一种挤出涂覆生产薄膜厚边的消除装置的制作方法
1.本实用新型属于挤出涂覆生产薄膜技术领域,具体为一种挤出涂覆生产薄膜厚边的消除装置。
背景技术:
2.使用挤出涂覆模头生产薄膜时,由于熔体流体特性,在两侧边缘容易形成半月形的厚边突增,也称之为厚边;现有技术中,公开了一种流体涂覆装置,采用具有涂覆头、槽-模具式组件以及用于将槽-模具式组件固定在到涂覆头上的固定机构,槽-模具式组件包括:模具挤出机,其具有被配置成接纳来自所述涂覆头的流体的一个或多个流体输入端口;垫片,其定位成邻近所述模具挤出机:以及板,其在所述垫片的与所述模具挤出机相对的一侧上邻近所述垫片定位,所述固定机构包括位于所述涂覆头和所述槽-模具式组件之一处的固定部件,以及位于所述涂覆头和槽-模具式组件的另一个处的相应的固定部件;目前,企业多采用厚边切除的方法,这种方法造成了极大的浪费,增加了产品的成本。
技术实现要素:
3.针对现有问题不足,本实用新型的目的在于提供一种挤出涂覆生产薄膜厚边的消除装置,采用气源控制系统和气流控制系统,用气流从内向外(薄膜边缘)吹除厚边,使厚边材料在定型前向两侧流动,避免材料在边缘的堆积,从而消除厚边,避免厚边切除造成的生产浪费。
4.为了实现上述目的,本实用新型提供如下技术方案,一种挤出涂覆生产薄膜厚边的消除装置,包括:气源控制系统和气流控制系统;所述气源控制系统包括流量阀、干燥箱、气体加热箱、气流管道;所述气流控制系统包括气嘴喷头、磁性底座;所述气嘴喷头位于挤出涂覆生产的钢辊或钢带上方,所述气嘴喷头的喷气方向朝向钢辊或钢带的外侧;所述流量阀、干燥箱、气体加热箱、气嘴喷头依次通过气流管道连接。
5.上述技术方案中,气嘴喷头距离钢辊或钢带边缘的水平距离为3-5mm,所述气嘴喷头距离钢辊或钢带的垂直距离为5-8mm。
6.上述技术方案中,磁性底座上设有三轴调向支架,三轴调向支架上包括垂直锁紧阀、角度锁紧阀、水平锁紧阀,气流管道通过垂直锁紧阀、角度锁紧阀与三轴调向支架连接。
7.上述技术方案中,气源控制系统还包括过滤箱,过滤箱位于干燥箱前;气嘴喷头为弧形结构,气嘴喷头位于角度锁紧阀下方。
8.本实用新型中,采用过滤箱、干燥箱、气体加热箱对气体预先过滤、干燥、加热,避免气流对薄膜热定型、固化产生扰动,从而避免对树脂薄膜品质的影响,增加树脂熔体从挤出模头中流出时初段的流动延展性,更重要的是,利于流平避免边缘厚边;同时避免树脂熔体在进入定型段烘道之前表面结壳;挤出模头周围保护壳为金属温度比较低,热气体氛围可以对设备进行预热,避免冷空气造成薄膜未定型前边缘表干过快,这样气流整型出来的树脂薄膜不会性能下降。
附图说明
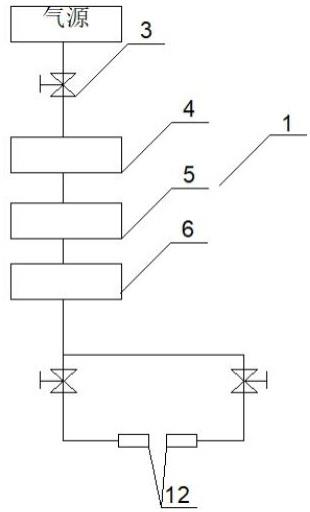
9.图1是本实用新型一种挤出涂覆生产薄膜厚边的消除装置气源控制系统的流程示意图;
10.图2是本实用新型一种挤出涂覆生产薄膜厚边的消除装置气流控制系统的结构示意图;
11.图3是本实用新型一种挤出涂覆生产薄膜厚边的消除装置结构示意图;
12.图4是本实用新型一种挤出涂覆生产薄膜厚边的消除装置直形气嘴喷头示意图;
13.其中,气源控制系统1、气流控制系统2、流量阀3、过滤箱4、干燥箱5、气体加热箱6、气流管道7、垂直锁紧阀8、角度锁紧阀9、水平锁紧阀10、磁性底座11、气嘴喷头12。
具体实施方式
14.下面将结合本实用新型中的附图,对实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的其他所有实施例,都属于本实用新型保护的范围。为了简洁,流量阀3只在一处标出,作为常识,气流管道常规附着在三轴调向支架上,未在图中画出,所有的部件都为常规市售产品,具体连接方法为现有技术。
15.实施例一
16.参见图1-3,一种挤出涂覆生产薄膜厚边的消除装置,包括:气源控制系统1和气流控制系统2;气源控制系统包括流量阀3、干燥箱5、气体加热箱6、气流管道7;气流控制系统包括气嘴喷头12、磁性底座11;气嘴喷头12位于挤出涂覆生产的钢带上方,气嘴喷头的喷气方向朝向钢带的外侧;流量阀3、干燥箱5、气体加热箱6、气嘴喷头依次通过气流管道7连接。气嘴喷头距离钢带边缘的水平距离为4mm,气嘴喷头距离钢带的垂直距离为7mm,磁性底座11上设有三轴调向支架,三轴调向支架上包括垂直锁紧阀8、角度锁紧阀9、水平锁紧阀10,气流管道通过垂直锁紧阀8、角度锁紧阀9与三轴调向支架连接;气源控制系统还包括过滤箱4,过滤箱位于干燥箱5前;气嘴喷头为弧形结构,气嘴喷头位于角度锁紧阀9下方。
17.生产中,先调整生产设备,使树脂熔体通过模头稳定挤出在钢带之上,待设备运行稳定,打开气源,使气体首先经过过滤箱,将颗粒物过滤掉,避免对树脂性能造成不良影响,然后经过干燥箱,将气体中的水除去,再通过气体加热箱,将气体加热,利用角度锁紧阀调节固定气管喷口位置,用气流从内向外(薄膜边缘)吹除厚边,使厚边材料在定型前向两侧流动,避免材料在边缘的堆积,从而消除厚边。
18.采用上述装置加工的聚酰亚胺薄膜,标准厚度为0.025mm,宽度方向的误差小于1.5微米,表面均匀平整,符合应用标准,与现有技术制备的切边薄膜相比,拉伸性能没有差异。
19.实施例二
20.采用实施例一除气体加热箱的装置,包括:气源控制系统和气流控制系统;气源控制系统包括流量阀、干燥箱、气流管道;气流控制系统包括气嘴喷头、磁性底座;气嘴喷头位于挤出涂覆生产的钢带上方,气嘴喷头的喷气方向朝向钢带的外侧;流量阀、干燥箱、气嘴喷头依次通过气流管道连接。气嘴喷头距离钢带边缘的水平距离为4mm,气嘴喷头距离钢带
的垂直距离为7mm,磁性底座上设有三轴调向支架,三轴调向支架上包括垂直锁紧阀、角度锁紧阀、水平锁紧阀,气流管道通过垂直锁紧阀、角度锁紧阀与三轴调向支架连接;气源控制系统还包括过滤箱,过滤箱位于干燥箱前;气嘴喷头为弧形结构,气嘴喷头位于角度锁紧阀下方。
21.采用上述装置加工的聚酰亚胺薄膜,标准厚度为0.025mm,宽度方向的误差偏大,最大达到2.4微米,较实施例一略差。
22.实施例三
23.本实施采用直形气嘴喷头代替实施例一中的弧形气嘴喷头,其余装置保持不变,如图4所示,包括:气源控制系统和气流控制系统,气源控制系统包括流量阀、干燥箱、气体加热箱、气流管道;气流控制系统包括气嘴喷头、磁性底座;气嘴喷头位于挤出涂覆生产的钢带上方,气嘴喷头的喷气方向朝向钢带的外侧;流量阀、干燥箱、气体加热箱、气嘴喷头依次通过气流管道连接。气嘴喷头距离钢带边缘的水平距离为4mm,气嘴喷头距离钢带的垂直距离为7mm,磁性底座上设有三轴调向支架,三轴调向支架上包括垂直锁紧阀、角度锁紧阀、水平锁紧阀,气流管道通过垂直锁紧阀、角度锁紧阀与三轴调向支架连接;气源控制系统还包括过滤箱,过滤箱位于干燥箱前;气嘴喷头为直形结构,气嘴喷头位于角度锁紧阀下方。
24.采用上述装置加工的聚酰亚胺薄膜,标准厚度为0.025mm,宽度方向的误差偏大,最大达到2.0微米,较实施例一略差。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1