一种伺服电缸合模的压塑成型装置的制作方法
1.本发明涉及模具设备领域,具体涉及一种伺服电缸合模的压塑成型装置。
背景技术:
2.随着经济的发展,国内大型饮料企业对生产能力为高速、高效和高稳定性的模塑生产设备生产线需求旺盛,而现有的注塑工艺方法的发展日益成熟,而对于薄壁多腔数产品,传统的注塑工艺周期没有太多优势,且传统注塑工艺薄壁多腔数产品对模具初始研发的投入成本较大,且周期较长,而采用旋转压塑工艺,可使得模具简略化,使得模具专注于单个结构的设计加工即可,且通过旋转的循环方式,使得多个单结构的模具圆周布置,相对于薄壁的多腔数产品的注塑工艺,其周期也更具优势。而对于多腔数的压塑工艺来说,由于其模具在转盘圆周上布置,且需实现单个模具开合模,即具体的工艺为:转盘带着多个模具旋转,在特定的位置,模具依次打开,此时通过其他装置对模具依次卸取成型的模塑制品的同时装载熔融的塑料的颗粒至模具,当以上两项工作完成后,转盘旋转的同时,模具需快速闭合,快速闭合后,上下两模具需提供较大的相对压力,以促使模具内的模塑制品快速成型,并同时快速冷却。涉及到此工艺时,为保证生产的效率,第一,在同等圆周直径的转盘上,需保证布置最多的模具;第二,最大极限的优化各个工艺周期,以提升生产效率。具体到模具开合模这一工艺,在快速合模时,由于模具未合至一起,此时执行机构连着模具上升或下降时,其负载较小,但为提升效率,需快速的走完此较长的行程,待模具接近合模完成时,由于内部胶料的存在,负载阻力上升,执行机构此时需提供较大的合模力,以较慢的速度持续给内部胶料以较大的压力,使内部胶料模塑成型,并同时在此较大压力下快速冷却。而在此工况下,传统的液压油缸,通过快速合模时辅助控制以较低压力和较大流量,而在接近合模时,辅助以较大压力和较小的流量便很适合此种工况,故现有厂商均采用液压合模的装置和结构。
3.现有的液压合模装置通过在不同的时期切换相应的压力与流量契合了模具合模时以较小的负载快速合模后,以较大压力压紧或锁紧模具的工况。然而,现有液压合模装置也有如下问题:第一、快速合模时,对模具冲击较大,对模具加工要求及维护要求高,且模具寿命相对来说较短。特别是在高速旋转且布置较多腔数模具的机器上,由于模具的快速开合模且多个开合模油缸共用流量控制阀的情况下,同时考虑到液压压力波动带来的冲击,这些都大大的增加了油缸快速合模带来的控制难度,造成了对模具冲击,从而降低模具寿命。第二、液压缸快速合模控制,液压油的质量和洁净度非常重要,如液压油污染或液压油性能衰减,这些都会加大液压缸快速合模的控制难度以及加快液压系统相关零部件的损坏。第三、单个模具配对单个液压缸执行机构,液压缸执行机构需长期运行快速合模及高压合模,这对液压缸活塞的导向,活塞杆的耐磨性,特别是快速合模如控制不好对缸盖的冲击,这些都大大加大了相应的密封件漏油的可能,且同时对液压油存在污染的可能。以上为保证长期的稳定运行,对各个零件及密封件都提出了更高的要求。
技术实现要素:
4.为了克服现有技术的不足,本发明的目的在于提供一种伺服电缸合模的压塑成型装置,该伺服电缸合模的压塑成型装置取代了液压合模装置,解决了液压合模装置中液压系统的漏油和油污染的问题。
5.本发明采用如下技术方案实现:
6.一种伺服电缸合模的压塑成型装置,包括:上模具;下模具,所述上模具位于所述下模具的上方;以及伺服电缸合模机构,所述伺服电缸合模机构能够驱动所述下模具上下往复直线运动;其中,所述伺服电缸合模机构包括驱动机构、导向机构和螺母旋转式滚珠丝杆,所述螺母旋转式滚珠丝杆包括丝杆;所述驱动机构驱动螺母旋转式滚珠丝杆运动时,所述丝杆贯穿所述导向机构上下往复直线运动;所述丝杆与所述下模具连接;其中,所述丝杆表面的啮合段导程由上至下逐渐变小。
7.作为优选,所述驱动机构包括伺服电机、连接轴和减速机,所述螺母旋转式滚珠丝杆、连接轴、减速机和伺服电机依次连接。
8.作为优选,还包括转盘机构,所述转盘机构包括上转盘和下转盘,上模具和下模具均设置有若干个,上模具与下模具一一对应,上模具设置在上转盘上,下模具设置在下转盘上。
9.作为优选,所述螺母旋转式滚珠丝杆设置在下转盘上。
10.作为优选,上模具环绕上转盘的中心线阵列式分布,下模具环绕下转盘的中心线阵列式分布。
11.作为优选,所述伺服电缸合模机构设置有若干个,伺服电缸合模机构与下模具一一对应。
12.作为优选,所述导向机构设置有若干个,导向机构与伺服电缸合模机构一一对应。
13.作为优选,所述下转盘上设置有若干个容纳孔,容纳孔贯穿下转盘设置,导向机构部分嵌入容纳孔上端。
14.作为优选,容纳孔的下端设置有电机安装座,所述电机安装座部分嵌入容纳孔,所述驱动机构与电机安装座连接。
15.作为优选,所述伺服电缸合模机构上设置有编码器。
16.相比现有技术,本发明的有益效果在于:本发明的伺服电缸合模的压塑成型装置取代了液压合模装置,相比液压方案,实现了整个机器结构的简化,解决了液压合模装置中的液压系统的漏油和油污染的问题,有效的提升了机器的节能效果。驱动结构能够驱动螺母旋转式滚珠丝杆运作,使丝杆实现上下直线移动,实现上模具与下模具开合模,通过设置有导向机构,提供足够的侧倾力矩,为快速合模和高压合模提供有效的导向。丝杆为可变导程式丝杆,丝杆表面的啮合段导程由上至下逐渐变小,快速合模时,导程较大,越接近合模导程越小,通过导程渐变能够更加适合了快速合模及高压合模的工况,并大大增加了快速合模及高压合模的精准控制,有效的增加了模具寿命,及提高产品质量。
附图说明
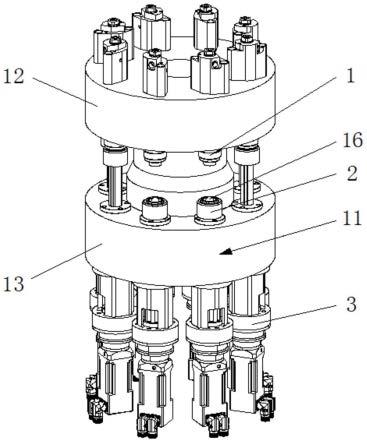
17.图1为本发明实施例中伺服电缸合模的压塑成型装置的结构示意图。
18.图2为本发明实施例中伺服电缸合模机构的结构示意图。
19.附图标记:1、上模具;2、下模具;3、伺服电缸合模机构;4、驱动机构;5、导向机构;6、螺母旋转式滚珠丝杆;7、丝杆;8、伺服电机;9、连接轴;10、减速机;11、转盘机构;12、上转盘;13、下转盘;14、容纳孔;15、电机安装座;16、塑料颗粒。
具体实施方式
20.下面结合图1-2对发明提供的技术方案进行更为详细的阐述。
21.如图1-2所示,本发明实施例提供一种伺服电缸合模的压塑成型装置,包括:上模具1;下模具2,上模具1位于下模具2的上方;以及伺服电缸合模机构3,伺服电缸合模机构3能够驱动下模具2上下往复直线运动;其中,伺服电缸合模机构3包括驱动机构4、导向机构5和螺母旋转式滚珠丝杆6,螺母旋转式滚珠丝杆6包括丝杆7;驱动机构4驱动螺母旋转式滚珠丝杆6运动时,丝杆7贯穿导向机构5上下往复直线运动;丝杆7与下模具2连接;其中,丝杆7表面的啮合段导程由上至下逐渐变小。
22.驱动机构4包括伺服电机8、连接轴9和减速机10,螺母旋转式滚珠丝杆6、连接轴9、减速机10和伺服电机8依次连接。通过伺服电机8带动减速机10,减速机10带动螺母旋转式滚珠丝杆6,丝杆7实现上下往复直线移动,根据模具合模的工况,长行程的合模需快速且负载小,则要求减速机10减速比小,相应伺服电机8额定转速高,且需具备高动态性;短行程的大力合模,即高压合模则需要减速机10减速比大,电机额定输出力矩大。将螺母旋转式滚珠丝杆6中的丝杆7及螺母设计成可变导程式丝杆7及螺母,即快速合模时,导程较大,越接近合模导程越小,通过导程渐变及配合合适的伺服电机8及减速比,在有效降低电机功率及尺寸的同时,完美的适合了快速合模及高压合模的工况。
23.本实施例的伺服电缸合模的压塑成型装置还包括转盘机构11,转盘机构11包括上转盘12和下转盘13,上模具1和下模具2均设置有若干个,上模具1与下模具2一一对应,上模具1设置在上转盘12上,下模具2设置在下转盘13上。螺母旋转式滚珠丝杆6设置在下转盘13上。上模具1环绕上转盘12的中心线阵列式分布,下模具2环绕下转盘13的中心线阵列式分布。每个上模具1对应的下模具2呈同一中心线对齐布置。伺服电缸合模机构3设置有若干个,伺服电缸合模机构3与下模具2一一对应。伺服电缸合模机构3用于驱动下模具2与上模开合模。导向机构5设置有若干个,导向机构5与伺服电缸合模机构3一一对应。导向机构5用于为伺服电缸合模机构3提供足够的侧倾力矩,为快速合模和高压合模提供有效的导向。
24.在转盘的圆周上均匀布置多组单个结构的模具,并中心对齐布置同等数量的伺服电缸合模机构3,通过转盘的连续旋转,当转到特定位置时上模具1和下模具2打开,两者处于最远位置,此时同时进行卸载成型的模塑制品和装载熔融的塑料颗粒16。当完成上述动作后接着模具快速闭合,即下模具2以较快的速度上升,当其接近上模具1时,此时需提供较高的压力对模具密闭腔体内的熔融塑料颗粒16压塑成型,并保持此高压状态一段时间,使成型的模塑制品冷却并稳定下来。再次转到特定位置时模具又重新打开,如此循环,便可不断获得合格稳定的模塑产品,并有效缩短了生产工艺周期。
25.下转盘13上设置有若干个容纳孔14,容纳孔14贯穿下转盘13设置,导向机构5部分嵌入容纳孔14上端,导向机构5没有嵌入容纳孔14的部分采用螺钉与下转盘13固定连接,一方面使得导向机构5的安装结构更加稳固,另一方面可以使得装置结构更加紧凑,减少占用空间。
26.容纳孔14的下端设置有电机安装座15,电机安装座15部分嵌入容纳孔14,电机没有嵌入容纳口的部分采用螺钉与下转盘13固定连接,驱动机构4与电机安装座15连接,具体为减速机10与电机安装座15连接,伺服电机8通过减速机10安装在电机安装座15上,一方面使得电机安装座15的安装结构更加稳固,另一方面可以使得装置结构更加紧凑,减少占用空间。
27.伺服电缸合模机构3上设置有编码器。编码器可实时检测伺服电缸合模机构3的位置,从而可快速检测投料的参数,如注射或投料过多,伺服电缸合模机构3通过位置和输出的力矩与标准数据相对比,从而快速检测出错误,实现精确监督和预测警示功能。通过有效的程序控制,可实现机器的智能化的监督与管理。
28.熔融的塑料颗粒16放置在下模具2的腔体内,通过伺服电缸合模机构3控制下模具2作上下往复直线运动,使下模具2相对于上模具1完成快速合模、高压合模及开模动作,使熔融的塑料颗粒16通过压力作用在模具内部快速成型冷却,从而得到合格稳定的模塑制品。
29.上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1