一种挤出长条中空防水硅胶条模内油压成型产品及加工工艺的制作方法
本发明涉及油压产品,具体是指一种挤出长条中空防水硅胶条模内油压成型产品及加工工艺。
背景技术:
1、随着电子产品的广泛应用,电子产品的防水要求也在不断增加,对于户外电子产品不是单一的油封防水需求,产品形状各异但对防水的要求却是一致的高。传统的防水产品一般为截面为圆形实体的防水圈,其防水效果主要取决于过盈配合与上下模配合后的错位精确度,因上下合模一定会存在错位现象,还是会有渗水风险。特别对于防水截面中空且为异形的防水产品在开模具上因产品结构上来讲是存在限制的。
技术实现思路
1、本发明要解决的技术问题是克服以上技术缺陷,提供一种挤出长条中空防水硅胶条模内油压成型产品及加工工艺。
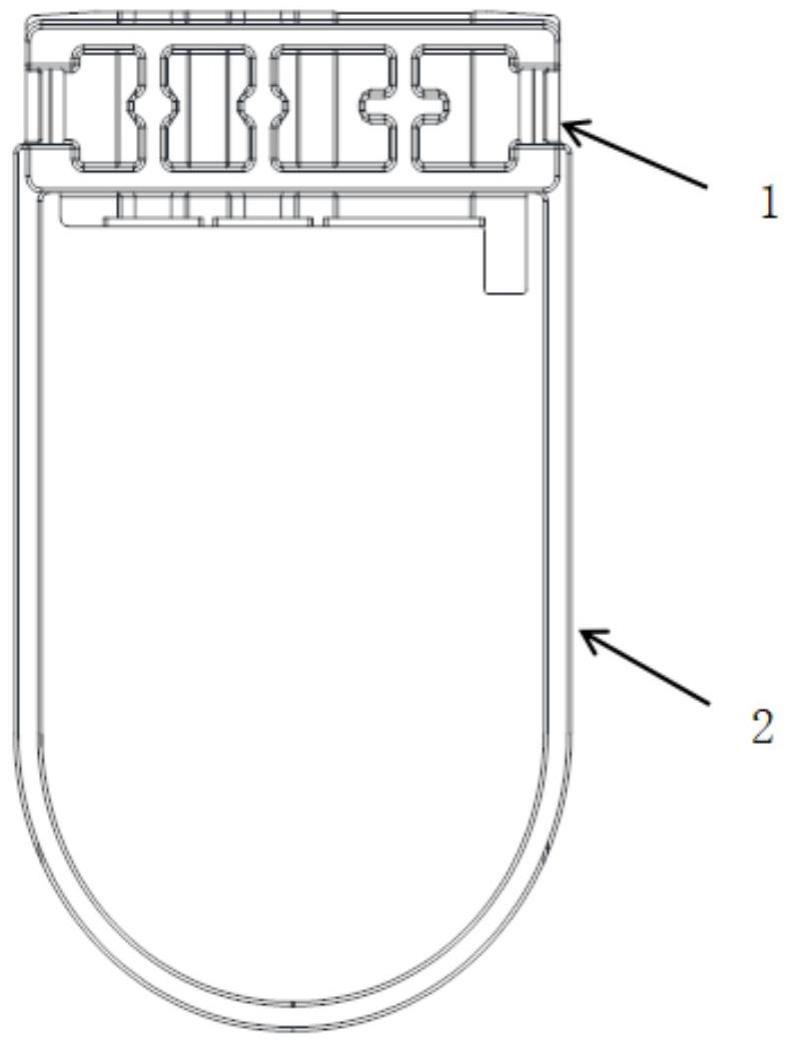
2、为解决上述技术问题,本发明提供的技术方案为:一种挤出长条中空防水硅胶条模内油压成型产品,包括主体异形防水区与长条中空防水硅胶条,其特征在于:所述的主体和所述的防水胶条均为硅胶材质,所述的长条中空防水硅胶条截面外形为正方形,中间为圆形,所述异形防水区主体为三排半圆形卡线槽及四个卡位凹槽,通过模内油压成型完成挤出长条中空防水硅胶条实现模内与异形防水硅胶的融合成型。
3、作为本发明的进一步优选:所述的长条中空防水硅胶条截面外形为正方形,侧面为长方形。
4、作为本发明的进一步优选:所述的一种挤出长条中空防水硅胶条模内油压成型产品的加工工艺,其特征在于:包括以下步骤:
5、(1)、通过挤出成型生产出长条中空防水条部件;
6、(2)、将此防水胶条依尺寸要求进行裁切;
7、(3)、裁切后的防水胶条插到油压成型模具镶条上,再将镶条放入套压模具中,放入硅胶原料在异形防水区后进行合模加热成型,最终使零部件与主体成为一个融合成型的结合体。
8、作为本发明的进一步优选:所述的一种挤出长条中空防水硅胶条模内油压成型产品加工工艺,其特征在于,所述模具为上下模具加活动镶条型,镶条能够从油压模具上取下来。
9、作为本发明的进一步优选:所述的一种挤出长条中空防水硅胶条模内油压成型产品加工工艺,其特征在于,步骤(1)中所述的零部件为长条中空防水条,其特征在于,原料通过模头挤出成形后经过高温隧道炉加热成型。
10、作为本发明的进一步优选:所述的一种挤出长条中空防水硅胶条模内油压成型产品加工工艺,其特征在于,步骤(2)中所述零部件通过将中空长条硅胶条用裁切成所需要的设定尺寸。
11、作为本发明的进一步优选:所述的一种挤出长条中空防水硅胶条模内油压成型产品加工工艺,其特征在于,步骤(3)中所述零部件通过将中空长条硅胶条成品插到模具镶条后放回模具内。通过将己称好重量的硅胶原料放到异形防水区的下模上,使产品成型为一体。
12、有益效果,本发明与现有的技术相比的优点在于:本发明采用了挤出成型长条中空防水硅胶,实现防水件中空效果且无上下模错位问题,减少因此产生的渗水。再通过模内油压成型达到挤出件与油压产品一体成型结合,解决模具设计与成型出模的限制,达到突破传统工艺的效果。
技术特征:
1.一种挤出长条中空防水硅胶条模内油压成型产品,包括主体异形防水区与长条中空防水硅胶条,其特征在于:所述的主体和所述的防水胶条均为硅胶材质,所述的长条中空防水硅胶条截面外形为正方形,中间为圆形,所述异形防水区主体为三排半圆形卡线槽及四个卡位凹槽,通过模内油压成型完成挤出长条中空防水硅胶条实现模内与异形防水硅胶的融合成型。一种挤出长条中空防水硅胶条模内油压成型产品,其特征在于:所述的长条中空防水硅胶条截面外形为正方形,侧面为长方形。
2.根据权利要求1所述的一种挤出长条中空防水硅胶条模内油压成型产品及加工工艺,其特征在于:包括以下步骤:
3.根据权利要求1所述的一种挤出长条中空防水硅胶条模内油压成型产品及加工工艺,其特征在于:裁切后的防水胶条插到油压成型模具镶条上,再将镶条放入套压模具中,放入硅胶原料在异形防水区后进行合模加热成型,最终使零部件与主体成为一个融合成型的结合体。
4.根据权利要求3所述的一种挤出长条中空防水硅胶条模内油压成型产品加工工艺,其特征在于,所述模具为上下模具加活动镶条型,镶条能够从油压模具上取下来。
5.根据权利要求2所述的一种挤出长条中空防水硅胶条模内油压成型产品加工工艺,其特征在于,步骤(1)中所述的零部件为长条中空防水条,其特征在于,原料通过模头挤出成形后经过高温隧道炉加热成型。
6.根据权利要求3所述的一种挤出长条中空防水硅胶条模内油压成型产品加工工艺,其特征在于,步骤(2)中所述零部件通过将中空长条硅胶条用裁切成所需要的设定尺寸。
7.根据权利要求3所述的一种挤出长条中空防水硅胶条模内油压成型产品加工工艺,其特征在于,步骤(3)中所述零部件通过将中空长条硅胶条成品插到模具镶条后放回模具内。通过将己称好重量的硅胶原料放到异形防水区的下模上,使产品成型为一体。
技术总结
本发明涉及油压产品技术领域,具体涉及一种油压成型异形防水硅胶与挤出长条中空防水硅胶条模内油压成型产品,包括主体异形防水区与长条中空防水硅胶条,主体和防水胶条均为硅胶材质,长条中空防水硅胶条截面外形为正方形,中间为圆形,异形防水区主体为三排半圆形卡线槽及四个卡位凹槽,通过模内油压成型完成挤出长条中空防水硅胶条实现模内与异形防水硅胶的融合成型;加工工艺包括以下步骤:通过挤出成型生产出长条中空防水条部件;将此防水胶条依尺寸要求进行裁切;将裁切后的防水胶条插到油压成型模具镶条上,再将镶条放入套压模具中;放入硅胶原料在异形防水区后进行合模加热成型,最终使零部件与主体成为一个融合成型的结合体。
技术研发人员:文贤兵,庞亚华
受保护的技术使用者:东莞市创宜丰精密橡塑有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!