一种配套注塑机自动进出料换箱输送设备和方法与流程
1.本发明涉及一种配套注塑机自动进出料换箱输送设备,具体涉及一种实现箱体快速交换转运的技术。
背景技术:
2.目前市场上还没有配套注塑机的注塑产品自动输送系统,大多采用人工或半自动处理。
3.随着各行业的自动化程度越来越高,注塑行业的注塑件产品和水口料需全自动输送的系统需求越来越强烈,本发明针对这一行业痛点可以有效解决,空箱补给,满料箱输送,水口料箱输送均采用全自动输送,全程无需人工参与,自动化程度高,应用效果好。
4.如图10所示就是现有技术注塑行业的一种典型的转运箱的转移过程,其具体包括了传送辊组200、轨道结构7和移动车5,移动车220可移动地设置在轨道结构上,传送辊组的一侧相邻轨道结构设置,轨道结构的移动车上具有两个空箱体,传送辊组上则具有两个装载有物品的转运箱,而如何把这两个空箱体转移至传送辊组并且把这两个转运箱转移到移动车上的自动化过程相对复杂。装载有物品的转运箱例如用于注塑产品料的装载或者水口料的装载,或者用于注塑中其它物品的放置。水口料是指注塑加工中的边角料或者次品料。而这两个转运箱需要反复地与移动车上的空箱体进行工位交换。
5.在现有技术中,例如可以采用机械手抓取的方式完成,然而该设备造价昂贵并且定位精度要求极高,特别是箱子在移动车和传送辊组上的位置的不确定性和机械手的精确匹配十分困难,这样不仅投资成本高而且使用起来容易出现转移过程不顺畅,问题容易出现错位甚至无法正常工作的问题。
技术实现要素:
6.为解决上述技术中存在的问题,本发明提供一种更为便捷地实现装货箱体和空箱体的工位快速切换的技术。
7.本发明提供的一种配套注塑机自动进出料换箱输送设备,其包括依次布置的提升机一、双层滚筒组、提升机二和对接位输送机;所述双层滚筒组具有下滚筒层和上滚筒层;所述提升机一具有第一悬臂和第一滚筒组,所述第一悬臂为可升降结构,所述第一悬臂上具有悬臂滚筒,所述第一悬臂可嵌入地运动至所述第一滚筒组上并且所述第一悬臂可移动至与所述上滚筒层齐平的高度;所述提升机二具有第二悬臂和第二滚筒组,所述第二悬臂为可升降结构,所述第二悬臂可嵌入地运动至所述第二滚筒组上并且所述第二悬臂可移动至与所述上滚筒层齐平的高度;所述第一滚筒组、下滚筒层、第二滚筒组和对接位输送机依次齐平布置。
8.上述方案的有益效果为:对于需要把输送机上的箱体和轨道车上的箱子进行快速
工位切换的情况,通过特殊的结构设置,使得装货箱体至特定位置,然后空箱体进行位置上升,当把装货箱体过渡至轨道车上之后,则再把空箱移动至输送机上,由此实现了箱体的快速转移切换,这样就明显提高了轨道车和输送机上的箱体的转换运输,即只需要通过一个轨道车把箱体运载至输送机的一侧就能够快速完成切换过程,并且控制过程容易控制,箱体位置不容易出现偏离,空间利用率高,明显体提升了工作效率。
9.优选地,所述第一滚筒组、第二滚筒组和对接位输送机具有多根可转动的辊体,且第一滚筒组和第二滚筒组的相邻的两个辊体之间具有间隔空间,所述间隔空间用于所述第一悬臂或第二悬臂的放置嵌入。
10.所述提升机一和第二提升机为链条式驱动升降结构或者丝杆驱动升降结构;所述提升机一和提升机二包括提升电机、提升丝杆、滑竿、提升块和叉子,所述提升电机连接所述提升丝杆,所述提升块连接在所述提升丝杆和所述滑竿上,所述提升块上设置所述叉子,所述叉子包括可转动的辊体,所述叉子构成所述第一悬臂或第二悬臂。
11.本发明提供的配套注塑机自动进出料换箱输送设备的工作方法,在对接位输送机上具有第一装货箱和第二装货箱,而在移动车上具有第一空箱和第二空箱;通过下面的步骤完成箱体的转换输送过程;第一装货箱和第二装货箱从第一工位向靠近移动车的方向移动,当第一装货箱移动至下滚筒层的时候停止运动,同时第二装货箱运动至第二滚筒组的时候停止运动;先保持第一悬臂嵌入位于第一滚筒组上,移动车上的移动辊组把第一空箱转移至第一滚筒组,然后第一悬臂带动第一滚筒组上的第一空箱上升至与上滚筒层齐平的位置,然后第一悬臂通过悬臂辊筒进行转动而使得第一空箱移动至上滚筒层上,并且上滚筒层上的第一空箱继续移动至第二悬臂上;第一悬臂降低位置而恢复至嵌入到第一滚筒组的位置,然后移动车进行移动后以使得移动辊组把第二空箱移动至第一滚筒组的位置,然后第一悬臂向上运动而使得第二空箱移动至与上滚筒层齐平的位置,第二空箱随后转移至上滚筒层上;下滚筒层上的第一装货箱经过第一滚筒组而移动至移动车上的移动辊组的前侧位置,然后移动车在轨道结构上进行移动,以使得后侧位置与第一滚筒组相对,然后第二装货箱经过下滚筒层和第一滚筒组而进入到后侧位置,移动车上顺利完成第一装货箱和第二装货箱的加载动作,然后沿着轨道结构进行移动而在下一个工位进行后续操作;第二悬臂向下运动而至第二滚筒组上,然后第二悬臂上的第一空箱则移动沿着对接位输送机而至第一工位进行货物加载的操作;第二空箱先从上滚筒层至第二悬臂上,然后继续下移,然后也跟随对接位输送机而至第一工位。
12.本发明的配套注塑机自动进出料换箱输送设备的工作方法,其包括下面的步骤:所述提升电机驱动所述提升丝杆转动,所述提升丝杆则使得所述提升块和叉子进行升降运动,这样就可以使得叉子至相对高位和相对低位,在相对高位的时候与上滚筒层齐平,这个时候通过悬臂滚筒的作用而能够把叉子上的箱子转移至上滚筒层;另外,提升块能够带动叉子下降嵌入至第一滚筒组的位置。
附图说明
13.图1是本发明的一种配套注塑机自动进出料换箱输送设备的结构示意图;
图2是本发明的一种配套注塑机自动进出料换箱输送设备局部的结构示意图;图3是本发明的一种配套注塑机自动进出料换箱输送设备局部的结构示意图;图4是本发明的一种配套注塑机自动进出料换箱输送设备局部的结构示意图;图5是本发明的一种配套注塑机自动进出料换箱输送设备局部的结构示意图;图6是本发明的一种配套注塑机自动进出料换箱输送设备局部的结构示意图;图7是本发明的一种配套注塑机自动进出料换箱输送设备局部的结构示意图;图8是本发明的一种配套注塑机自动进出料换箱输送设备局部的结构示意图;图9是本发明的一种配套注塑机自动进出料换箱输送设备局部的结构示意图;图10是现有技术转运箱转移过程的示意图。
具体实施方式
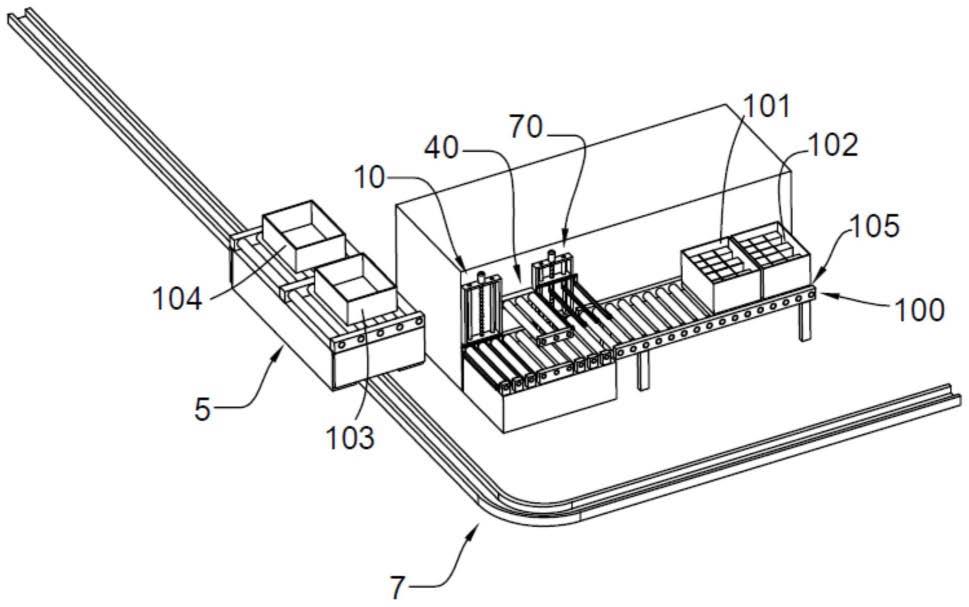
14.第一实施例:如图1至图8所示,本发明提供的一种配套注塑机自动进出料换箱输送设备,其包括依次布置的提升机一10、双层滚筒组40、提升机二70和对接位输送机100;所述双层滚筒组40具有下滚筒层50和上滚筒层60;所述提升机一10具有第一悬臂20和第一滚筒组30,所述第一悬臂20为可升降结构,所述第一悬臂20上具有悬臂滚筒21,所述第一悬臂20可嵌入地运动至所述第一滚筒组30上并且所述第一悬臂20可移动至与所述上滚筒层60齐平的高度;所述提升机二70具有第二悬臂80和第二滚筒组90,所述第二悬臂80为可升降结构,所述第二悬臂80可嵌入地运动至所述第二滚筒组90上并且所述第二悬臂80可移动至与所述上滚筒层60齐平的高度;所述第一滚筒组30、下滚筒层50、第二滚筒组90和对接位输送机100依次齐平布置。
15.本发明提供的配套注塑机自动进出料换箱输送设备的工作方法,在对接位输送机100上具有第一装货箱101和第二装货箱102,而在移动车5上具有第一空箱103和第二空箱104;通过下面的步骤完成箱体的转换输送过程;第一装货箱101和第二装货箱102从第一工位105向靠近移动车的方向移动,当第一装货箱101移动至下滚筒层50的时候停止运动,同时第二装货箱102运动至第二滚筒组90的时候停止运动;先保持第一悬臂20嵌入位于第一滚筒组30上,移动车5上的移动辊组6把第一空箱103转移至第一滚筒组30,然后第一悬臂20带动第一滚筒组30上的第一空箱103上升至与上滚筒层60齐平的位置,然后第一悬臂20通过悬臂辊筒21进行转动而使得第一空箱103移动至上滚筒层60上,并且上滚筒层60上的第一空箱103继续移动至第二悬臂80上;第一悬臂20降低位置而恢复至嵌入到第一滚筒组30的位置,然后移动车5进行移动后以使得另一组的移动辊组6把第二空箱104移动至第一滚筒组30的位置,然后第一悬臂20向上运动而使得第二空箱104移动至与上滚筒层60齐平的位置,第二空箱104随后转移至上滚筒层60上;下滚筒层50上的第一装货箱101经过第一滚筒组30而移动至移动车5上的前侧位置,然后移动车5在轨道结构7上进行移动,以使得后侧位置与第一滚筒组30相对,然后第二
装货箱102经过下滚筒层50和第一滚筒组30而进入到后侧位置,移动车5上顺利完成第一装货箱101和第二装货箱102的加载动作,然后沿着轨道结构7进行移动而在下一个工位进行后续操作;第二悬臂80向下运动而至第二滚筒组90上,然后第二悬臂80上的第一空箱103则移动沿着对接位输送机100而至第一工位105进行货物加载的操作;第二空箱104先从上滚筒层60至第二悬臂80上,然后继续下移,然后也跟随对接位输送机100而至第一工位105。
16.第二实施例:如图9所示,本实施例的所述第一滚筒组30、第二滚筒组90和对接位输送机100具有多根可转动的辊体108,且第一滚筒组30和第二滚筒组90的相邻的两个辊体之间具有间隔空间109,所述间隔空间109用于所述第一悬臂20或第二悬臂80的放置嵌入。
17.所述提升机一10和第二提升机70为链条式驱动升降结构或者丝杆驱动升降结构;所述提升机一10和提升机二70包括提升电机151、提升丝杆152、滑竿153、提升块154和叉子155,所述提升电机151连接所述提升丝杆152,所述提升块154连接在所述提升丝杆152和所述滑竿153上,所述提升块154上设置所述叉子155,所述叉子155包括可转动的辊体,所述叉子155构成所述第一悬臂20或第二悬臂80。
18.本发明的配套注塑机自动进出料换箱输送设备的工作方法,其包括下面的步骤:所述提升电机151驱动所述提升丝杆152转动,所述提升丝杆152则使得所述提升块154和叉子155进行升降运动,这样就可以使得叉子155至相对高位和相对低位,在相对高位的时候与上滚筒层60齐平,这个时候通过悬臂滚筒的作用而能够把叉子155上的箱子转移至上滚筒层60;另外,提升块154能够带动叉子155下降嵌入至第一滚筒组30的位置。
19.本发明的辊体的驱动结构为电机或者减速机。辊体优选为独立驱动控制,即独立通过电机驱动控制,或者多个辊体实现联动控制。
20.移动车上的前侧位置和后侧位置上的移动辊组均为独立驱动转动,以实现对于箱体的驱动移动。
21.在其它的实施例中,上滚筒层由多根独立驱动设置的辊体组,而靠近提升机一的辊体连接在升降结构上,即通过升降结构而使得靠近提升机一的单个辊体进行升降。当需要把提升机一的第一悬臂上的空箱转移至上滚筒层的时候,先通过升降结构而使得辊体上升以阻挡该空箱,然后第一悬臂通过驱动转动而使得箱体与上升的辊体进行接触,以使得第一悬臂上的空箱进行原地运动并且进行位置校正,最终使得箱体的一侧与该辊体均匀接触,实现位置校正,然后升降结构带动该辊体下降,这样该校正后的空箱就能够运动至上滚筒层上了。另外,当上滚筒层上已经有空箱的时候,则保持该空箱不占据该可升降的辊体的上面。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1