一种铅硼聚乙烯板模具及铅硼聚乙烯板的制备方法与流程
1.本发明涉及热压模具技术领域,特别涉及一种铅硼聚乙烯板模具及铅硼聚乙烯板的制备方法。
背景技术:
2.铅硼聚乙烯板具有屏蔽快中子、热中子和γ辐射的综合屏蔽作用,铅硼聚乙烯板因其重量轻、体积小而广泛应用于核电、核电、空间辐射防护、军事、航天、医疗等领域。铅硼聚乙烯板的生产工艺是铅硼聚乙烯粉末原料混合均匀后在模具中热压、冷压成型,现有的模具在热压时原料容易受热不均,影响板材的质量,且制备完成后,需要拆除模具取出板材,工序较为繁琐,生产效率低。
技术实现要素:
3.本发明的主要目的在于提供一种铅硼聚乙烯板模具及铅硼聚乙烯板的制备方法,可以有效解决背景技术中的问题。
4.为实现上述目的,本发明采取的技术方案为:一种铅硼聚乙烯板模具,其包括:
5.下模组件,下模组件上设有模具型腔,且模具型腔内设有顶升板;
6.压板,压板与模具型腔相适配,用于压制板材;
7.上模组件,上模组件底面安装有加热板,加热板内置有多个加热区,每个加热区内均匀分布有加热管,加热板与模具型腔相适配。
8.优选的,下模组件包括下模板,下模板的顶面固定连接四个边框,四个边框围成模具型腔,相邻边框的对接处插接且在对接处固定嵌入有加固块,边框的两端与下模板之间固定连接导柱。
9.优选的,边框的内侧面下部为竖直面,边框的内侧面上部为倾斜面,使得模具型腔的上部为锥形结构,下部为矩形结构。
10.优选的,其中一组对称的边框两端相对侧设有卡槽,另一组对称的边框两端固定有卡块,卡块与卡槽插接。
11.优选的,下模板顶面位于一组边框外侧固定有垫板,垫板与边框的外侧面抵接,下模板上位于另一组边框外侧固定有顶块,顶块至少为两个,且其中一侧的顶块上固定连接有拖拽勾。
12.优选的,下模板位于模具型腔内设有顶柱,顶柱至少为四个且矩阵分布,顶柱的顶面固定连接有顶升板,顶升板与模具型腔内壁贴合。
13.优选的,上模组件包括上模板,上模板通过矩阵分布的连接柱与加热板固定连接,连接柱与加热板之间固定有隔热板,加热板外侧面与上模板之间固定连接有隔热外罩,隔热外罩在加热板与上模板之间围成保温腔,且保温腔内填充有保温棉。
14.优选的,保温腔内设有与加热板上的加热区一一对应的感温线,感温线从上模板上穿出。
15.优选的,还包括有下模座和上模座,下模组件的底面固定有若干垫块,下模座顶面设有与垫块相适配的垫槽,上模组件的顶部通过扣件与上模座固定连接。
16.优选的,上模组件底部的加热板替换为冷却板,冷却板内设有蛇形结构的循环冷却管,循环冷却管与冷水系统连接。
17.本发明还提供了一种铅硼聚乙烯板的制备方法,其具体步骤为:在下模组件的模具型腔内填入铅硼聚乙烯粉末,加热管将加热板加热到300-350℃,将压板放入到模具型腔内,利用压力机将上模组件盖设在下模组件上,且上模组件的下部伸入到模具型腔内,加热板对压板加热并传热到模具型腔内,将铅硼聚乙烯粉末压制成板材,打开上模组件;将下模组件移动至冷却区的上模组件下方,另一个压力机驱动其上的上模组件下移,冷却板进入到模具型腔内,对模具型腔内的板材冷压;板材冷却到室温后,顶升板把板材从模具型腔内顶出。
18.与传统技术相比,本发明产生的有益效果是:本发明通过在上模组件的加热板上设置多个加热区,且加热区内均匀分布加热管,能够对原料进行均匀加热,保证了铅硼聚乙烯板的质量,且模具型腔内设置的顶升板对板材进行顶升,便于取出板材,提高了生产效率。
附图说明
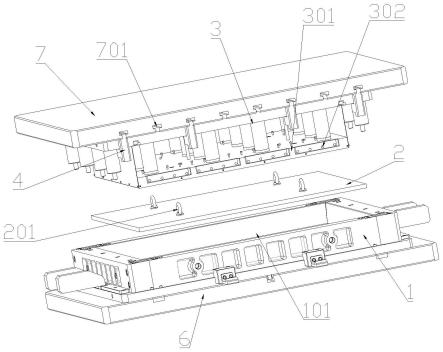
19.图1为本发明的整体结构立体示意图;
20.图2为本发明的图1的剖面示意图;
21.图3为本发明的上模组件立体示意图;
22.图4为本发明的实施例2中冷却板平面示意图;
23.图5为本发明的下模组件立体示意图;
24.图6为本发明的下模组件中边框连接示意图。
25.图中:1、下模组件;101、模具型腔;102、下模板;103、边框;104、卡槽;105、卡块;106、加固块;107、导柱;108、垫板;109、压块;110、顶块;111、拖拽勾;112、垫块;2、压板;201、吊环;3、上模组件;301、加热板;302、加热管;303、隔热板;304、隔热外罩;305、保温腔;306、感温线;307、上模板;308、连接柱;309、冷却板;310、循环冷却管;4、扣件;5、顶升板;501、顶柱;6、下模座;7、上模座;701、条槽。
具体实施方式
26.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
27.实施例1
28.如图1-3所示,提供了一种铅硼聚乙烯板热压模具,其包括:下模组件1、压板2和上模组件3,在下模组件1上设有模具型腔101,模具型腔101内用于盛放铅硼聚乙烯粉末,并且在模具型腔101底部设有顶升板5,用于将压制成型的铅硼聚乙烯板顶出,压板2盖设在铅硼聚乙烯粉末上,用于压制板材,并且为了便于吊装压板2,在压板2上螺纹连接有吊环201,吊环201为四个且呈矩阵分布,能够保证压板2吊装时处于水平状态,且能够保证吊装时的稳定性,在上模组件3底面安装有加热板301,加热板301内置有多个加热区,且每个加热区内
均匀分布有加热管302,加热板301伸入到模具型腔101内与压板2压接,在压制的过程中,加热板301利用压板2导热,对铅硼聚乙烯粉末加热,并在压力机作用下压制成板材。
29.如图5、6所示,下模组件1包括下模板102,下模板102的顶面固定连接四个边框103,四个边框103围成模具型腔101,相邻边框103的对接处插接,具体的,其中一组对称的边框103两端相对侧设有卡槽104,另一组对称的边框103两端固定有卡块105,卡块105与卡槽104插接,采用插接的方式连接四个边框103,方便快捷,安装稳定性高,同时在对接处固定嵌入有加固块106,加固块106的两端通过螺栓分布与拐角的两个边框103固定连接,边框103的两端与下模板102之间设有导柱107,四个边框103围成矩形结构的模具型腔101,同时,边框103的内侧面下部为竖直面,边框103的内侧面上部为倾斜面,使得模具型腔101的上部为锥形结构,下部为矩形结构,模具型腔101上部设置成锥形结构的扩口结构,一方面起到导向作用,使得压板2能够顺利放入到模具型腔101内,并且压板2外侧与模具型腔101下部的内壁之间间隔0.4mm,同时锥形结构的设置在开模时起到避空作用防止压板2起吊时不平衡将压板2拉变形,下模板102顶面位于设有卡槽104的边框103外侧固定有垫板108,垫板108与边框103的外侧面抵接,垫板108上固定连接有压块109,下模板102上位于设有卡块105的边框103外侧固定有顶块110,顶块110为两个,利用垫板108和顶块110对边框103的外侧加强支撑,提高了边框103的受力强度,在热压时,材料的热膨胀不会对边框103产生的挤压力不会对边框103造成变形,并且在其中一侧的顶块110上固定连接有拖拽勾111,通过拖拽勾111便于移动下模组件1。
30.如图2、5所示,在下模板102位于模具型腔101内设有顶柱501,具体的,顶柱501可以为气缸、液压杆以及其他能够自动控制的伸缩杆件,顶柱501为四个且矩阵分布,顶柱501的顶面固定连接有顶升板5,顶升板5与模具型腔101内壁贴合,在压制完成后,取出压板2后,顶柱501向上顶起顶升板5,把压制的板材从模具型腔101内顶出,便于取出收集。
31.如图3所示,上模组件3包括上模板307,上模板307通过矩阵分布的连接柱308与加热板301固定连接,连接柱308与加热板301之间固定有隔热板303,加热板301外侧面与上模板307之间固定连接有隔热外罩304,隔热外罩304在加热板301与上模板307之间围成保温腔305,且保温腔305内填充有保温棉,并且在保温腔305内设有与加热板301上的加热区一一对应的感温线306,在上模板307上设有通槽,感温线306从通槽穿出上模板307,并且加热管302的加热线也从通槽穿入到保温腔305内与加热管302连接,加热区内的加热管302并联设置,且每个加热区内的加热管302单独电路控制,每个加热区内的加热管302数量一致,每个加热区内的加热管302为四根且加热管302的规格为d20*800,单根加热管302的功率为2kw。
32.如图1、2所示,为了便于对下模组件1和上模组件3进行移动、升降等操作,在下模组件1底部设有下模座6,并且在下模板102的底部固定连接若干垫块112,下模块上的垫块112嵌入到下模座6的顶面,垫块112的设置便于对下模组件1进行限位放置,另一方面便于工人对下模组件1进行搬运,同时在上模板307的顶面通过扣件4与上模座7固定连接,上模座7上设有若干凸形结构的条槽701,扣件4上设有凸形结构,使得扣件4能够在凸形结构的条槽701内滑动,便于调节上模组件3的固定位置。
33.实施例2
34.如图4所示,在该实施例中,把实施例1中上模组件3底部的加热板301替换为冷却
板309,冷却板309内设有蛇形结构的循环冷却管310,循环冷却管310与冷水系统连接,其他结构与实施例1一致,在板材压制时,实施例1和实施例2共用同一个下模组件1,在热压完成后,把下模组件1移动到实施例2中带有冷却板309的上模组件3下方,利用压力架带动冷却板309下移到下模组件1的模具型腔101内,对模具型腔101进行降温,进而对板材进行降温。
35.实施例3
36.结合图1-6所示,在该实施例中提供了一种基于实施例1和实施例2中的模具结构的铅硼聚乙烯板的制备方法,其具体步骤为:在下模组件1的模具型腔101内填入铅硼聚乙烯粉末,加热管302将加热板301加热到300-350℃,将压板2放入到模具型腔101内,利用压力机将上模组件3盖设在下模组件1上,且上模组件3的下部伸入到模具型腔101内,加热板301对压板2加热并传热到模具型腔101内,将铅硼聚乙烯粉末压制成板材,打开上模组件3;将下模组件1移动至冷却区的上模组件3下方,另一个压力机驱动其上的上模组件3下移,冷却板309进入到模具型腔101内,对模具型腔101内的板材冷压;板材冷却到室温后,顶升板5把板材从模具型腔内顶出
37.以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1