一种树脂真空浇注装置及浇注方法与流程
本发明涉及树脂真空浇注,具体为一种树脂真空浇注装置及浇注方法。
背景技术:
1、环氧树脂浇注技术是20世纪50年代产生的一种绝缘材料新型制造技术,它是随着输变电技术的发展而出现的。早期的输变电设备电压等级低,其核心绝缘部件还是采用传统的绝缘材料,当输变电设备的电压等级提高后,传统绝缘材料的不足凸显出来,特别是无法满足工频耐压和局部放电的要求,为解决这些问题,环氧树脂浇注技术应运而生。
2、传统的真空浇注工艺在外观质量上易存在各种缺陷,主要是容易产生气孔,在高电压状态下,气孔会改变局部电场分布,影响局部放电量,而产生气孔的原因如下:
3、1、原材料中的水分未充分干燥,环氧树脂、固化剂中的小分子物质没有完全抽空会引起气孔的产生;
4、2、模具内温度不均匀,前固化时温度过高或升温过快,导致表面产生气孔。
技术实现思路
1、本发明的目的在于提供一种树脂真空浇注装置及浇注方法,已解决容易产生气孔的问题。
2、本发明的目的可以通过以下技术方案实现:
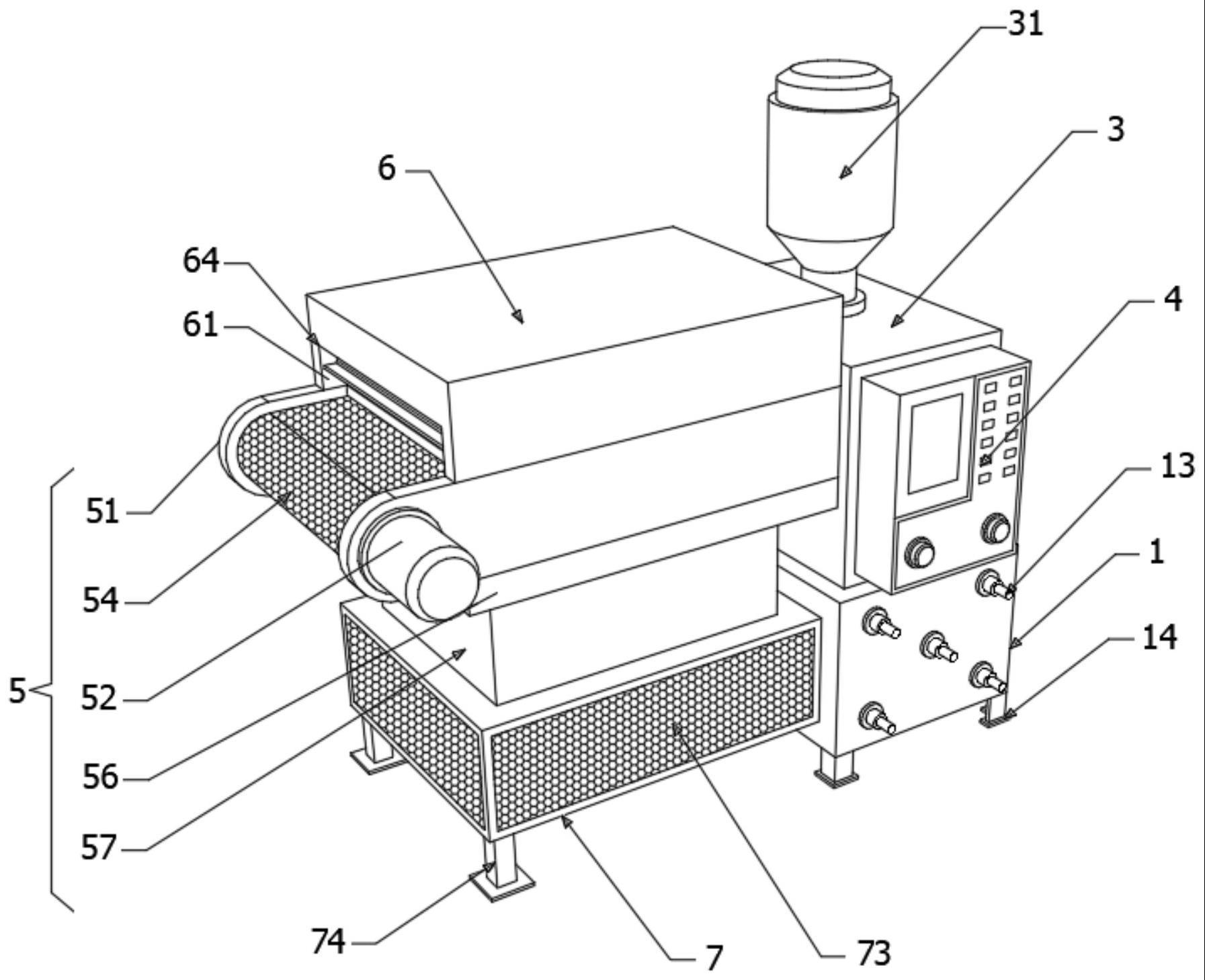
3、一种树脂真空浇注装置,包括固化箱,所述固化箱的顶端安装真空箱,所述固化箱内滑动安装有装模机构,所述真空箱的外侧壁安装plc控制器,所述真空箱一侧安装有输送机构,所述输送机构的顶端安装有密封分切顶罩,所述输送机构的底端安装有风箱。
4、作为本发明进一步的方案:所述固化箱的内部开设有固化腔,所述固化腔贯穿固化箱外侧壁开设有开口,所述固化腔的内腔壁贯穿固化箱另一外侧壁开设有进气孔,所述固化箱的两相对外侧壁均安装温度传感器,位于同一侧的若干所述温度传感器均匀分布,且若干所述温度传感器的输入端头伸入至固化腔内,所述固化箱的底端四个边角处的均垂直固定安装有第一支撑脚。
5、作为本发明进一步的方案:所述装模机构包括l型基座,所述l型基座穿过开口伸入至固化腔内,所述l型基座的顶端垂直固定安装四个定位销,所述l型基座的顶端放置底板,所述底板的顶端贯穿底端四个边角处均开设有定位孔,四个所述定位销分别滑动插入至对应的定位孔内,所述底板的顶端放置模座,模座是由两个半体座合并形成,可以拆卸组装,所述模座内开设有模腔,所述模座的顶端开设有四个泄压阀,所述l型基座的顶端安装模芯,所述模芯与模座内腔之间以及模腔内腔壁与模座外壁之间均形成加热腔,所述l型基座内开设有进气主路,所述进气主路与对应的两个加热腔之间均开设有进气分路,所述进气主路与进气孔连通设置,所述l型基座的底端四个边角处均安装有滚轮。
6、作为本发明进一步的方案:所述真空箱的顶端中心位置固定安装有真空泵,所述真空泵的输入端与真空箱内腔连通设置,所述真空箱与固化腔连通处安装第一电磁阀,所述真空箱的内腔壁嵌入填充加热电阻丝,若干加热电阻丝均与真空箱内腔热量传递,所述真空箱的两相对外侧壁分别安装第二电磁阀和第三电磁阀。
7、作为本发明进一步的方案:所述输送机构包括两个侧板,两个所述侧板一端均垂直安装在真空箱侧壁,其中一个侧板的外侧壁安装第一电机,两个所述侧板之间转动安装转动辊,两个所述转动辊外辊壁套装金属输送网,两个所述侧板之间垂直安装两个平行分布的垫板,两个所述垫板顶端贯穿底端均开设有透气孔,且两个所述垫板均与金属输送网的内侧壁相贴合设计,两个所述侧板之间还安装有密封连接底罩,所述密封连接底罩的顶端贯穿底端开设有进气口,所述密封连接底罩的顶端安装两个密封挡块,两个所述密封挡块均卡接在两个侧板之间,所述密封连接底罩的底端安装加热箱,所述加热箱两相对内腔壁之间安装加热电阻板,所述加热箱的外侧壁连接有排气管,所述排气管一端与加热箱内腔连通,另一端与进气孔连通。
8、作为本发明进一步的方案:所述密封分切顶罩一端安装在真空箱的外侧壁,且所述密封分切顶罩一端开设有入料口,另一端开设有出料口,所述出料口与第三电磁阀输入端连通设置,所述密封分切顶罩的两相对内侧壁之间转动安装若干转动轴,若干所述转动轴的外轴壁均安装若干分切刀片。
9、作为本发明进一步的方案:所述风箱安装在加热箱的下底,且内腔连通设置,所述风箱的底端安装第二电机,所述第二电机的输出端伸入至风箱内且安装扇叶,所述风箱的外侧壁贯穿内腔开设有若干进风孔,所述风箱的底端安装两个第二支撑脚。
10、作为本发明进一步的方案:所述plc控制器与若干温度传感器、真空泵、第一电磁阀、第二电磁阀、第三电磁阀、加热电阻丝、第一电机、加热电阻板和第二电机电性连接。
11、一种树脂真空浇注方法,其特征在于,包括材料预处理、设备预调试、真空加热和固化脱模。
12、a:所述材料预处理是指嵌件涂覆粘结剂、半导电橡胶、填料和固态环氧树脂放置到金属输送网上,通过plc控制器启动第一电机带动对应转动辊旋转,通过金属输送网的传动实现另外一个转动辊旋转,提高金属输送网环绕运转的稳定性,当材料被输送至若干分切刀片位置时会与若干分切刀片接触而被切段,增大接触面积;
13、b:所述设备预调试是指通过plc控制器启动第二电机和加热电阻板,第二电机带动扇叶旋转,从进风孔处抽取外界空气,并压入到加热箱中,通过加热电阻板的加热后,一部分热气流进入到进气孔中,其余热气流穿过进气口、垫板的透气孔以及技术输送网上开设的小孔进入到密封分切顶罩内,对分切后的材料进行预热处理,再通过plc控制器启动第三电磁阀,当材料伴随热气流穿过第三电磁阀进入到真空箱内腔中,由于真空箱内腔此时处于密封状态,能够初步提升真空箱内腔温度,对材料进行预加热处理,能够减少气泡的产生;
14、c:所述真空加热是指填料抽空干燥、固态环氧树脂熔化抽真空,固化剂抽真空并且完成材料混合后的加热,具体是指材料进入到真空箱内腔后,通过plc控制器关闭第三电磁阀,并打开第二电磁阀和真空泵,通过第二电磁阀向真空箱内腔注入适量的固化剂,与材料进行初步混合,真空泵抽取真空箱内腔多余的空气,营造真空环境,填料中的水分、环氧树脂中的低分子物质、固化剂中的低分子物质都经过真空泵抽取吸附,避免气孔的的产生,再通过plc控制器启动加热电阻丝,对真空箱内向中的材料进行加热熔化,并保持温度;
15、d:所述固化脱模是指熔化后的浇注料进入固化箱中固化成型,固化度至%以上,保持适当温度将产品卸模从固化箱中取出,具体是指,将l型基座一端插入到连接孔处,并保证进气主路与连接孔接通,在材料还未经过加热熔化前,可以在设备预调试的同时,通过plc控制器启动第一电磁阀,使得热气流能够提前进入到模腔中起到预热的效果降低气孔的产生,并且通过排气管进入到主进气主路中的热气流能够通过进气分路进入到对应的加热腔模芯与模座内腔之间以及模腔内腔壁与模座外壁之间均形成加热腔,对加热腔进行预热充分对模腔内外进行预加热,当材料加热熔化后,通过控制器启动第一电磁阀,使得浇注料进入到模腔中,进行冷却固化,在此过程中通过若干温度传感器能够实时检测固化腔内各处温度,降低浇注工序安全作业的风险,完成固化后通过滚轮能够方便将l型基座从固化腔内取出,并将模座取出,并分解开,将产品取出。
16、本发明的有益效果:
17、首先,在原料运输到真空箱,还未进行真空熔化的过程中,在输送设备上增设分切刀片能够将固体材料切段增大接触面积,初步提高水分蒸发和下一步抽真空小分子物质的总量,与此同时,通过第二电机和加热电阻板的配合产生热气流,并进入到输送机构中,在被相对密封的情况下,能够增大与切段后材料接触面积和接触温度,从而进一步的提升水分蒸发和下一步抽真空小分子物质的总量,初步减少气孔的产生;
18、其次,第二电机和加热电阻板产生的热气流还有一部分通过排气管和进气孔进入到插接在固化腔内壁上的l型基座内部的进气主路中,并通过进气分路进入到加热腔中,另外就是进入到输送机构中的大量热气流在材料未进行真空熔化之前,打开第一电磁阀提前进入到模腔中,能够在浇注料未进入模腔之前进行预加热,对模腔内外进行预加热,能够避免模腔因为浇注料的突然倒入而形成较大的内外温度差,进一步减少气孔的产生。
- 还没有人留言评论。精彩留言会获得点赞!