控制共反应组分和/或共反应组合物的流动,使得沉积的部分和/或对象在沉积后达到并保持所期望的结构完整性。共反应组分的粘度可以通过包含溶剂来调节,或者共反应组分可以基本上不含溶剂或完全不含溶剂。共反应组分的粘度可以通过包含填料来调节,或者共反应组分可
以基本上不含填料或完全不含填料。共反应组分的粘度可以通过使用具有更低或更高分子量的组分来调节。例如,共反应组分可以包括预聚物、单体或预聚物和单体的组合。共反应组分的粘度可以通过改变沉积温度来调节。共反应组分可以具有粘度和温度分布,该粘度和温度分布可以针对所用的具体沉积方法进行调节,如在沉积和/或喷墨之前进行混合。粘度可以受共反应组分本身的组成影响和/或可以通过包含如本文所述的流变改性剂来控制。
31.可能期望的是粘度和/或反应速率使得在共反应组分沉积之后,组合物保持预期的形状。例如,如果粘度太低和/或反应速率太慢,所沉积的组合物可能以损害最终的对象的所期望的形状的方式流动。类似地,如果粘度太高和/或反应速率太快,期望形状也可能会受到损害。
32.现在转到附图,图1示出了用于使用流动填充设计进行快速对象生产的系统。所描绘的系统包括与计算机系统110通信的3d打印机100。虽然被描绘为物理上单独的组件,但是计算机系统110也可以整体集成在3d打印机100内、分布在多个不同的电子设备(包含云计算环境)之间、或者以其他方式与3d打印机100集成。如本文所用,“3d打印机”指的是能够使用计算机生成的数据文件进行增材制造的任何设备。这种计算机生成的数据文件在本文中被称为“cad文件.”33.3d打印机100被描绘成具有呈块的形式的目标对象120。块包括由3d打印机100至少部分地使用共反应组分构建的方形轮廓。3d打印机100包括附接到移动机构140的分配器130。如本文所用,“分配器”可以包括动态喷嘴、静态喷嘴、注射设备、倾倒设备、分配设备、挤出设备、喷雾器设备或能够提供共反应组分的受控流动的任何其它设备。附加地,移动机构140被描绘为包括附接在轨道142(该轨道可沿着臂在x轴方向上移动)以及另一组轨道144(在该组轨道中臂能够在y轴方向上移动)内的分配器130,。然而,应当理解的是,这种配置仅仅是为了实例和解释的目的而提供的。在附加的或替代性的配置中,移动机构140可以包括能够控制分配器130相对于目标对象120的位置的任何系统,包含但不限于使目标对象120相对于分配器130移动的系统。
34.如图所描绘的那样,在一些配置中,3d打印机100包括多个分配器130、132。多个分配器可以互换使用,或者可以包括独特的属性和用途。例如,分配器130可以用于使用材料内的共反应组分进行增材制造,而分配器132可以用于使共反应填充材料流入到目标对象120中。这些不同分配器130、132的可能组合使用将在下面更详细地描述。
35.图2示出了使用流动填充设计进行快速对象生产的计算机系统110的示意图。计算机系统110被示出为与3d打印机100通信。附加地,流动填充设计软件200的各种模块或单元被描绘为由计算机系统110执行。特别地,流动填充设计软件200被描绘为包括cad处理单元230、工具路径生成单元240、流量处理单元242、材料数据库246和分配器控制单元250。
36.如本文所用,“模块”包括执行特定功能的计算机可执行代码和/或计算机硬件。本领域的技术人员将了解,不同模块之间的区别至少部分地为任意的,且模块可以其它方式组合及划分且仍保持在本公开的范围内。因此,仅出于清楚和解释起见而将组件描述为“模块”,且除非另外明确地陈述,否则不应解释为指示需要计算机可执行代码和/或计算机硬件的任何特定结构。在本说明书中,也可以类似地使用术语“单元”、“组件”、“代理”、“管理器”、“服务”、“引擎”、“虚拟机”等。
37.计算机系统110还包括一个或多个处理器210和一个或多个计算机存储介质220,所述一个或多个计算机存储介质上存储有可执行指令,这些可执行指令在由一个或多个处理器210执行时将计算机系统110配置成执行各种动作。例如,计算机系统110被配置成接收描述目标对象120的物理尺寸的计算机辅助设计(cad)文件。在所描述的实例中,cad处理单元230读取cad文件并标识块的物理尺寸。cad文件还可以包括与材料的类型和/或用于创建块的材料的期望特性相关的指令。
38.计算机系统110还被配置成在cad文件内标识目标对象120的物理边界部分。如本文所用,“物理边界部分”包括目标对象的包围共反应填充材料的部分。如本文所用,“共反应填充材料”包括流入目标对象120的物理边界部分中的任何材料。附加地,如本文所用,“流动”或“流动的”是指共反应填充材料物理沉积到目标对象120中。例如,图3a示出了用于制造的实例目标对象120的物理边界部分300。图3b示出了用于利用沉积在物理边界部分300内的共反应填充材料310制造的实例目标对象120。在所描绘的实例中,物理边界部分300包括块的外边缘。然而,在一些实例中,物理边界部分300可能不一定包括目标对象120的最外边缘。例如,目标对象120可以包括多个物理边界部分,该多个物理边界部分各自限定了包围共反应填充材料310的不同区域。
39.在所描绘的实例中,物理边界部分300可以包括共反应材料、热塑性材料或能够利用3d打印机100进行增材制造的任何其他材料。相同的3d打印机100可以用于物理边界部分300的创建和物理边界部分300内填充物的分配。在这种情况下,cad处理单元230可能已经知道3d打印机100内的物理边界部分300的身份和相对位置,因为3d打印机本身创建了物理边界部分300。
40.一旦cad处理单元230]已经标识了物理边界部分300,工具路径生成单元240生成用于增材制造物理边界部分300的第一工具路径。如本文所用,“工具路径”指的是在分配器130制造目标对象120时分配器的路径和速度。该工具路径生成单元240生成第一工具路径,使得从分配器130以一定速率并沿着将创建物理边界部分300的路径分配共反应材料。
41.在一些情况下,第一工具路径可能需要分配器130在其自身顶部上将共反应材料层分层。流量处理单元242和分配器控制单元250计算目标流量,以确保共反应材料在不同层之间适当结合。这种计算可以考虑共反应材料的反应时间,使得在下层有时间完全固化之前,这些层被放置在彼此的顶部。由此,第一工具路径的生成可以至少部分基于目标流量。如上所解释那样,与不同共反应组分保持反应性的时间量相关的这种信息由材料数据库246提供。
42.流量处理单元242可以计算目标流量,以利用共反应材料创建物理边界部分300。如本文所用,“流量”包括材料的一种或多种组分从分配器130、132分配的速率。流量可以基于每个组分进行控制。例如,工具路径生成单元240包括流量处理单元242,该流量处理单元确定并控制用于分配共反应材料的目标流量,以创建物理边界部分300并在物理边界部分300内分配填充共反应材料。
43.流量处理单元242可以被配置成通过改变物理边界部分300和/或填充部分的共反应材料内的共反应组分的性质来操纵共反应材料的流量。应当理解的是,可以调节共反应组分的粘度、反应速率和其它性质,以控制共反应组分和/或热固性组合物的流动,使得沉积的部分和/或对象在沉积后达到并保持所期望的结构完整性。共反应组分的粘度可以通
过包含溶剂来调节,或者共反应组分可以基本上不含溶剂或完全不含溶剂。共反应组分的粘度可以通过包含填料来调节,或者共反应组分可以基本上不含填料或完全不含填料。共反应组分的粘度可以通过使用具有更低或更高分子量的组分来调节。例如,共反应组分可以包括预聚物、单体或预聚物和单体的组合。共反应组分的粘度可以通过改变沉积温度来调节。共反应组分可以具有粘度和温度分布,该粘度和温度分布可以针对所用的具体沉积方法进行调节,如在沉积和/或喷墨之前进行混合。粘度可以受共反应组分本身的组成影响和/或可以通过包含如本文所述的流变改性剂来控制。
44.可能期望的是粘度和/或反应速率使得在共反应组分沉积之后,组合物保持预期的形状。例如,如果粘度太低和/或反应速率太慢,所沉积的组合物可能以损害最终的对象的所期望的形状的方式流动。类似地,如果粘度太高和/或反应速率太快,期望形状也可能会受到损害。
45.例如,沉积在一起的共反应组分可以各自具有在25℃下和0.1s-1
的剪切速率下的从5000厘泊(cp)至5000000cp、50000cp至4000000cp、或200000cp至2000000cp的粘度。沉积在一起的共反应组分可以各自具有25℃下和1,000s-1
剪切速率下的从50厘泊(cp)至50000cp、100cp至20000cp、或200至10000cp的粘度。粘度值可以在具有从1mm至2mm的间隙的情况下使用安东帕mcr 301或302流变仪进行测量。
46.根据期望的性质,填充材料和边界材料可以包括不同的粘度。例如,边界材料可以包括比填充材料更高的粘度,使得边界材料保持其形式,而填充材料容易地流动以填充由边界材料限定的物理边界部分。例如,填充材料可以包括800cp至1800cp之间的粘度,而边界材料可以包括700cp至2900cp之间的粘度。附加地或替代性地,填充材料可以包括300cp至3000cp之间的粘度,并且边界材料可以包括500cp至5000cp之间的粘度。附加地或替代性地,填充材料可以包括100cp至5000cp之间的粘度,并且边界材料可以包括300cp至10000cp之间的粘度。
47.附加地或替代性地,分配器控制单元250可以调节3d打印机100的特性,以便实现期望的流量。例如,分配器控制单元250可以使分配器130行进得更快或更慢,以便实现期望的沉积速率、粘度和/或反应速率。类似地,分配器控制单元250可以使分配器130基于所期望的流量以更高或更低的速率分配共反应材料。由此,流量处理单元242可以调节材料内的共反应组分的性质,和/或分配器控制单元250可以调节3d打印机100的机械操作,以便实现期望的流量。
48.在一些配置中,3d打印机100能够利用多种不同类型的材料来制造目标对象120。这些不同的材料可以包括共反应组分的不同组合。由此,工具路径生成单元240可以接收将被用作共反应填充材料310和/或物理边界部分300的材料以创建目标对象120的单个材料或一组材料的指示。在一些情况下,3d打印机100被预配置成对于所有增材制造仅使用单个材料类型内的单组共反应组分。
49.在接收到材料的指示时,工具路径生成单元240从材料数据库246访问材料的特性。在某些情况下,材料的指示包括特定的混合物共反应组分。材料的特性包括材料的粘度和/或与材料的反应性相关的各种其他属性。使用来自材料数据库246的信息和以上描述的过程,工具路径生成单元240使用材料的特性来确定目标流量。
50.在一些情况下,工具路径生成单元240可以基于用于创建物理边界部分300的材料
的特性来接收用于共反应填充材料310的材料的指示。例如,物理边界部分300可以包括具有特定结合特性的材料。计算机系统110可以标识这些结合特性,并基于这些特性将材料的指示通信传送到工具路径生成单元240。
51.例如,物理边界部分300可以包括热塑性材料。计算机系统110可以确定共反应填充材料310内的共反应组分的特定组合将与热塑性材料创建最强的结合。计算机系统110将这个材料的指示通信传送给工具路径生成单元240用于生成适当的工具路径。替代性地,计算机系统110可以确定共反应填充材料310内的共反应组分的特定组合将对热塑性材料具有腐蚀性,并且因此避免这个特定组合。
52.类似地,物理边界部分300可以包括边界材料内的共反应组分。工具路径生成单元240可以标识要包含在共反应填充材料310内的一组特定的共反应组分,以便在物理边界部分300和共反应填充材料310之间创建期望的共价结合。在一些情况下,最终用户可能期望物理边界部分300和共反应填充材料310的特定的性能属性。进一步,对于物理边界部分300和共反应填充材料310的期望属性可能不相同。在这种情况下,用户可以为每种材料提供期望的共反应组分,和/或工具路径生成单元240可以为材料标识期望的共反应组分。
53.附加地,在一些配置中,共反应组分可以在反应过程期间利用外部刺激,如uv光。在这种情况下,3d打印机100可以包括可由计算机系统110控制的uv光源。3d打印机100可以被配置成分配共反应材料并利用uv光源固化材料。计算机系统110可以类似地实施各种其他刺激,使得在物理边界部分300内分配共反应填充材料期间和/或之后,将刺激施涂到共反应填充材料。
54.附加地,分配器控制单元250还可以被配置成允许分配器130、132在第一工具路径期间滑行。如本文所用,“滑行”是指尽管3d打印机100不再主动地使共反应材料流入分配器130中,分配器130在继续分配共反应材料的同时沿着工具路径(例如,第一工具路径)继续的能力。滑行的能力至少部分地是分配器130内的共反应材料以及分配器130和用于共反应材料的容纳容器之间的3d打印机的部分引起的。由此,当实施第一工具路径时,如果在第一工具路径期间不允许分配器滑行并排出系统内的共反应材料,则分配器可能会分配不希望的、过量的共反应材料。因此,第一工具路径的生成可以包括允许分配器滑行并继续挤出分配器内剩余材料的部分。
55.一旦生成了第一工具路径,计算机系统110向分配器130、132发送使分配器130在使边界材料流动以创建物理边界部分300的同时实施第一工具路径的指令。边界材料可以包括以由第一工具路径引导的期望的物理边界部分300的形式流动的共反应组分。
56.计算机系统110还生成在物理边界部分300内分配共反应填充材料310的命令。该命令可以包括对自动分配系统的命令,或者可以包括被配置成使用户界面显示在物理边界部分内倾倒共反应填充材料的指示(如图1中示出的界面)以指令用户将共反应填充材料310分配到物理边界部分300内的命令。如本文所用,“自动分配系统”包括能够接收电子指令以使共反应填充材料310在物理边界部分300内流动并随后致动电动机械马达以使共反应填充材料310流动的任何系统。
57.在一些实例中,工具路径生成单元240通过生成用于增材制造至少部分位于物理边界部分300内的填充部分的第二工具路径来生成在物理边界部分300内分配共反应填充材料310的命令。工具路径生成单元240向与分配器132通信的计算机系统110发送使分配器
在使共反应填充材料310流动以创建填充部分的同时实施第二工具路径的指令。附加地或替代性地,工具路径生成单元240向不同的分配器132发送指令,该分配器在使共反应填充材料310流动以创建填充部分的同时实施第二工具路径。由此,自动分配系统可以包括3d打印机100、3d打印机100中的特定分配器132、或者能够使共反应填充材料310流动的任何数量的其他系统。
58.例如,图3c示出了进入实例目标对象120的物理边界部分300的共反应填充材料310的流动。所描绘的实例中,将共反应填充材料310从容器320倾倒入物理边界部分300中。容器320可以用手倾倒,或者可以包括被配置成根据命令倾倒容器320的内容物的机械机器的一部分。可以预先测量共反应填充材料310,使得容器320内的材料的体积与期望的体积相匹配。
59.附加地,容器320的内容物可以被倾倒在物理边界部分300内的基本上单个的区域处。共反应填充材料310的粘度可以使材料散开并完全填充所期望的区域。附加地或替代性地,计算机系统110可以提供计时器,在该计时器期间,必须将共反应填充材料倾倒入物理边界部分300中。计时器可以基于物理边界部分300中的材料固化之前的时间量。可能期望在该时间之前倾倒共反应填充材料310,以更好地使共反应填充材料310中的共反应组分与物理边界部分300中的共反应材料化学结合。
60.图3d示出了进入实例目标对象120的物理边界部分300的共反应填充材料310的另一流动。在这个所描绘的实例中,共反应填充材料10在喷雾器340内被喷入到物理边界部分300中。喷雾器340可以是手动操作的或者可以是自动的,使得喷雾器340包括被配置成根据命令喷射共反应填充材料310的机械机器的一部分。喷雾器340可以包括传感器,该传感器指示已经喷射的共反应填充材料310的量,使得喷雾器340能够将正确量的共反应填充材料310流入到物理边界部分300中。
61.附加地,喷雾器340可以在物理边界部分300内的基本单个区域喷射共反应填充材料310。共反应填充材料310的粘度可以使材料散开并完全填充所期望的区域。附加地或替代性地,计算机系统110可以提供计时器,在该计时器期间,必须将共反应填充材料喷射到物理边界部分300中。计时器可以基于物理边界部分300中的材料固化之前的时间量。可能期望在该时间之前喷射共反应填充材料310,以更好地使共反应填充材料310中的共反应组分与物理边界部分300中的共反应材料化学结合。
62.虽然图3c和图3d提供了使共反应填充材料310流入物理边界部分300的两个具体实例,但是人们将理解,这些实例是为了实例和解释的目的而提供的。可以使用各种其他方法使共反应填充材料310流入物理边界部分300中,并且仍然在本发明的范围内。
63.图4示出了用于使用流动填充设计进行快速对象生产的3d打印机100。在所描绘的实例中,3d打印机100利用第一分配器130增材制造物理边界部分300,并且同时使共反应填充材料310从第二分配器132流入物理边界部分300中。由此,在一些实例中,3d打印机100可以被配置成同时操作两个单独的分配器,其中一个分配器增材制造物理边界部分300,而另一分配器使共反应填充材料310流入物理边界部分300中。
64.为了正确地构造期望的目标对象120,计算机系统110计算具有其相关联的共反应组分的共反应填充材料的粘度。计算机系统110还可以计算共反应填充材料填充物理边界部分300的速度。使用这个信息,计算机系统110计算在第二分配器132开始使共反应填充材
料310流入物理边界部分300中之前必须创建的物理边界部分300的量。人们将理解,未能等待直到构建了足够多物理边界部分300在使共反应填充材料310流动之前可能使共反应填充材料310行进到所期望的目标对象120之外。在各种配置中,图4中的第二分配器132可以包括动态喷嘴、静态喷嘴、注射设备、倾倒设备、分配设备、挤出设备、喷雾器设备或能够提供共反应组分的受控流动的任何其它设备。
65.回到图3b,该图示出了具有完全就位的共反应填充材料310的完成的目标对象120。使用共反应性组分来创建共反应填充材料可以导致几种期望的性质。例如,共反应填充材料可以共价结合到物理边界部分300,而不是热塑性印刷中通常发现的物理粘性结合。附加地,在共反应填充材料内的所得到的结合可以是水密和/或气密的。
66.除了上述内容之外或作为上述内容的替代性方案,物理边界部分300可以通过使用共反应组分、热塑性材料和/或任何其他增材制造的增材制造工艺来构造。在一些情况下,共反应填充材料310和边界材料包括相同的组合物。例如,物理边界部分300可以由与共反应填充材料310相同的共反应组分创建。替代性地,物理边界部分300可以包括与共反应填充材料310不同的共反应组分。
67.附加地,如图1所描绘的那样,3d打印机100可以包括多个单独的分配器130、132。分配器130、132可以用于不同类型的材料,如用于不同类型的共反应材料的分配器。例如,分配器可以以特定的流量分配不同的共反应组分,以便产生包括目标体积混合比的最终共反应材料。然而,人们将理解,可以利用单个分配器130来实践对材料中的共反应组分的类似控制以实现目标体积混合比。例如,3d打印机100可以包括混合装置,该混合装置以期望的速率动态混合来自不同容器的共反应组分。
68.如上所述,共反应填充材料310可以包括两种不同材料(如不同的反应组分)的混合物。附加地,共反应填充材料310内的两种不同材料可以作为梯度分配。例如,基于两种共反应组分的体积混合比,共反应填充材料310内的两种特定共反应组分可以提供不同的性质。例如,两种特定的共反应组分的体积混合比可能影响所得到的共反应填充材料的柔韧性。由此,工具路径生成单元240可以计算在共反应填充材料310内的组分的体积混合比,该体积混合比随着共反应填充材料310流入物理边界部分300中而改变。
69.图5示出了用于使用流动填充设计进行快速对象生产中的方法500的步骤的流程图。所描绘的方法500包含接收cad文件的动作510。动作510包括在一个或多个处理器处接收描述目标对象的物理尺寸的计算机辅助设计(cad)文件。例如,如关于图2所描绘和所述,cad处理单元230接收目标对象120的cad文件。
70.方法500还包含在cad文件内标识物理边界的动作520。动作520包括利用一个或多个处理器在cad文件内标识目标对象的物理边界部分,其中物理边界部分包括目标对象的包围共反应填充材料的部分。例如,如图2、图3b和图3c所描绘和所述,cad处理单元230被配置成标识目标对象120的物理边界部分300。
71.附加地,方法500包含生成第一工具路径的动作530。动作530包括生成用于增材制造物理边界部分300的第一工具路径。例如,如关于图2所描绘和所述,工具路径生成单元240生成被配置成创建物理边界部分300的第一工具路径。
72.进一步地,方法500包含使分配器实施工具路径的动作540。动作540包括向与分配器130通信的计算机系统110发送使分配器130在分配边界材料的同时实施第一工具路径的
指令。例如,如图1和4所描绘的那样,3d打印机100中的分配器130增材制造物理边界部分300。
73.再进一步地,方法500包含生成分配共反应填充材料的分配命令的动作550。动作550包括生成在物理边界部分300内分配共反应填充材料310的命令。例如,如参照图3c、图3d和图4所描绘和所述,计算机系统110将指示使共反应填充材料310流入物理边界部分300中的命令的指令通信传送给电动机械装置或终端用户。
74.尽管已经以结构特征和/或方法动作特定的语言描述了所述主题,但应理解,随附权利要求书中限定的主题不一定限于上述特征或上述动作,或上述动作的顺序。相反,所描述的特征和动作被公开为实施权利要求的实例形式。
75.本发明可包括或利用专用或通用计算机系统,其包含计算机硬件,如例如一个或多个处理器和系统存储器,如下文更详细地讨论。本发明范围内的实施例还包含用于承载或存储计算机可执行指令和/或数据结构的物理和其它计算机可读介质。此类计算机可读介质可为可由通用或专用计算机系统访问的任何可用介质。存储计算机可执行指令和/或数据结构的计算机可读介质是计算机存储介质。携载计算机可执行指令和/或数据结构的计算机可读介质是传输介质。因此,作为实例而非限制,本发明的实施例可以包括至少两种截然不同的计算机可读介质:计算机存储介质和传输介质。
76.计算机存储介质是存储计算机可执行指令和/或数据结构的物理存储介质。物理存储介质包含计算机硬件,如ram、rom、eeprom、固态驱动器(“ssd”)、快闪存储器、相变存储器(“pcm”)、光盘存储装置、磁盘存储装置或其它磁性存储装置,或可用于以计算机可执行指令或数据结构的形式存储程序代码的任何其它硬件存储装置,该程序代码可以由通用或专用计算机系统访问和执行以实现本发明的所公开的功能。
77.传输介质可包含网络和/或数据链路,该网络和/或数据链路可用于携载计算机可执行指令或数据结构形式的程序代码,并且可由通用或专用计算机系统访问。“网络”被定义为能够实现在计算机系统和/或模块和/或其它电子装置之间传输电子数据的一个或多个数据链路。当信息通过网络或另一种通信连接(硬连线、无线或者硬连线或无线的组合)传送或提供到计算机系统时,计算机系统可将该连接视为传输介质。以上的组合也应包含在计算机可读介质的范围内。
78.另外,在到达各种计算机系统组件时,呈计算机可执行指令或数据结构形式的程序代码可从传输介质自动传送到计算机存储介质(或反之亦然)。举例来说,经由网络或数据链路接收到的计算机可执行指令或数据结构可缓存在网络接口模块(例如,“nic”)内的ram中,且接着最终传送到计算机系统ram和/或计算机系统处的低易失性计算机存储介质。因此,应理解,计算机存储介质可以包含在也(或甚至主要)利用传输介质的计算机系统组件中。
79.计算机可执行指令包括例如指令和数据,当在一个或多个处理器处执行时,该指令和数据使通用计算机系统、专用计算机系统或专用处理装置执行某项功能或一组功能。计算机可执行指令可为例如二进制、中间格式指令(如汇编语言)或甚至源代码。
80.本领域技术人员将理解,本发明可以在具有多种类型的计算机系统配置(包含个人计算机、台式计算机、膝上型计算机、消息处理器、手持设备、多处理器系统、基于微处理器或可编程的消费电子产品、网络pc、微型计算机、大型计算机、移动电话、pda、平板计算
机、寻呼机、路由器、交换机等)的网络计算环境中实践。本发明还可以在本地和远程计算机系统都执行任务的分布式系统环境中实践,所述本地和远程计算机系统通过网络链接(通过硬连线数据链路、无线数据链路或通过硬连线和无线数据链路的组合)。因此,在分布式系统环境中,计算机系统可包含多个构成的计算机系统。在分布式系统环境中,程序模块可位于本地和远程存储器存储装置二者中。
81.本领域技术人员还将理解,可在云计算环境中实践本发明。云计算环境可为分布式的,但是这不是必需的。当云计算环境为分布式时,云计算环境可在一个组织内在国际上分布和/或具有跨多个组织拥有的组件。在本说明书和所附权利要求书中,“云计算”定义为一种模型,用于实现对可配置计算资源(例如,网络、服务器、存储装置、应用程序和服务)的共享池的按需网络访问。“云计算”的定义不限于在适当部署时可从此类模型中获得的其它众多优势中的任何一个。
82.云计算模型可由各种特性(如,按需自助服务、广泛的网络访问、资源池化、快速弹性、可测量的服务等)组成。云计算模型还可以以各种服务模型(如例如,软件即服务(“saas”)、平台即服务(“paas”)和基础设施即服务(“iaas”))的形式出现。还可使用不同的部署模型(如,私有云、社区云、公共云、混合云等)来部署云计算模型。
83.一些实施例(如云计算环境)可以包括一种系统,其包含一个或多个主机,每个主机都能够运行一个或多个虚拟机。在操作期间,虚拟机模拟操作计算系统,从而支持操作系统以及可能还有一个或多个其它应用程序。在一些实施例中,每个主机包含管理程序,该管理程序使用从虚拟机的角度看为抽象的物理资源来模拟虚拟机的虚拟资源。管理程序还提供虚拟机之间的适当隔离。因此,从任何给定虚拟机的角度来看,管理程序提供虚拟机正在与物理资源接口的假象,即使虚拟机仅与物理资源的外观(例如,虚拟资源)接口。物理资源的实例包含处理能力、存储器、磁盘空间、网络带宽、介质驱动器等。
84.本发明在以下条款中进一步详细说明。
85.条款1:一种用于使用流动填充设计进行零件生产的计算机系统,其包括:
86.一个或多个处理器;
87.以及一个或多个计算机可读介质,所述一个或多个计算机可读介质上存储有可执行指令,所述可执行指令在由所述一个或多个处理器执行时将所述计算机系统配置成至少执行以下操作:
88.接收描述目标对象的物理尺寸的计算机辅助设计(cad)文件;
89.在所述cad文件内标识所述目标对象的物理边界部分,其中所述物理边界部分包括所述目标对象的被配置成包围共反应填充材料的部分;
90.生成用于增材制造所述物理边界部分的第一工具路径;向分配器发送使所述分配器在分配边界材料的同时实施所述第一工具路径的指令;以及
91.生成在所述物理边界部分内分配所述共反应填充材料的命令。
92.条款2:根据条款1所述的计算机系统,其中所述边界材料包括共反应材料,优选地至少两种共反应组分,优选地两种共反应组分,更优选地不同的两种共反应组分。
93.条款3:根据条款1或2所述的计算机系统,其中所述共反应填充材料与所述边界材料化学结合,优选地所述共反应填充材料的共反应组分与所述边界材料的共反应组分化学结合。
94.条款4:根据条款1至3中任一项所述的计算机系统,其中所述边界材料和所述填充材料的分配同时发生。
95.条款5:根据条款1至4中任一项所述的计算机系统,其中所述可执行指令包含可执行以将所述计算机系统配置成进行以下操作的指令:
96.基于增材制造所述物理边界部分的进度来计算所述共反应填充材料填充所述物理边界部分的速度,以便避免所述共反应填充材料行进到所述目标对象的被配置成包围所述共反应填充材料的部分,并且所述分配所述共反应填充材料的命令还包含所述共反应填充材料填充所述物理边界部分的所计算的速度。
97.条款6:根据条款1至5中任一项所述的计算机系统,其中所述共反应填充材料通过机械机器的一部分用手倾倒,所述机械机器被配置成根据命令倾倒容器的内容物,或者被喷洒在所述物理边界部分内。
98.条款7:根据条款1至6中任一项所述的计算机系统,其中所述第一工具路径的生成考虑了所述边界材料的粘度和/或反应速率,以便调节分配器沿着将创建所述物理边界的路径的流量、工具路径和/或行进速度,使得在所述物理边界部分的增材制造期间,连续层可以共反应以在连续的层之间形成共价键。
99.条款8:根据条款1至7中任一项所述的计算机系统,其中发送到分配器的用于增材制造所述物理边界部分的指令包含分配器沿着将创建所述物理边界的路
100.条款9:根据条款1至8中任一项所述的计算机系统,其中所述共反应填充材料包括至少两种共反应组分,优选地所述共反应填充材料包括热固性材料。
101.条款10:根据条款1至9中任一项所述的计算机系统,其中所述共反应填充物和所述边界材料包括相同的共反应组分或不同的共反应组分。
102.条款11:根据条款1至10中任一项所述的计算机系统,其中所述可执行指令包含可执行以将所述计算机系统配置成进行以下操作的指令:接收来自所述cad文件的与将用于创建所述目标对象的共反应填充材料和/或边界材料的类型相关的指令。
103.条款12:根据条款1至11中任一项所述的计算机系统,其中所述可执行指令包含可执行以将所述计算机系统配置成进行以下操作的指令:从材料数据库接收所述边界材料和/或所述共反应填充材料的特性,如所述边界材料和/或所述共反应填充材料的共反应组分,其中所述材料的特性包括所述边界材料和/或所述共反应填充材料的粘度、和/或所述边界材料和/或所述共反应填充材料的反应速率,优选地,这些信息用于生成所述第一和/或第二工具路径,特别地生成所述分配器沿着将创建所述物理边界的路径的流量、工具路径和/或行进速度。
104.条款13:根据条款1至12中任一项所述的计算机系统,其中所述可执行指令包含可执行以将所述计算机系统配置成进行以下操作的指令:基于所述物理边界部分内的体积计算共反应填充材料的体积,并且所述在所述物理边界部分内分配所述共反应填充材料的命令还包括所计算的要分配的体积。
105.条款14:根据条款1至13中任一项所述的计算机系统,其中使用具有从1mm至2mm的间隙的anton paar mcr 301或302流变仪测量,在25℃和0.1s-1
的剪切速率下填充材料的粘度为从100至5000cp,优选从300至3000cp,更优选地从800至1800cp。
106.条款15:根据条款1至14中任一项所述的计算机系统,其中所述可执行指令包含可
执行以将所述计算机系统配置成进行以下操作的指令:
107.通过生成用于增材制造至少部分位于所述物理边界部分内的填充部分的第二工具路径来生成所述在所述物理边界部分内分配所述共反应填充材料的命令;以及
108.向与所述分配器通信的所述计算机系统发送使所述分配器在使所述共反应填充材料流动以创建所述填充部分的同时实施所述第二工具路径的指令。
109.条款16:根据条款1至15中任一项所述的计算机系统,其中所述可执行指令包含可执行以将所述计算机系统配置成进行以下操作的指令:
110.通过生成用于增材制造至少部分位于所述物理边界部分内的填充部分的第二工具路径来生成所述在所述物理边界部分内分配所述共反应填充材料的命令;以及
111.向与所述分配器通信的所述计算机系统发送使另外的分配器在使所述共反应填充材料流动以创建填所述充部分的同时实施所述第二工具路径的指令。
112.条款17:根据条款1至16中任一项所述的计算机系统,其中所述共反应填充材料和所述边界材料包括相同的组合物。
113.条款18:根据条款1至17中任一项所述的计算机系统,其中所述共反应填充材料包括共反应填充材料,并且所述边界材料包括热塑性塑料。
114.条款19:根据条款1至18中任一项所述的计算机系统,其中所述在所述物理边界部分内分配所述共反应填充材料的命令包括被配置成使分配器在所述物理边界部分内倾倒所述共反应填充材料的命令。
115.条款20:根据条款1至19中任一项所述的计算机系统,其中所述在所述物理边界部分内分配所述共反应填充材料的命令包括被配置成使用户界面显示在所述物理边界部分内倾倒所述共反应填充材料的指示的命令。
116.条款21:根据条款1至20中任一项所述的计算机系统,其中所述共反应填充材料包括两种不同共反应材料的混合物。
117.条款22:根据条款1至21中任一项所述的计算机系统,其中在分配时改变两种不同共反应材料的混合物的体积混合比,使得创建两种不同共反应材料的梯度。
118.条款22:一种系统,包括根据条款1至22所述的计算机系统和与所述计算机系统通信的3d打印机,其包括分配器。
119.条款23:一种由一个或多个处理器执行用于使用流动填充设计进行零件生产的方法,特别地执行根据条款1至22中任一项的所存储的可执行指令,其包括:
120.接收描述目标对象的物理尺寸的计算机辅助设计(cad)文件;
121.在所述cad文件内标识所述目标对象的物理边界部分,其中所述物理边界部分包括所述目标对象的被配置成包围共反应填充材料的部分;
122.生成用于增材制造所述物理边界部分的第一工具路径;
123.向分配器发送使所述分配器在分配边界材料的同时实施所述第一工具路径的指令;以及
124.生成在所述物理边界部分内分配所述共反应填充材料的命令。
125.条款24:根据条款23所述的方法,其中所述边界材料包括共反应材料。
126.条款25:根据条款23或24所述的方法,其进一步包括:
127.通过生成用于增材制造至少部分位于所述物理边界部分内的填充部分的第二工
具路径来生成所述在所述物理边界部分内分配所述共反应填充材料的命令;以及
128.向与所述分配器通信的所述计算机系统发送使所述分配器在使所述共反应填充材料流动以创建所述填充部分的同时实施所述第二工具路径的指令。
129.条款26:根据条款23至25中任一项所述的方法,其进一步包括:
130.通过生成用于增材制造至少部分位于所述物理边界部分内的填充部分的第二工具路径来生成所述在所述物理边界部分内分配所述共反应填充材料的命令;以及
131.向与分配器通信的所述计算机系统发送使另外的分配器在使所述共反应填充材料流动以创建所述填充部分的同时实施所述第二工具路径的指令。
132.条款27:根据条款23至26中任一项所述的方法,其中所述共反应填充材料和所述边界材料包括相同的组合物。
133.条款28:根据条款23至27中任一项所述的方法,其中所述共反应填充材料包括共反应剂,并且所述边界材料包括热塑性塑料。
134.条款29:根据条款23至28中任一项所述的方法,其中所述在所述物理边界部分内分配所述共反应填充材料的命令包括被配置成使分配器在所述物理边界部分内倾倒所述共反应填充材料的命令。
135.条款30:根据条款23至29中任一项所述的方法,其中所述在所述物理边界部分内分配所述共反应填充材料的命令包括被配置成使用户界面显示在所述物理边界部分内倾倒所述共反应填充材料的指示的命令。
136.条款31:根据条款23至30任一项所述的方法,其中所述共反应填充材料包括两种不同共反应材料的混合物。
137.条款32:根据条款23至31中任一项所述的方法,其中在分配时改变两种不同共反应材料的混合物的体积混合比,使得创建两种不同共反应材料的梯度。
138.在不脱离其精神或本质特性的情况下,本发明可以以其它具体的形式实施。所描述的实施例在所有方面都应被视为仅是说明性的而非限制性的。因此,本发明的范围由所附权利要求书而非由前述描述指示。落入权利要求的等效含义和范围内的所有变化都应包括在其范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1