基于复合材料的火箭发动机喷管3D打印方法与流程
基于复合材料的火箭发动机喷管3d打印方法
技术领域
1.本发明涉及3d打印技术领域,特别涉及一种基于复合材料的火箭发动机喷管3d打印方法。
背景技术:
2.碳纤维具有高强度、高弹性模型、高刚度、密度小、耐高温等特点,在航空、航天领域有着重要的地位。就固体火箭发动机的喷管而言,工作条件较为苛刻,常规的金属材料无法满足需求。因此,常用碳纤维复合材料作为其生产制造的原材料。
3.然而,传统的复合材料火箭发动机喷管的制造方式相当复杂,首先要将碳纤维制成碳纤维布,然后用碳布和树脂按一定比例混合制成预浸料,再将预浸料通过缠绕机缠绕成型,对于一些特殊位置需要将预浸料铺放后模压成型。传统复合材料火箭发动机喷管的成型工艺复杂,成型周期也很长,成型过程容易出现问题,且制造的喷管属于分体式结构。
技术实现要素:
4.鉴于上述问题,本发明的目的是提出一种基于复合材料的火箭发动机喷管3d打印方法,通过3d打印方式制造火箭发动机喷管,具有很好的工艺性,成型简单,人工因素少。
5.为实现上述目的,本发明采用以下具体技术方案:
6.本发明提供一种基于复合材料的火箭发动机喷管3d打印方法,火箭发动机喷管从内向外依次包括:喉衬、内烧蚀层、内隔热层、壳体结构层、外隔热层、外烧蚀层和入口锥,包括以下步骤:
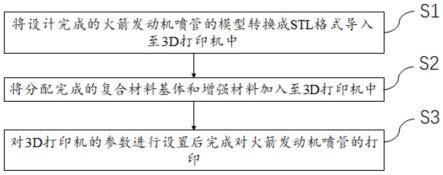
7.s1、将设计完成的火箭发动机喷管的模型转换成stl格式导入至3d打印机中;
8.s2、将分配完成的复合材料基体和增强材料加入至3d打印机中;
9.s3、对3d打印机的参数进行设置后完成对火箭发动机喷管的打印;
10.步骤s3包括:
11.通过3d打印机对火箭发动机喷管逐层进行打印,设置打印相邻两层的纤维方向互相垂直,3d打印机会在不同的打印位置自动喷挤出不同比例的复合材料基体和增强材料。
12.优选地,复合材料基体包括酚醛类树脂、环氧类树脂、金属或陶瓷;
13.增强材料包括碳纤维、高硅氧纤维或玻璃纤维。
14.优选地,步骤s2包括:
15.在3d打印火箭发动机喷管前,需进行准备工作:将火箭发动机喷管所需不同型号的碳纤维和不同型号的树脂装入到3d打印机中,根据不同材料的特性,分别对其进行预热处理。
16.优选地,内烧蚀层、外烧蚀层、入口锥使用碳纤维和酚醛类树脂进行制备;
17.壳体结构层使用碳纤维和环氧类树脂进行制备;
18.内隔热层、外隔热层使用高硅氧纤维和酚醛类树脂进行制备;
19.碳纤维和酚醛类树脂比例是1:1;碳纤维和环氧类树脂比例是2:3;高硅氧纤维和
环氧类树脂的比例是1:1。
20.优选地,步骤s3还包括:
21.在火箭发动机喷管打印完成后,进行固化处理:
22.固化制度需根据所使用的不同型号的碳纤维和不同型号的树脂的类型进行设置,固化制度为:90℃/3h~120℃/2h~150℃/4h,固化压力为5mpa。
23.与现有的技术相比,本发明通过3d打印方式制造火箭发动机喷管,具有很好的工艺性,成型简单,人工因素少。
附图说明
24.图1是根据本发明实施例提供的基于复合材料的火箭发动机喷管3d打印方法的流程示意图。
25.图2是由本发明实施例提供的基于复合材料的火箭发动机喷管3d打印方法制备得到火箭发动机喷管的结构示意图。
26.其中的附图标记包括:内烧蚀层1,内隔热层2,外烧蚀层3,外隔热层4,壳体结构层5、喉衬6和入口锥7。
具体实施方式
27.在下文中,将参考附图描述本发明的实施例。在下面的描述中,相同的模块使用相同的附图标记表示。在相同的附图标记的情况下,它们的名称和功能也相同。因此,将不重复其详细描述。
28.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及具体实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,而不构成对本发明的限制。
29.图1是根据本发明实施例提供的基于复合材料的火箭发动机喷管3d打印方法的流程示意图。
30.如图1所示,本发明实施例提供的基于复合材料的火箭发动机喷管3d打印方法包括以下步骤:
31.复合材料火箭发动机喷管通过3d打印成型需要特定的3d打印机。3d打印机具备储存不同的纤维和树脂的功能,3d打印机的内部可以精确控制温度,可调范围是0℃-800℃。3d打印机喷头x,y,z这3个方向上的运动通过伺服电机闭环控制。对于大型的火箭发动机喷管在成型的过程中,要经历多次预压和固化过程,才能保证喷管的各方面性能,因此的3d打印机应具备耐高温、耐高压的能力。
32.s1、将设计完成的火箭发动机喷管的模型转换成stl格式导入至3d打印机中;
33.s2、将分配完成的复合材料基体和增强材料加入至3d打印机中;
34.复合材料基体包括树脂、金属或陶瓷;
35.增强材料包括碳纤维或玻璃纤维;
36.将火箭发动机喷管模型的每个区使用的材料输入到3d打印机中,在本发明提供的其中一个实施例中:
37.内烧蚀层、外烧蚀层、入口锥使用碳纤维和酚醛类树脂;
38.壳体结构层、使用碳纤维和环氧类树脂;
39.内隔热层、外隔热层使用高硅氧纤维和酚醛类树脂。
40.步骤s2包括:
41.在3d打印火箭发动机喷管前,需进行准备工作。将喷管所需不同型号的碳纤维和不同型号的树脂装入到3d打印机中,根据不同材料的特性,分别对其进行预热处理。
42.s3、对3d打印机的参数进行设置后完成对火箭发动机喷管的打印。
43.步骤s3包括:
44.通过3d打印机对火箭发动机喷管逐层进行打印,设置打印相邻两层的纤维方向互相垂直,这样可使火箭发动机喷管具有好的层间性能。如图2所示,同一层会存在多个区,如:内烧蚀层、内隔热层、复合壳体。3d打印机会在相应的位置自动喷挤出不同的成比例的纤维和树脂,碳纤维和酚醛类树脂比例是1:1;碳纤维和环氧类树脂比例是2:3;高硅氧纤维和环氧类树脂的比例是1:1。
45.在火箭发动机喷管打印完成后,进行固化处理。固化制度需根据所使用的纤维和树脂的类型进行设置,如设置固化制度为:90℃/3h~120℃/2h~150℃/4h,固化压力为5mpa。固化结束后,可将火箭发动机喷管取下,只需进行简单的机加处理。即可使用。
46.通过3d打印成型的复合材料火箭发动机喷管为一体式结构,一体化的火箭发动机喷管具有良好的力学性能,只需进行简单的工艺处理就可以投入使用。
47.图2是由本发明实施例提供的基于复合材料的火箭发动机喷管3d打印方法制备得到火箭发动机喷管的结构示意图。
48.如图2所示,由本发明实施例提供的基于复合材料的火箭发动机喷管3d打印方法制备得到火箭发动机喷管从内向外依次包括:喉衬6、内烧蚀层1,内隔热层2、壳体结构层5、外隔热层4、外烧蚀层3和入口锥7。
49.为保证火箭发动机喷管的性能,设置打印相邻两层的纤维方向相互垂直,这样可使火箭发动机喷管具有好的层间性能。
50.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
51.以上本发明的具体实施方式,并不构成对本发明保护范围的限定。任何根据本发明的技术构思所作出的各种其他相应的改变与变形,均应包含在本发明权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1