一种汽车B柱上护板总成及其制造工艺的制作方法
一种汽车b柱上护板总成及其制造工艺
技术领域
1.本发明涉及汽车内饰领域,尤其涉及一种汽车b柱上护板总成及其制造工艺。
背景技术:
2.汽车b柱指的是汽车两侧位于前后门之间的支撑柱,其作用是提高车体强度,另外还要负责为车门锁扣、车门框密封条、以及安全带等部件提供安装条件,是车体上的重要组成部分;
3.汽车b柱位于车内一侧的上护板材质一般为塑料,市面上还在大量使用完全由依赖卡扣与b柱连接的上护板,且其中的大部分上护板的卡扣或一体注塑或分体卡接于上护板内侧,该设计虽然不影响上护板向b柱装配,但是在拆卸时极其不便,例如遇事故需要对b柱进行钣金时,需要动用电焊机、氩弧焊等设备,为了防止b柱产生的高温引起车内装饰件变形(包括引燃风险),就需要先对车内装饰板进行拆除,包括b柱上护板,强行撬开暗扣设计的b柱上护板显然会造成内饰损伤;
4.另外目前汽车b柱上护板的注塑模具使用的模具,一次注塑只能获取一件上护板,在一次注塑流程中,模具的预热、注塑和冷却成型均需要时间,虽然单件上护板产出耗时较短,但是在批量生产的时间累积下单个模具生产效率就会对整个生产计划造成严重影响,但是目前的汽车b柱上护板模具技术已经应用成熟,大量淘汰现有模具引入新模具的成本难以接受,因此需要在现有模具的基础上改进生产工艺以提高生产效率;
5.综上所述,为了解决传统暗扣设计的b柱上护板拆卸不便以及生产模具产出效率较低的问题,我们提出了一种汽车b柱上护板总成及其制造工艺。
技术实现要素:
6.本发明提出的一种汽车b柱上护板总成及其制造工艺,解决了现有的b柱上护板拆卸不便以及生产模具产出效率较低的问题。
7.为了实现上述目的,本发明采用了如下技术方案:
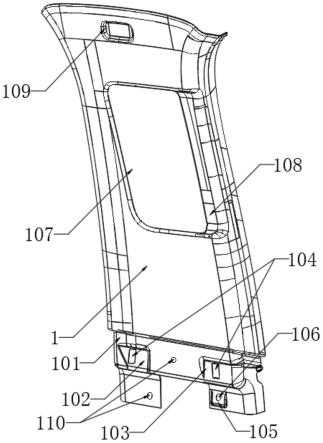
8.一种汽车b柱上护板总成,包括上护板,所述上护板的两侧弯折使其装配一侧呈内凹状,且所述上护板底端的插接部呈阶梯状向内侧均匀收缩,所述上护板的顶端向装配侧内凹设置有第三卡槽,且所述插接部的两侧向装配侧内凹设置有第一卡座、第二卡座,所述插接部的底端呈倒凹字型,且所述凹字形一端向装饰面凸起设置有第三卡座,所述凹字形另一端和插接部中部均开设有定位孔,所述上护板的中部开设有第一槽口,且所述第一槽口位于靠近汽车前排一侧内凹设置有便于抽拉安全带的凹边。
9.作为本发明的一种优选技术方案于,所述上护板位于装配侧设置有高调面板,且所述高调面板覆盖第一槽口,所述高调面板位于外侧设置有控制按钮并开设有抽拉安全带的第二槽口。
10.作为本发明的一种优选技术方案于,所述第一卡座和第二卡座的槽底均开设有用于与汽车b柱卡接的第一卡槽,且所述第三卡座的顶部开设有用于卡接b柱下护板的第二卡
槽。
11.一种汽车b柱上护板总成制造工艺,包括工艺模具设备,所述工艺模具设备包括底座、龙门、下模具和上模具,所述龙门竖直设置于底座的中部,所述龙门的两侧均设置有下模具和上模具,所述上模具覆盖于下模具的顶部;
12.所述龙门的两侧均竖直设置有滑轨,且所述滑轨滑动连接有滑块,所述滑块固定连接有悬臂,且所述悬臂的底端与上模具固定连接,两组所述上模具之间连接有拉索,且所述拉索与龙门顶端绕接。
13.作为本发明的一种优选技术方案于,所述龙门的顶端转动连接有导轮,且所述拉索与导轮绕接,且所述拉索和导轮关于龙门对称、平行分布有两组。
14.作为本发明的一种优选技术方案于,所述龙门顶端一侧设置有安装座,且所述安装座固定连接有电机,所述电机的输出轴贯穿龙门与两组导轮共轴连接。
15.作为本发明的一种优选技术方案于,每块所述悬臂均配置两块滑块。
16.作为本发明的一种优选技术方案于,所述悬臂的两侧对应滑块安装孔、上模具顶端安装孔处均开设有用于安装螺丝的固定槽。
17.作为本发明的一种优选技术方案于,两组上模具和下模具关于龙门呈对称分布,且所述底座两端竖直向上设置有定位导杆,所述定位导杆贯穿下模具和上模具呈滑动连接。
18.作为本发明的一种优选技术方案于,所述工艺模具设备制造上护板的工艺流程为:
19.s1、位于龙门一侧的上模具与下模具合模进行注塑,龙门另一侧的上模具受到拉索的牵引拉高,与其底部的下模具处于开模状态;
20.s2、待合模的模具组注塑完毕,则通过电机驱动导轮旋转,通过两组模具组合的重量使得拉索勒紧导轮的凹槽,使得电机通过驱动导轮摩擦带动拉索移动,使得注塑完成的模具组开模,使得另一侧开模状态的上模具下降与其底部的下模具合模,合模后开始注塑,而被开模的模具组即可进行取出产品、目视检测模腔等操作;
21.s3、重复s中的步骤,两组模具组合交替进行合模注塑、开模取料,使得单台模具设备始终有模具处于注塑的工作状态,以提高单台模具设备的注塑效率。
22.本发明的有益效果为:
23.1、该汽车b柱上护板顶端b柱钣金卡接,再通过利用与下护板叠加部分(叠加于下护板与b柱钣金之间的部分,即插接部)设置内凹的卡接座,使得常规的分体式的塑料卡扣可由外向内将上护板与汽车钣金卡接在一起,不设置暗卡,因此十分便于拆卸。
24.2、该装置的设备机架呈到t型设置,两组模具组重量相等,通过拉索与龙门吊装后处于平衡状态,因此只需要电机施加一个较小的干预力量,就可以通过导轮和拉索控制上模具的升降,驱动两组模具组进行交替的合模开模,结构简单、易于操纵且稳定。
25.3、电机通过驱动导轮摩擦带动拉索移动,使得注塑完成的模具组开模,使得另一侧开模状态的上模具下降与其底部的下模具合模,合模后开始注塑,而被开模的模具组即可进行取出产品、目视检测模腔等操作,两组模具组合交替进行合模注塑、开模取料,使得单台模具设备始终有模具处于注塑的工作状态,以提高单台模具设备的注塑效率。
26.综上所述,该b柱上护板解决了现有的b柱上护板拆卸不便的问题,该b柱上护板生
产工艺设备解决了b柱上护板产出效率较低的问题。
附图说明
27.图1为本发明的上护板装饰面的结构示意图。
28.图2为本发明的图1的左侧视角的结构示意图。
29.图3为本发明的图1的右侧视角的结构示意图。
30.图4为本发明的上护板内侧的结构示意图。
31.图5为本发明的图4的左侧视角的结构示意图。
32.图6为本发明的图4的右侧视角的结构示意图。
33.图7为本发明的模具设备的结构示意图。
34.图8为本发明的图7另一视角的结构示意图。
35.图9为本发明的上护板与高调面板装配实施例的结构示意图。
36.图中标号:1、上护板;101、插接部;102、第一卡座;103、第二卡座;104、第一卡槽;105、第三卡座;106、第二卡槽;107、第一槽口;108、凹边;109、第三卡槽;110、定位孔;2、底座;201、龙门;202、定位导杆;203、导轮;204、拉索;205、安装座;206、电机;3、下模具;4、上模具;401、悬臂;402、固定槽;403、滑块;404、滑轨;5、高调面板;501、控制按钮;502、第二槽口。
具体实施方式
37.下面将结合附图对本发明的技术方案进行清楚、完整地描述。在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相正对地重要性。
38.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
39.参照图1-图6,一种汽车b柱上护板总成,包括上护板1,上护板1的两侧弯折使其装配一侧呈内凹状,且上护板1底端的插接部101呈阶梯状向内侧均匀收缩,上护板1的顶端向装配侧内凹设置有第三卡槽109,且插接部101的两侧向装配侧内凹设置有第一卡座102、第二卡座103,插接部101的底端呈倒凹字型,且凹字形一端向装饰面凸起设置有第三卡座105,凹字形另一端和插接部101中部均开设有定位孔110,上护板1的中部开设有第一槽口107,且第一槽口107位于靠近汽车前排一侧内凹设置有便于抽拉安全带的凹边108,第一卡座102和第二卡座103的槽底均开设有用于与汽车b柱卡接的第一卡槽104,且第三卡座105的顶部开设有用于卡接b柱下护板的第二卡槽106;
40.首先将该上护板1的顶端通过第三卡槽109与b柱钣金预留的接头卡接,通过塑料
卡扣由外向内插入第一卡座102、第二卡座103与汽车b柱钣金之间,将该上护板1与b柱连接,安装时,通过插接部101处的定位孔110与b柱钣金定位针套接进行定位,第一卡座102和第二卡座103呈内凹状以便于与b柱钣金的卡座贴合,方便塑料卡扣卡接,且塑料卡扣的头部隐藏于内凹的第一卡座102、第二卡座103内,不影响下护板与上护板1连接;
41.安装完毕该上护板1后,再安装下护板,将下护板的卡扣与第三卡座105连接,并通过下护板上的定位针第二个定位孔110插接定位。
42.实施例:
43.上护板1位于装配侧设置有高调面板5,且高调面板5覆盖第一槽口107,高调面板5位于外侧设置有控制按钮501并开设有抽拉安全带的第二槽口502,安装带由高调面板5上的第二槽口502穿出,捏住并按下控制按钮501解开锁扣使得高调面板5进行高低位置调节。
44.参考图7和图8,一种汽车b柱上护板总成制造工艺,包括工艺模具设备,工艺模具设备包括底座2、龙门201、下模具3和上模具4,龙门201竖直设置于底座2的中部,龙门201的两侧均设置有下模具3和上模具4,上模具4覆盖于下模具3的顶部,龙门201的两侧均竖直设置有滑轨404,且滑轨404滑动连接有滑块403,滑块403固定连接有悬臂401,且悬臂401的底端与上模具4固定连接,两组上模具4之间连接有拉索204,且拉索204与龙门201顶端绕接,龙门201的顶端转动连接有导轮203,且拉索204与导轮203绕接,且拉索204和导轮203关于龙门201对称、平行分布有两组;
45.该装置的两组模具组重量相等,通过拉索204吊装后处于平衡状态,因此只需要电机206施加一个较小的干预力量,就可以通过导轮203和拉索204控制上模具4的升降,驱动两组模具组进行交替的合模开模。
46.悬臂401的两侧对应滑块403安装孔、上模具4顶端安装孔处均开设有用于安装螺丝的固定槽402,两组上模具4和下模具3关于龙门201呈对称分布,且底座2两端竖直向上设置有定位导杆202,定位导杆202贯穿下模具3和上模具4呈滑动连接,通过定位导杆202和滑轨404、滑块403在水平方向上对下模具3、上模具4进行限位,使得上模具4仅能沿滑轨404和定位导杆202进行竖直方向上的移动,以便于与下模具3准确的合模。
47.工艺模具设备的工作原理:
48.s1、位于龙门201一侧的上模具4与下模具3合模进行注塑,龙门201另一侧的上模具4受到拉索204的牵引拉高,与其底部的下模具3处于开模状态;
49.s2、龙门201顶端一侧设置有安装座205,且安装座205固定连接有电机206,电机206的输出轴贯穿龙门201与两组导轮203共轴连接,待合模的模具组注塑完毕,则通过电机206驱动导轮203旋转,通过两组模具组合的重量使得拉索204勒紧导轮203的凹槽,使得电机206通过驱动导轮203摩擦带动拉索204移动,使得注塑完成的模具组开模,使得另一侧开模状态的上模具4下降与其底部的下模具3合模,合模后开始注塑,而被开模的模具组即可进行取出产品、目视检测模腔等操作;
50.s3、重复s2中的步骤,两组模具组合交替进行合模注塑、开模取料,使得单台模具设备始终有模具处于注塑的工作状态,以提高单台模具设备的注塑效率。
51.以上仅是本发明的优选实施方式,应当指出,对本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围,本发明中其他未详述部分均属于现有技术,故在此不再赘述,最后应说明
的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1