自行车用铝合金管材的制造方法与流程
本发明涉及一种应用于自行车的铝合金管材,进一步而言,尤其涉及一种自行车用铝合金管材的制造方法。
背景技术:
1、一般自行车由管材构成的零部件包含车手把、座管、车架及轮框;车架包括上管、下管、立管、后上叉及后下叉。轮框在制造时先挤出具轮框断面的直管材,依不同的外径裁切滚弯成圆形,再焊接制成轮框。
2、传统应用于自行车的管材,依据材料区分,主要可分为铝合金管材及碳纤维复合材料管材两类,其中,铝合金管材大多选用6061铝合金或7075铝合金制成,6061铝合金的比重为2.70g/cm3,制作自行车管材常见选用的铝合金材料编号有6061-o、6061-t4、6061-t6、6061-t651及6061-t42,7075铝合金的比重为2.80g/cm3,制作自行车管材常见选用的材料编号有7075-o、7075-t6及7075-t652,碳纤维复合材料的比重为1.5g/cm3。
3、由此可知,碳纤维复合材料的强度/重量比,明显优于铝合金,但是碳纤维复合材料的价格较铝合金昂贵,使得利用碳纤维复合材料制作的管材不易普及,而铝合金管材的强度低于碳纤维复合材料管材。
技术实现思路
1、本发明的主要目在于,提供一种自行车用铝合金管材的制造方法,通过设置补强体,提高铝合金管材的强度。
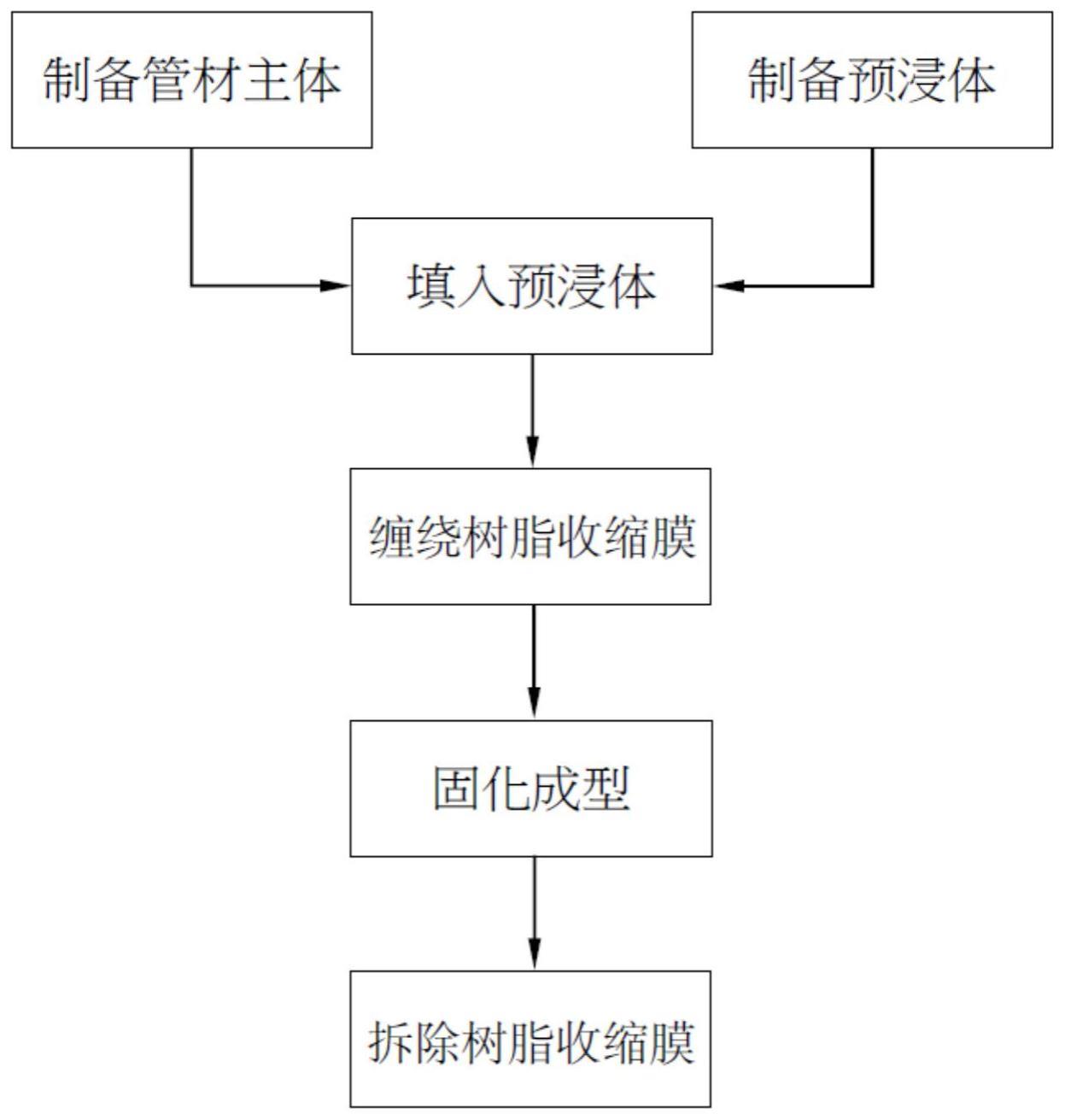
2、为满足前述目的,本发明提供一种自行车用铝合金管材的制造方法,包含下列步骤:
3、制备管材主体:取一具有预定断面的直管状铝合金型材作为胚材,将该胚材制成自行车零部件的管材主体,而后于该管材主体的侧缘形成数道凹槽;
4、制备预浸体:在纤维材料上涂布液态的热固性树脂,据此制得预浸体;
5、填入预浸体:在该热固性树脂未固化前,将该预浸体填入各该凹槽;
6、缠绕树脂收缩膜:将长带状的树脂收缩膜拉伸并斜向回旋缠绕设置有该预浸体的该管材主体,该树脂收缩膜是可拉伸变形并可受热收缩的热塑性树脂构成;
7、固化成型:对该管材主体、该预浸体及该树脂收缩膜的总成进行加热,加热温度为该热固性树脂的热固化温度,使该树脂收缩膜收缩对该预浸体形成压力,据使该热固性树脂固化,该纤维材料及该热固性树脂结合形成补强体;以及
8、拆除树脂收缩膜:拆除该树脂收缩膜,制得具有该补强体的铝合金管材。
9、通过本发明的制造方法,可制得该铝合金管材,该铝合金管材的整体强度借由该补强体获得提升。
技术特征:
1.一种自行车用铝合金管材的制造方法,其特征在于,包含下列步骤:
2.如权利要求1所述的自行车用铝合金管材的制造方法,其特征在于,该凹槽为鸠尾槽。
3.如权利要求2所述的自行车用铝合金管材的制造方法,其特征在于,该凹槽于槽底部分的宽度为10mm至25mm,该凹槽的深度为0.3mm至0.9mm。
4.如权利要求1至3中任意一项所述的自行车用铝合金管材的制造方法,其特征在于,该凹槽是沿着该管材主体的侧缘形成圆环状。
5.如权利要求1至3中任意一项所述的自行车用铝合金管材的制造方法,其特征在于,该凹槽是沿着该管材主体的侧缘及圆环状的内缘形成螺旋状。
6.如权利要求1所述的自行车用铝合金管材的制造方法,其特征在于,该预浸体填入该凹槽前,先行对该凹槽的内部涂布黏着剂。
7.如权利要求1所述的自行车用铝合金管材的制造方法,其特征在于,该热固性树脂是选自于不饱和聚酯树脂、环氧树脂、酚醛树脂及聚胺酯树脂中的任意一种。
8.如权利要求7所述的自行车用铝合金管材的制造方法,其特征在于,该树脂收缩膜是横向拉伸聚丙烯膜、纵向拉伸聚丙烯膜或纵横双向拉伸聚丙烯膜。
9.如权利要求7所述的自行车用铝合金管材的制造方法,其特征在于,该固化成型步骤是将该管材主体、该预浸体及该树脂收缩膜的总成置入110℃至130℃的空间1小时至3小时,据使该补强体形成。
10.如权利要求1所述的自行车用铝合金管材的制造方法,其特征在于,该纤维材料是选自于碳纤维、玻璃纤维、克维拉纤维、硼纤维及钛纤维中的至少一种。
技术总结
本发明公开了一种自行车用铝合金管材的制造方法,包含下列步骤:制备管材主体:取铝合金型材制得管材主体,并于该管材主体的侧缘形成数道凹槽;制备预浸体:在纤维材料上涂布液态的热固性树脂,据此制得预浸体;填入预浸体:在该热固性树脂未固化前,将该预浸体填入各该凹槽;缠绕树脂收缩膜:将长带状的树脂收缩膜回旋缠绕在设置有该预浸体的该管材主体上;固化成型:对该管材主体、该预浸体及该树脂收缩膜的总成进行加热,使该树脂收缩膜收缩,且该热固性树脂固化,据此使该纤维材料及该热固性树脂结合形成补强体;以及拆除树脂收缩膜:拆除该树脂收缩膜,制得具有该补强体的铝合金管材。
技术研发人员:陈正盛
受保护的技术使用者:陈正盛
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!