一种单电机驱动全电注塑系统的制作方法
本发明涉及橡胶注塑成型机械领域,尤其是一种单电机驱动全电注塑系统。
背景技术:
1、在橡胶注塑成型机械领域中,全电驱动射台工作时,胶料进入到熔胶筒中,由驱动电机驱动螺杆在熔胶筒中旋转,对胶料进行剪切、研磨升温,使胶料成熔融状态,然后通过驱动电机驱动螺杆进行轴向运动将熔融状态的胶料从熔胶筒中射出。而目前的全电驱动射台,胶料的熔融与注射由两个电机分别驱动,在射胶工序中,胶料的熔融与注射分步完成而不会同时动作,先使胶料形成熔融状态,然后将熔融状态的胶料输送至熔胶筒的出胶口,由螺杆轴向运动挤压胶料,将熔融胶料射出。现有的全电驱动射台,胶料熔融与注射工序分别由两个驱动电机单独驱动,胶料熔融与注射不会同步动作,两个驱动电机的利用率低,在全电驱动射台上安装两个电机,使整体结构变得笨重,增加设计、制造成本。同时两套电机急需要两套伺服控制系统,该系统在工作时发热量大,在控制箱中不容易散热。
技术实现思路
1、本发明的目的旨在提供一种单电机驱动全电注塑系统,采用单个电机可实现注塑系统的熔胶与射胶动作,简化注塑系统结构、降低了注塑系统的制作成本。
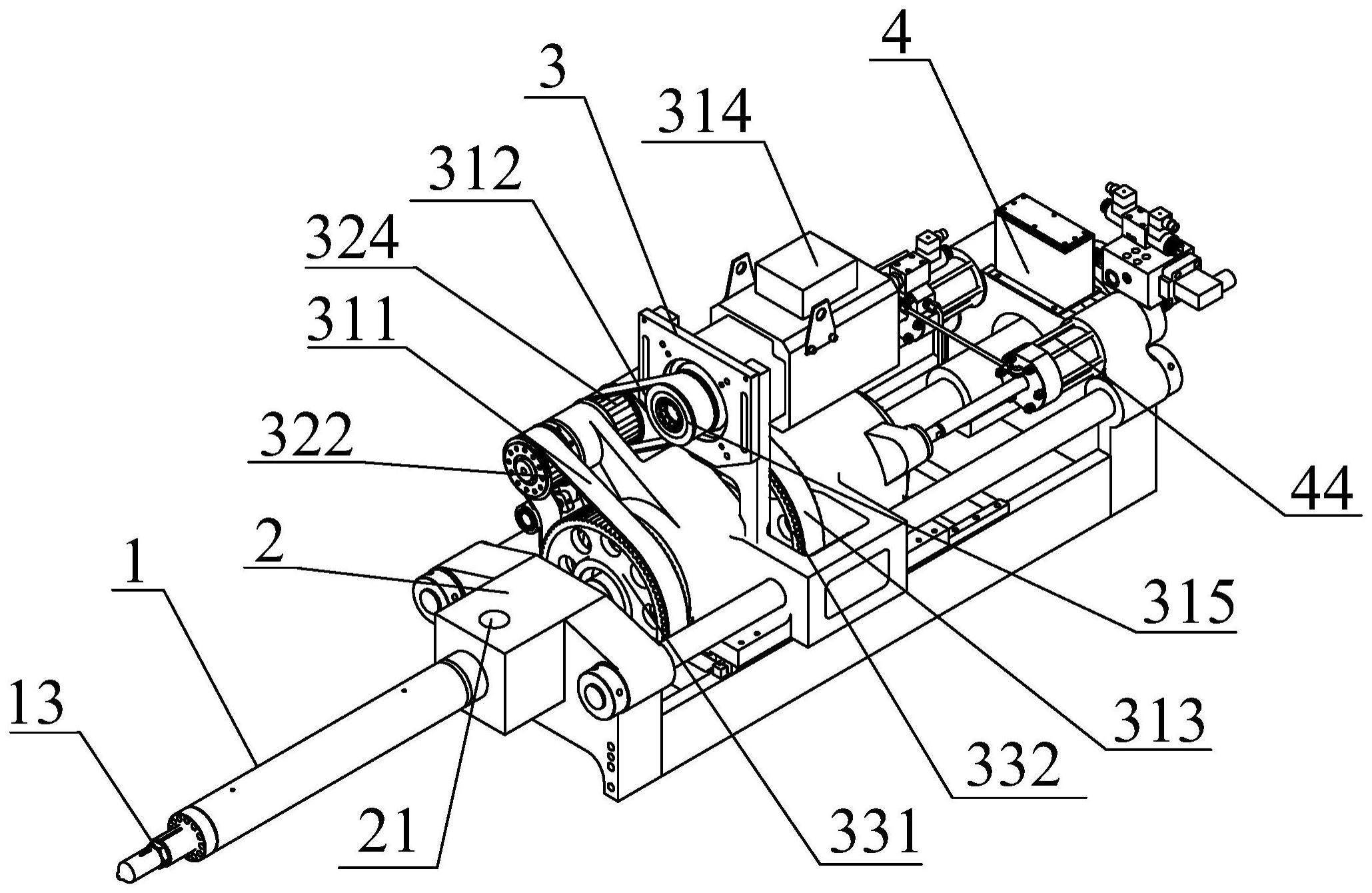
2、为实现上述目的,本发明提供的技术方案是:一种单电机驱动全电注塑系统,包括底座、可活动设于底座上的射台组件,底座上设有熔胶筒,熔胶筒中穿设有熔胶螺杆,射台组件驱动熔胶螺杆在熔胶筒中做旋转直线运动,射台组件包括射台支架、设于射台支架上的驱动电机及熔射分动轴,射台支架上设有熔胶带轮和射胶带轮,驱动电机驱动熔射分动轴旋转,熔射分动轴通过熔胶单向轴承与熔胶带轮联动,熔胶带轮驱动熔胶螺杆旋转熔胶,熔射分动轴通过射胶单向轴承与射胶带轮联动,射胶带轮驱动射台支架直线运动在底座上,以带动熔胶螺杆在熔胶筒中直线运动射胶。
3、本发明采用上述技术方案,熔胶单向轴承和射胶单向轴承设在熔射分动轴上,在进行熔胶时,驱动电机驱动熔射分动轴旋转,熔射分动轴与射胶单向轴承的内圈可相对自由转动,射胶带轮与熔射分动轴不联动,熔胶单向轴承锁死,跟随熔射分动轴一同旋转,带动熔胶带轮旋转,熔胶带轮旋转带动熔胶螺杆旋转,将进入熔胶筒中的胶料进行研磨剪切,并摩擦加热升温、形成熔融胶料;而后,驱动电机驱动熔射分动轴反向旋转,此时熔射分动轴与熔胶单向轴承的内圈可相对自由转动,熔胶带轮与熔射分动轴不联动,射胶单向轴承锁死,跟随熔射分动轴一同旋转,带动射胶带轮旋转,射胶带轮带动熔胶螺杆在熔胶筒的轴向做直线运动,将胶料从熔胶筒的射咀射出。通过熔胶单向轴承和射胶单向轴承的配合,实现单个驱动电机即可实现熔胶与射胶动作,简化了注塑系统的整体结构,降低了注塑系统的设备成本。
4、上述的单电机驱动全电注塑系统,驱动电机连接有熔射主动轮,熔射分动轴上设有熔射驱动轮,熔射主动轮与熔射驱动轮通过主动轴同步带连接。驱动电机工作时,主轴带动熔射主动轮旋转,熔射主动轮通过主动轴同步带带动熔射驱动轮及熔射分动轴转动,以实现控制熔胶带轮或射胶带轮的旋转。
5、上述的单电机驱动全电注塑系统,熔射分动轴上设有熔胶同步轮,熔胶同步轮与熔射分动轴之间通过熔胶单向轴承单向连动,熔胶同步轮通过熔胶同步带与熔胶带轮连接。熔胶带轮与熔胶同步轮之间通过熔胶同步带相连接,在熔射分动轴驱动熔胶单向轴承旋转时,熔胶同步轮跟随熔胶单向轴承旋转,通过熔胶同步带带动熔胶带轮旋转,熔胶带轮带动熔胶螺杆旋转,熔胶螺杆在旋转时对进入到熔胶筒内的胶料进行研磨熔胶,使胶料形成熔融胶料,在胶料形成熔融状态过程中,胶料会进入到熔胶筒的射咀前端堆积。
6、上述的单电机驱动全电注塑系统,熔射分动轴上设有射胶同步轮,射胶同步轮与熔射分动轴之间通过射胶单向轴承单向连动,射胶同步轮通过射胶同步带与射胶带轮连接。射胶带轮通过射胶同步带与射胶同步轮相连接,在熔射分动轴驱动射胶单向轴承旋转时,射胶同步轮跟随熔胶单向轴承旋转,通过射胶同步带带动射胶带轮旋转,射胶带轮在旋转时可通过丝杆螺母副结构实现带动射胶支架在底座上的直线运动,带动熔胶螺杆具有直线运动,使熔胶螺杆在熔胶筒中朝射咀方向轴向运动挤压胶料射胶。
7、上述的单电机驱动全电注塑系统,底座上可转动设有射胶滚珠丝杆,射胶带轮与射胶滚珠丝杆连接,射台支架可沿射胶滚珠丝杆轴向做直线运动。射台支架螺接在射胶滚珠丝杆上,射胶带轮带动射胶滚珠丝杆旋转,在射胶滚珠丝杆旋转时射台支架沿射胶滚珠丝杆的轴向上做直线运动,实现带动熔胶螺杆的直线运动射胶。
8、上述的单电机驱动全电注塑系统,底座上设有用于给射台组件提供背压的背压组件。背压组件用于在熔胶和抽胶过程中,熔胶螺杆在熔胶筒中旋转时产生对射台组件具有向后的推力,背压组件提供背压用于平衡该向后的推力。
9、上述的单电机驱动全电注塑系统,背压组件包括背压抽胶缸和背压油箱,背压抽胶缸设在底座上、背压抽胶缸与射台支架连接,背压油箱与背压抽胶缸连通。熔胶螺杆于熔胶筒中旋转熔胶,通过螺杆旋转运动,使熔胶螺杆后退,推动射台支架在底座上向后退,背压抽胶缸的活塞杆连接射台支架,背压抽胶缸输入液压油,通过活塞杆对射台支架产生一个阻力,该阻力阻碍熔胶螺杆向后运动,增加熔胶螺杆对胶料颗粒的压力,提升对胶料的熔融效果。
10、上述的单电机驱动全电注塑系统,背压抽胶缸包括缸体、设在缸体前后两端的缸体前盖与缸体后盖,缸体中设有活塞和活塞杆,活塞杆伸出缸体与射台组件连接,活塞与缸体前盖形成抽胶气腔,抽胶气腔连接有抽胶气阀。抽胶气阀用于通断压缩气流,抽胶气阀连通气源使抽胶气腔输入气压,推动活塞及活塞杆朝缸体后盖方向运动,活塞杆拉动射台支架向后移动,从而拉动熔胶螺杆在熔胶筒中后移,在熔胶完成后降低熔融胶料对熔胶螺杆的压力。
11、上述的单电机驱动全电注塑系统,活塞与缸体后盖形成背压油腔,背压油腔与背压油箱之间设有背压选择阀和溢流阀。背压油腔输入液压油时,活塞及活塞杆具有朝射台组件方向的压力,通过活塞杆对射台支架施加有压力,该压力方向与熔胶螺杆被熔融胶料推动的压力方向相反,给熔胶螺杆提供背压。其中,溢流阀用于在熔胶过程中需要背压时接通溢流阀,使背压油腔中的液压油经过溢流阀保持稳定的流速流入油箱,增加和保持熔胶螺杆对胶料的压力、以提升熔融效果。背压选择阀用于选择在熔胶时将溢流阀接入至背压油腔与背压油箱的油路中。
12、上述的单电机驱动全电注塑系统,底座上设有下料口,该下料口与熔胶筒的熔胶腔连通,熔胶筒前端设有射咀。
13、本发明取得的有益效果是:通过熔胶单向轴承与射胶单向轴承的配合,实现单个驱动电机完成熔胶与射胶动作,使得注塑系统简化了结构,提高电机利用率。在熔胶过程中,通过背压抽胶缸,对熔胶螺杆施加压力,保持熔胶螺杆对胶料的压力,提升对胶料的熔融效果;增加对胶料的压力,增加胶料的熔融塑化以及颜色的混合效果。在抽胶过程中,通过背压抽胶缸拉动射台支架后退,降低液态熔融对熔胶螺杆的压力。
14、本发明通过驱动电机的正反转,实现了单个电机控制熔胶注射两个动作,减少一套驱动控制设备,有利于控制箱布置,控制箱内温度控制更加容易,降低了设备的成本。本发明可适当增加减速比降低对驱动电机的要求。本发明熔胶背压由无源油路实现,与现有全电射台背压由电机主动驱动相比,无源油路提高了能量利用率,更加节能,进一步降低了使用成本。本发明可将熔胶与射胶的轴承集中在同一铸件中,形成射台组件,一体加工、精度高,零件装配调整难度低,维护维修方便。
- 还没有人留言评论。精彩留言会获得点赞!