一种制造色条蝶形光缆的方法和色条蝶形光缆与流程
1.本发明涉及光缆制造领域,具体的是一种制造色条蝶形光缆的方法,还是一种色条蝶形光缆。
背景技术:
2.随着光纤光缆业务的推进,室内蝶形光缆广泛应用,但由于室内布线资源紧张,并且蝶形光缆的形状、颜色较为类似,所以很难通过光缆进行区分,所以为了更加简便的区别在同线路中不同蝶形光缆所传播的信号,故在蝶形光缆上增加一根或两根可以进行区分的色条,从而进行辨识,但是在原有生产机头上,色条孔开孔困难,同时色条位置单一,并且由于色条设备的增加,使得色条蝶形缆的在生产过程中难度大大增加,并且易出现调偏困难、产品偏芯、生产速度慢等问题,降低了生产效率。
技术实现要素:
3.为了使色条可以位于光缆的外表面形成网格线或波浪线,本发明提供了一种制造色条蝶形光缆的方法和色条蝶形光缆,该制造色条蝶形光缆的方法可以满足单色条或者双色条蝶形光缆的生产,并且可根据客户要求,使色条在光缆的外表面形成网格线或波浪线,并且色条宽度的大小也可进行调节,大大的提高了色条蝶形缆的生产效率。
4.本发明解决其技术问题所采用的技术方案是:一种制造色条蝶形光缆的方法,所述制造色条蝶形光缆的方法采用了制造色条蝶形光缆的挤出机,所述制造色条蝶形光缆的挤出机含有依次连接机头和挤出口;所述制造色条蝶形光缆的机头包括旋转驱动机构以及内外套设的机芯和机头主体,机芯内匹配的套设有内模具和色条模具;色条模具含有沿机芯的轴向层叠设置的第一色条模具和第二色条模具,第一色条模具和第二色条模具均为圆环形结构;机头主体的侧壁内设有第一色条原料进入口和第二色条原料进入口,机芯的侧壁内设有第一色条注入通孔和第二色条注入通孔;第一色条模具内设有第一色条注入流道,第一色条模具的外周面设有第一环形流道槽;第二色条模具内设有第二色条注入流道,第二色条模具的外周面设有第二环形流道槽;第一色条原料进入口、第一色条注入通孔、第一环形流道槽和第一色条注入流道依次连通,第二色条原料进入口、第二色条注入通孔、第二环形流道槽和第二色条注入流道依次连通;旋转驱动机构含有第一旋转驱动组件和第二旋转驱动组件,第一旋转驱动组件能够独立的驱动第一色条模具自转,第二旋转驱动组件能够独立的驱动第二色条模具自转;第一色条注入流道的出口端设有第一开关,第二色条注入流道的出口端设有第二开关;第一色条模具连接有第一色条宽度变化输出机构,第一色条宽度变化输出机构位于机芯内,第一色条宽度变化输出机构含有第一活塞缸和第一往复驱动部件,第一活塞缸含有活塞腔、活塞和活塞杆,第一活塞缸的活塞杆与第一往复驱动部件连接,第一活塞缸的
无杆腔与第一环形流道槽连通,第一往复驱动部件能够驱动第一活塞缸的活塞杆往复运动;第二色条模具连接有第二色条宽度变化输出机构,第二色条宽度变化输出机构位于机芯内,第二色条宽度变化输出机构含有第二活塞缸和第二往复驱动部件,第二活塞缸含有活塞腔、活塞和活塞杆,第二活塞缸的活塞杆与第二往复驱动部件连接,第二活塞缸的无杆腔与第二环形流道槽连通,第二往复驱动部件能够驱动第二活塞缸的活塞杆往复运动;挤出口连接有光缆粗细变化输出机构,光缆粗细变化输出机构位于挤出口外,光缆粗细变化输出机构含有外活塞缸和活塞往复驱动部件,所述外活塞缸含有活塞腔、活塞和活塞杆,所述外活塞缸的活塞杆与所述活塞往复驱动部件连接,所述外活塞缸的无杆腔与挤出口的内流道连通,所述活塞往复驱动部件能够驱动所述外活塞缸的活塞杆往复运动;所述制造色条蝶形光缆的方法包括以下步骤:第一开关交替的开启和关闭,第二开关交替的开启和关闭;第一往复驱动部件驱动第一活塞缸的活塞杆往复运动,第二往复驱动部件驱动第二活塞缸的活塞杆往复运动,活塞往复驱动部件驱动外活塞缸的活塞杆往复运动;第一旋转驱动组件驱动第一色条模具单向自转,第二旋转驱动组件驱动第二色条模具单向自转,第一色条模具和第二色条模具的旋转方向相反;或者,第一旋转驱动组件驱动第一色条模具往复自转,第二旋转驱动组件驱动第二色条模具往复自转。
5.一种色条蝶形光缆,所述色条蝶形光缆由上述的制造色条蝶形光缆的方法制成,所述色条蝶形光缆含有光纤和护套,护套外设有第一色条和第二色条;第一色条和第二色条均为断续的色条,所述断续的色条含有交替设置的实体部和空位部,实体部的宽度宽窄交替设置;护套的宽度宽窄交替设置;第一色条和第二色条连接形成网格线;或者,第一色条和第二色条均为波浪线。
6.本发明的有益效果是:1、可以满足蝶形光缆上色条位置的随意性,在任一位置均可以添加色条。
7.2、内部多色条注入流道的设计,互相完美隔绝,互不影响,可以满足双色条不同颜色的色条要求。
8.3、将机芯、内模具和色条模具固定一起,避免在高速生产的情况下,出现机芯、内模具和色条模具偏离的现象,保证了产品质量。
9.4、色条模具上的环槽,可以将一根或两根色条添加至产品的任意位置。
附图说明
10.构成本技术的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
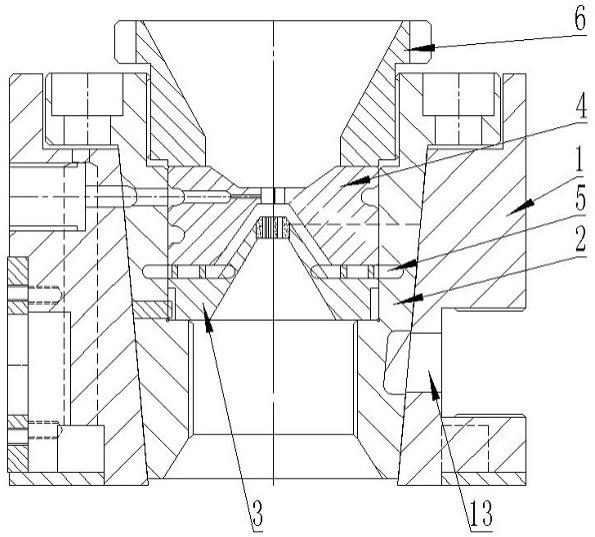
11.图1是实施例1中本发明所述制造色条蝶形光缆的机头的示意图。
12.图2是实施例1中机芯的示意图。
13.图3是实施例1中内模具和色条模具的示意图。
14.图4是实施例1中本发明所述制造色条蝶形光缆的挤出机的示意图。
15.图5是实施例1中第一种色条蝶形光缆的示意图。
16.图6是实施例1中第二种色条蝶形光缆的示意图。
17.图7是实施例2中内模具和色条模具的示意图。
18.图8是实施例2中第一种色条蝶形光缆的示意图。
19.图9是实施例2中第二种色条蝶形光缆的示意图。
20.图10是实施例3中内模具和色条模具的示意图。
21.图11是实施例3中第一色条宽度变化输出机构部位的放大示意图。
22.图12是实施例3中色条为断续的色条且实体部为糖葫芦形的放大示意图。
23.图13是实施例4中内模具和色条模具的示意图。
24.附图标记说明:1、机头主体;2、机芯;3、内模具;4、色条模具;5、间隔空腔;6、机头压盖;7、挤出口;8、色条蝶形光缆;9、旋转驱动机构;11、插座;12、插座盖板;13、机头注入口;14、机头主体盖板;15、第一色条原料进入口;16、第二色条原料进入口;21、第一色条注入通孔;22、第二色条注入通孔;23、内注入通孔;24、外流道;25、入口;26、出口;27、第一安装槽;28、第二安装槽;29、第三色条注入通孔;31、穿插功能孔;41、第一色条模具;42、第二色条模具;43、第三色条模具;51、垫片;71、光缆粗细变化输出机构;72、内流道;81、光纤;82、吊线增强件;83、护套;84、第一色条;85、第二色条;86、实体部;87、空位部;91、第一旋转驱动组件;92、第二旋转驱动组件;93、第三旋转驱动组件;411、第一色条注入流道;412、第一环形流道槽;413、第一啮合齿;414、第一开关;415、第一色条宽度变化输出机构;416、第一活塞缸;417、第一往复驱动部件;421、第二色条注入流道;422、第二环形流道槽;423、第二啮合齿;424、第二开关;425、第二色条宽度变化输出机构;431、第三色条注入流道;432、第三环形流道槽;433、第三啮合齿;434、第三开关。
具体实施方式
25.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
26.实施例1一种制造色条蝶形光缆的机头,包括内外套设的机芯2和机头主体1,机芯2内匹配的套设有内模具3和色条模具4,色条模具4为圆环形结构,色条模具4能够自转,色条模具4内设有第一色条注入流道411,色条模具4的外周面设有第一环形流道槽412,机芯2的侧壁内设有第一色条注入通孔21,机头主体1的侧壁内设有第一色条原料进入口15,第一色条原料进入口15、第一色条注入通孔21、第一环形流道槽412和第一色条注入流道411依次连通,
如图1至图4所示。
27.在本实施例中,机头主体1的轴线、机芯2的轴线、内模具3的轴线和色条模具4的轴线均重合。沿机芯2的轴线方向,机芯2的两端分别设有入口25和出口26,内模具3和色条模具4沿入口25向出口26的方向排列,第一色条注入流道411沿色条模具4的直径方向延伸并贯通色条模具4的内周面和外周面。第一环形流道槽412为360
°
环槽,色条模具4能够以色条模具4的轴线为轴转动,则可以在色条蝶形光缆周向上的任意位置添加一个色条。
28.在本实施例中,机头主体1和机芯2均为圆筒形结构,内模具3和色条模具4之间设有间隔空腔5,间隔空腔5内设有多个垫片51,多个垫片51沿机芯2的周向均匀间隔排布,内模具3、垫片51和色条模具4依次连接,机芯2的外周面设有外流道24,机芯2的侧壁内设有内注入通孔23,外流道24、内注入通孔23和间隔空腔5依次连通。通过垫片51的厚度(即沿机芯2轴向的尺寸)来控制模具压力,无需人工前后调整压力,只需在组装前选择好垫片尺寸。例如,垫片51的厚度大约在1mm-5mm不等,通过安装不同的垫片,可以控制色条模具4在机芯2内的位置,用1mm的垫片51,色条模具4就靠前,用5mm的垫片51,色条模具4就较为靠后。
29.在本实施例中,机头主体1上设有插座11、插座盖板12、机头注入口13和机头主体盖板14,机头主体1内设有加热部件,插座11与所述加热部件连接,机芯2连接有机头压盖6,机头压盖6为环形结构,色条模具4通过机头压盖6固定于机芯2内,机头注入口13与外流道24连通,如图1所示。
30.在本实施例中,第一色条原料进入口15的位置与第一色条注入通孔21的位置相对应,第一色条原料进入口15与第一色条注入通孔21连通,第一色条原料进入口15外连接有第一色条原料供应装置。插座11与所述加热部件连接,通常采用220v插座给机头进行加热;插座盖板12主要是将插座11固定在机头上,避免插座脱落能问题。
31.在本实施例中,内模具3和色条模具4均机芯2密封连接,机头压盖6与机芯2螺纹连接,机头压盖6的一端设有外螺纹,机芯2与机头主体1通过螺栓连接。内模具3内含有多个穿插功能孔31,穿插功能孔31可以用于加工制作色条蝶形光缆8时插入色条蝶形光缆8的光纤81和吊线增强件82。
32.下面介绍一种制造色条蝶形光缆的挤出机,所述制造色条蝶形光缆的挤出机含有依次连接机头和挤出口7,所述机头为上述的制造色条蝶形光缆的机头。所述制造色条蝶形光缆的机头的机头注入口13与挤出口7对应连通,如图4所示。
33.下面介绍所述制造色条蝶形光缆的机头和挤出机的工作过程。
34.1、安装所述制造色条蝶形光缆的机头和挤出机,根据色条蝶形光缆8的构造不同(如图1至图4所示),可以采用不同的内模具3。色条模具4以色条模具4的轴线为轴转动,使第一色条注入流道411的出口端位于所需的位置,拧紧机头压盖6以使内模具3和色条模具4均相对于机芯2固定。
35.2、穿插功能孔31中对应的插入光纤81和吊线增强件82,光纤81、吊线增强件82和护套83沿入口25向出口26的方向移动。挤出口7挤出护套原料熔体,护套原料熔体依次经过机头注入口13、外流道24和内注入通孔23后进入间隔空腔5,护套原料熔体包裹在光纤81和吊线增强件82为形成护套83,同时内部流道的深度以及角度控制材料挤塑的压力,最终保证挤塑出来护套83光滑且光亮。第一色条原料供应装置中的第一色条原料依次经过第一色条原料进入口15、第一色条注入通孔21、第一环形流道槽412和第一色条注入流道411后流
至护套83的外周面,从而护套83的外周面形成一条第一色条84,制成色条蝶形光缆8。其中,通过控制第一色条原料供应装置的功率可以控制第一色条注入流道411内第一色条熔体的流速,从而控制第一色条84的宽度,或者,也可以通过控制第一色条注入流道411的宽窄来进行调节第一色条84的宽度。
36.下面介绍所述色条蝶形光缆8,所述色条蝶形光缆8含有光纤81、吊线增强件82和护套83,光纤81和吊线增强件82均位于护套83内,护套83外设有第一色条84,第一色条84与光纤81平行设置,如图5和图6所示。
37.光纤81通常为单模光纤,光纤81的尺寸可以是标称250μm、200μm和180μm,当光纤81的数量超过1时,通常通过着色来区分。
38.吊线增强件82可以为金属或非金属,所述金属可以是镀锌钢丝、不锈钢丝等,通常金属增强件抗拉强度>1500mpa,而非金属增强件可以是玻璃纤维增强塑料杆(简称frp)或芳纶增强塑料杆(简称kfrp),通常采用玻璃纤维增强塑料杆,frp密度在2.05g/cm
3-2.15g/cm3,拉伸及弯曲强度≥1100mpa,拉伸及弯曲弹性模量≥50gpa,断裂伸长率≤4%,吸水率≤0.1%,同时具有较低的热膨胀系数5
×
10-5-6
×
10-5
k-1
,耐酸碱及化学性能稳定;护套83的材质为低烟无卤阻燃材料,也可根据情况使用采用pvc、hdpe或ldpe作为护套材料。
39.第一色条84使用材料通常和护套83的材料一致,从而保证色条材料与护套材料的兼容性,第一色条84根据客户要求是否添加,同时第一色条84的位置没有固定性。
40.实施例2本实施例是对实施例1的一种改变,本实施例与实施例1的主要区别在于:色条模具4含有沿机芯2的轴向层叠设置的第一色条模具41和第二色条模具42,第一色条模具41和第二色条模具42均为圆环形结构;机头主体1的侧壁内设有第一色条原料进入口15和第二色条原料进入口16,机芯2的侧壁内设有第一色条注入通孔21和第二色条注入通孔22;第一色条模具41内设有第一色条注入流道411,第一色条模具41的外周面设有第一环形流道槽412;第二色条模具42内设有第二色条注入流道421,第二色条模具42的外周面设有第二环形流道槽422;第一色条原料进入口15、第一色条注入通孔21、第一环形流道槽412和第一色条注入流道411依次连接并连通,第二色条原料进入口16、第二色条注入通孔22、第二环形流道槽422和第二色条注入流道421依次连接并连通;所述制造色条蝶形光缆的机头还包括旋转驱动机构9,旋转驱动机构9含有第一旋转驱动组件91和第二旋转驱动组件92,第一旋转驱动组件91能够独立的驱动第一色条模具41自转,第二旋转驱动组件92能够独立的驱动第二色条模具42自转,第二色条原料进入口16外连接有第二色条原料供应装置,如图7所示。
41.第一色条模具41、第二色条模具42和内模具3沿内模具3的轴线方向依次排列,第一环形流道槽412和第二环形流道槽422沿色条模具4的轴向间隔排列,第一旋转驱动组件91能够独立的驱动第一色条模具41自转的含义为,第一旋转驱动组件91能够仅驱动第一色条模具41自转而不会带动第二色条模具42自转。第二旋转驱动组件92能够独立的驱动第二色条模具42自转的含义为,第二旋转驱动组件92能够仅驱动第二色条模具42自转而不会带动第一色条模具41自转。第一旋转驱动组件91含有依次连接微型电机和齿轮,第二旋转驱动组件92含有依次连接微型电机和齿轮。
42.第一色条模具41的外周面还设有第一啮合齿413,第一环形流道槽412和第一啮合齿413沿第一色条模具41的轴向间隔排列,机芯2的内表面设有第一安装槽27,第一旋转驱动组件91位于第一安装槽27内,第一旋转驱动组件91的齿轮与第一色条模具41的第一啮合齿413啮合连接。
43.第二色条模具42的外周面还设有第二啮合齿423,第二环形流道槽422和第二啮合齿423沿第二色条模具42的轴向间隔排列,机芯2的内表面设有第二安装槽28,第二旋转驱动组件92位于第二安装槽28内,第二旋转驱动组件92的齿轮与第二色条模具42的第二啮合齿423啮合连接。
44.本实施例的特点在于,可以在色条蝶形光缆8上制作两条色条,第一色条注入流道411挤出的是第一色条84,第二色条注入流道421挤出的是第二色条85,第一色条84和第二色条85的颜色和材质可以相同或不同,第一色条84和第二色条85之间的距离和夹角可以改变。
45.下面介绍一种制造色条蝶形光缆的方法,本实施例所述制造色条蝶形光缆的方法采用了本实施例所述的制造色条蝶形光缆的挤出机,所述制造色条蝶形光缆的方法包括以下步骤:第一旋转驱动组件91驱动第一色条模具41单向自转,第二旋转驱动组件92驱动第二色条模具42单向自转,第一色条模具41和第二色条模具42的旋转方向相反。或者,第一旋转驱动组件91驱动第一色条模具41往复自转,第二旋转驱动组件92驱动第二色条模具42往复自转。
46.当第一旋转驱动组件91驱动第一色条模具41单向自转,第二旋转驱动组件92驱动第二色条模具42单向自转,第一色条模具41和第二色条模具42的旋转方向相反时,第一色条模具41和第二色条模具42的旋转速度可以相同或不同。当第一旋转驱动组件91驱动第一色条模具41往复自转,第二旋转驱动组件92驱动第二色条模具42往复自转时,第一色条模具41往复自转的角度可以为小于或等于30
°
,第二色条模具42往复自转的角度可以为小于或等于30
°
下面一种色条蝶形光缆,所述色条蝶形光缆由本实施例所述的制造色条蝶形光缆的方法制成,所述色条蝶形光缆含有光纤81和护套83,护套83外设有第一色条84和第二色条85;当所述的制造色条蝶形光缆的方法采用:第一旋转驱动组件91驱动第一色条模具41单向自转,第二旋转驱动组件92驱动第二色条模具42单向自转,第一色条模具41和第二色条模具42的旋转方向相反时,第一色条84和第二色条85连接形成网格线;当所述的制造色条蝶形光缆的方法采用:第一旋转驱动组件91驱动第一色条模具41往复自转,第二旋转驱动组件92驱动第二色条模具42往复自转时,第一色条84和第二色条85均为波浪线,如图8和图9所示。
47.本实施例中的其余技术特征均可以与实施例1中的相同,为了节约篇幅,本实施例不再详细介绍。
48.实施例3本实施例是对实施例2的一种改变,本实施例与实施例2的主要区别在于:第一色条注入流道411的出口端设有第一开关414,第二色条注入流道421的出口端设有第二开关424,如图10所示;在制造色条蝶形光缆时,第一开关414交替的开启和关
闭,第二开关424交替的开启和关闭;则制造出的第一色条84和第二色条85均为断续的色条(类似于虚线),沿色条的延伸方向,所述断续的色条含有交替设置的实体部86和空位部87。
49.第一开关414和第二开关424均可以采用现有的微型电磁开关,第一开关414能够使第一色条注入流道411的出口端封闭或打开,第二开关424能够使第二色条注入流道421的出口端封闭或打开。
50.当第一旋转驱动组件91驱动第一色条模具41单向自转,第二旋转驱动组件92驱动第二色条模具42单向自转,且第一色条模具41和第二色条模具42的旋转方向相反时;制造出的色条蝶形光缆的护套83外的第一色条84和第二色条85连接形成断续的网格线。
51.或者,当第一旋转驱动组件91驱动第一色条模具41往复自转,第二旋转驱动组件92驱动第二色条模具42往复自转时。制造出的色条蝶形光缆的护套83外的第一色条84和第二色条85均为断续的波浪线。
52.本实施例与实施例2的主要区别还在于:第一色条模具41连接有第一色条宽度变化输出机构415,第一色条宽度变化输出机构415位于机芯2内,第一色条宽度变化输出机构415含有第一活塞缸416和第一往复驱动部件417,第一活塞缸416含有活塞腔、活塞和活塞杆,活塞腔包括有杆腔和无杆腔,第一活塞缸416的活塞杆与第一往复驱动部件417连接,第一活塞缸416的无杆腔与第一环形流道槽412连通,第一往复驱动部件417能够驱动第一活塞缸416的活塞杆往复运动,如图10和图11所示。
53.第二色条模具42连接有第二色条宽度变化输出机构425,第二色条宽度变化输出机构425位于机芯2内,第二色条宽度变化输出机构425含有第二活塞缸和第二往复驱动部件,所述第二活塞缸含有活塞腔、活塞和活塞杆,活塞腔包括有杆腔和无杆腔,所述第二活塞缸的活塞杆与所述第二往复驱动部件连接,所述第二活塞缸的无杆腔与第二环形流道槽422连通,所述第二往复驱动部件能够驱动所述第二活塞缸的活塞杆往复运动。
54.挤出口7连接有光缆粗细变化输出机构71,光缆粗细变化输出机构71位于挤出口7外,光缆粗细变化输出机构71的构造与第一色条宽度变化输出机构415的构造基本相同。光缆粗细变化输出机构71含有外活塞缸和活塞往复驱动部件,所述外活塞缸含有活塞腔、活塞和活塞杆,所述外活塞缸的活塞杆与所述活塞往复驱动部件连接,所述外活塞缸的无杆腔与挤出口7的内流道72连通,所述活塞往复驱动部件能够驱动所述外活塞缸的活塞杆往复运动。
55.第一活塞缸416与第一环形流道槽412连接,第一往复驱动部件417驱动第一活塞缸416的活塞杆往复运动时,第一活塞缸416能够使第一环形流道槽412内的压强增大或变小,从而第一色条注入流道411喷出的色条原料的流速大小交替变化,使制造出的色条蝶形光缆的护套83外的第一色条84的宽度呈现出宽窄交替变化的状态,例如使第一色条84大致呈糖葫芦形。当第一色条84为断续的色条时,第一色条84的实体部86的宽度宽窄交替设置,如图12所示。
56.所述第二活塞缸与第二环形流道槽422连接,所述第二往复驱动部件驱动所述第二活塞缸的活塞杆往复运动时,所述第二活塞缸能够使第二环形流道槽422内的压强增大或变小,从而第二色条注入流道421喷出的色条原料的流速大小交替变化,使制造出的色条蝶形光缆的护套83外的第二色条85的宽度呈现出宽窄交替变化的状态,例如使第二色条85
大致呈糖葫芦形。当第二色条85为断续的色条时,第二色条85的实体部86的宽度宽窄交替设置,如图12所示。
57.所述活塞往复驱动部件驱动所述外活塞缸的活塞杆往复运动时,所述外活塞缸能够使内流道72内的压强增大或变小,从而机头注入口13喷出的护套原料的流速大小交替变化,使制造出的色条蝶形光缆的护套83的宽度呈现出宽窄交替变化的状态,例如使护套83大致呈糖葫芦形。
58.实施例4本实施例是对实施例2的一种改变,本实施例与实施例2的主要区别在于:色条模具4还含有第三色条模具43,第一色条模具41、第二色条模具42、第三色条模具43和内模具3沿内模具3的轴向层叠设置,第三色条模具43为圆环形结构,第三色条模具43内设有第三色条注入流道431,第三色条模具43的外周面设有第三环形流道槽432,第一环形流道槽412、第二环形流道槽422和第三环形流道槽432沿色条模具4的轴向间隔排列,第三色条模具43为圆环形结构,机芯2的侧壁内设有第三色条注入通孔29,机头主体1的侧壁内还设有第三色条原料进入口,所述第三色条原料进入口、所述第三色条注入通孔29、第三环形流道槽432和第三色条注入流道431依次连通,如图13所示。
59.第一色条注入流道411、第二色条注入流道421和第三色条注入流道431均沿色条模具4的直径方向延伸并贯通内周面和外周面,所述第三色条原料进入口的位置与所述第三色条注入通孔29的位置相对应,所述第三色条原料进入口外连接有第三色条原料供应装置。
60.由于,第一色条模具41、第二色条模具42和第三色条模具43相互独立,第一色条模具41和第二色条模具42均为圆环形结构,第一色条模具41、第二色条模具42和第三色条模具43均能够自转,即第一色条模具41能够以第一色条模具41的轴线为轴转动,第二色条模具42能够以第二色条模具42的轴线为轴转动,第三色条模具43能够以第三色条模具43的轴线为轴转动。
61.旋转驱动机构9还含有第三旋转驱动组件93,所述第三旋转驱动组件93能够独立的驱动第三色条模具43自转,所述第三旋转驱动组件93含有依次连接微型电机和齿轮。第三色条模具43的外周面还设有第三啮合齿433,第三环形流道槽432和第三啮合齿433沿第三色条模具43的轴向间隔排列,机芯2的内表面设有第三安装槽,所述第三旋转驱动组件93位于所述第三安装槽内,第三旋转驱动组件93的齿轮与第三色条模具43的第三啮合齿433啮合连接。
62.本实施例的特点在于,可以在色条蝶形光缆8上制作三条色条,第一色条注入流道411挤出的是第一色条84,第二色条注入流道421挤出的是第二色条85,第三色条注入流道431挤出的是第三色条,第一色条84、第二色条85和第三色条的颜色和材质可以相同或不同。
63.第三旋转驱动组件93可以驱动第三色条模具43单向自转或往复自转,当第一旋转驱动组件91驱动第一色条模具41单向自转,第二旋转驱动组件92驱动第二色条模具42单向自转,第三旋转驱动组件93驱动第三色条模具43单向自转,第一色条模具41和第二色条模具42的旋转方向相反时,第一色条84、第二色条85和第三色条连接形成网格线;当第一旋转驱动组件91驱动第一色条模具41往复自转,第二旋转驱动组件92驱动第二色条模具42往复
自转,第三旋转驱动组件93驱动第三色条模具43往复自转时,第一色条84、第二色条85和第三色条均为波浪线。
64.本实施例与实施例2的主要区别还在于:第三色条注入流道431的出口端设有第三开关434,在制造色条蝶形光缆时,所述第三开关434交替的开启和关闭,则制造出的第三色条为断续的色条(类似于虚线)。所述第三开关434可以采用现有的微型电磁开关,所述第三开关434能够使第三色条注入流道431的出口端封闭或打开,如图13所示。
65.当第一旋转驱动组件91驱动第一色条模具41单向自转,第二旋转驱动组件92驱动第二色条模具42单向自转,且第一色条模具41和第二色条模具42的旋转方向相反时;制造出的色条蝶形光缆的护套83外的第一色条84、第二色条85和第三色条连接形成断续的网格线。
66.或者,当第一旋转驱动组件91驱动第一色条模具41往复自转,第二旋转驱动组件92驱动第二色条模具42往复自转,第三旋转驱动组件93驱动第三色条模具43往复自转时。制造出的色条蝶形光缆的护套83外的第一色条84、第二色条85和第二色条85均为断续的波浪线。
67.本实施例与实施例2的主要区别还在于:第三色条模具43连接有第三色条宽度变化输出机构,所述第三色条宽度变化输出机构位于机芯2内,所述第三色条宽度变化输出机构含有第三活塞缸和第三往复驱动部件,所述第三活塞缸含有活塞腔、活塞和活塞杆,活塞腔包括有杆腔和无杆腔,所述第三活塞缸的活塞杆与所述第三往复驱动部件连接,所述第三活塞缸的无杆腔与第三环形流道槽432连通,所述第三往复驱动部件能够驱动所述第三活塞缸的活塞杆往复运动。第一色条宽度变化输出机构415、第二色条宽度变化输出机构425和第三色条宽度变化输出机构的构造基本相同。
68.所述第三活塞缸与第三环形流道槽432连接,所述第三往复驱动部件驱动第三活塞缸的活塞杆往复运动时,所述第三活塞缸能够使第三环形流道槽内的压强增大或变小,从而使制造出的色条蝶形光缆的护套83外的第三色条的宽度呈现出变化不同的状态,例如使第三色条大致呈糖葫芦形。当第三色条为断续的色条时,第三色条的实体部86的宽度宽窄交替设置。
69.以上所述,仅为本发明的具体实施例,不能以其限定发明实施的范围,所以其等同组件的置换,或依本发明专利保护范围所作的等同变化与修饰,都应仍属于本专利涵盖的范畴。另外,本发明中的技术特征与技术特征之间、技术特征与技术方案、技术方案与技术方案之间均可以自由组合使用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1