一种用于制作双色缝线的模具的制作方法
1.本技术涉及注塑模具技术领域,尤其涉及一种用于制作双色缝线的模具。
背景技术:
2.汽车内饰是汽车内部改装所用到的汽车产品的总称,例如汽车方向盘、汽车坐垫、汽车脚垫等等。随着人们生活水平的提高,人们对于自己车内的内饰的注重程度也在提升,而现有的汽车内饰塑料感强烈,在消费者使用的过程中,难免会带来不适感,多数人则会选用皮革制品来代替塑料制品。缝线通常被用于真皮缝制的产品上,此类产品外观较好,是较多车主所喜爱的汽车内饰类型。
3.现有技术中,缝线的制作往往是由人工进行的,而人工对于缝线的制作效率较低,且由人工制成的缝线的质量较差,无法应用于一些较为高档的真皮产品上,影响美观程度。因此,便有了利用注塑模具形成皮革缝线的型面制作缝线的方法。
技术实现要素:
4.为了提高缝线制作的效率和成品质量,提高缝线的美观程度,本技术提供一种用于制作双色缝线的模具。
5.本技术提供的一种用于制作双色缝线的模具采用如下的技术方案:
6.一种用于制作双色缝线的模具,包括上模,所述上模内开设有型腔,所述型腔内设置有用于制作双色缝线的模仁,所述型腔包括成型凹面和两条设置于成型凹面底面的成型条,两所述成型条沿成型凹面长度方向设置,所述模仁内壁上开设有成型槽,所述成型槽底壁对应成型条开设有若干缝线槽,所述缝线槽设置有两道,所述缝线槽沿成型条长度方向均匀开设,每两相邻所述缝线槽不相通。
7.通过采用上述技术方案,当注塑料注入型腔后进入模仁内,随后进入成型槽内,最后填充满两条缝线槽,经过一段时间冷却后,注塑料成型为有双色缝线的型面,通过此种方式制成的型面上的缝线效率和质量较高,且形状统一,较为美观,适合皮革制品,能有效美化汽车内饰,提高了经济效益。
8.可选的,每一所述成型条上设置有若干成型块,所述成型块沿成型条长度方向设置,所述成型块位于两相邻所述缝线槽之间。
9.通过采用上述技术方案,成型块的设置有助于缝线形状的成型,成型块与缝线槽之间的间隙使得成型的缝线的形状更加美观,结构更加精致,提高了本技术所制成的成品的质量。
10.可选的,每一所述成型块上表面均设置有限位凸起,所述模仁外底壁对应限位凸起开设有若干限位凹面,所述限位凸起插设入相应的限位凹面内,所述限位凹面与缝线槽间隔设置。
11.通过采用上述技术方案,限位凸起与限位凹面相互配合,使得模仁与型腔之间的连接更加稳定,从而使得注塑时,降低注塑料从缝线槽与成型块之间漏出的问题,改善了材
料浪费的问题,提高了本技术的稳定性和实用性。
12.可选的,所述模仁一端设置有限位板,所述模仁背离限位板的另一端设置有用于合模的卡接板。
13.通过采用上述技术方案,设置限位板和卡接板便于后续对上模进行合模,使得上模内的模仁与下模内的模仁之间有可以相互卡接的形状,便捷了合模的进程,提高了本技术的实用性和便捷性。
14.可选的,所述模仁内壁设置有若干防粘片,所述防粘片沿模仁内壁周向设置,所述防粘片一端与成型槽侧边相连接,所述防粘片另一端与模仁侧边相连接。
15.通过采用上述技术方案,设置防粘片可以有效抑制注塑料冷却后粘在模仁内壁,便于后续脱模且保护了成品的结构,提高了本技术的灵活性和实用性。
16.可选的,所述上模表面开设有两相对的限位槽,两所述限位槽分别开设于型腔两端,所述限位槽内均设置有用于锁紧模仁的哈夫块。
17.通过采用上述技术方案,设置哈夫块可以对型腔内的模仁进行限位,提高了在注塑时模仁的稳定性,同时便于后续开模后对于模仁的拆卸,提高了本技术的灵活性和实用性。
18.可选的,两所述哈夫块面向型腔的一面均对应型腔两端开口适配设置。
19.通过采用上述技术方案,哈夫块面向型腔的一面与型腔两端开口适配设置可以有效改善注塑料从哈夫块与型腔之间的缝隙漏出的问题,提高了材料利用率和模具内的密封性,降低了成品出现毛边等瑕疵的概率,提高成品的质量。
20.可选的,所述上模表面开设有合模槽,所述合模槽设置于型腔一侧。
21.通过采用上述技术方案,开设合模槽便于对上模进行合模,合模采用槽与块嵌设的方式可以提高合模的稳定性,使得模具在进行注塑是更加稳定,同时提高密封性,对模具内部进行保压,可以有效降低毛边等瑕疵出现的概率,提高成品质量。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.通过注塑成型的双色缝线形状统一,拥有较高的美观度,且相较传统的人工制成的双色缝线,本技术制成的双色缝线在质量、牢固程度等方面均有着较大提升,同时,利用注塑生产的双色缝线生产效率高,提高了经济效益;
24.2.设置哈夫块可以对模仁进行固定,改善了注塑料从型腔的缝隙之间漏出,造成材料浪费的问题,同时,设置哈夫块便于后续开模后,将模仁进行卸下,提高了灵活性和实用性。
附图说明
25.图1是本技术实施例的一种用于制作双色缝线的模具的上表面结构示意图。
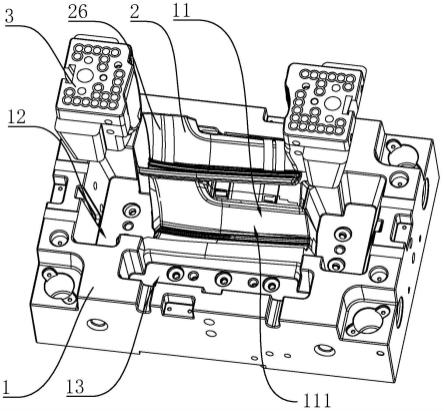
26.图2是本技术实施例的一种用于制作双色缝线的模具的爆炸结构示意图。
27.图3是图2中a处的放大图。
28.图4是本技术实施例的模仁的结构示意图。
29.图5是本技术实施例的模仁的底壁结构示意图。
30.图6是图5中b处的放大图。
31.附图标记说明:1、上模;11、型腔;111、成型凹面;112、成型条;113、成型块;1131、
限位凸起;12、限位槽;13、合模槽;14、注塑口;15、导料槽;2、模仁;21、成型槽;22、缝线槽;23、限位凹面;24、限位板;25、卡接板;26、防粘片;3、哈夫块。
具体实施方式
32.以下结合附图1-6对本技术作进一步详细说明。
33.本技术实施例公开一种用于制作双色缝线的模具。参照图1,一种用于制作双色缝线的模具,包括上模1,上模1上表面沿厚度方向贯穿开设有注塑口14。本实施例中,注塑口14分为两段,靠近上模1上表面的一段设置为圆柱状,靠近上模1下表面的一端设置为漏斗状。上模1上表面开设有腰形的导料槽15,导料槽15一端与注塑口14相通。
34.参照图2和图3,上模1下表面开设有型腔11,型腔11包括成型凹面111和设置于成型凹面111底部的成型条112。本实施例中,成型条112设置有两条,两成型条112均沿型腔11的长度方向设置,成型条112与型腔11一体成型。
35.参照图3,每一成型条112表面均设置有若干成型块113,成型块113沿成型条112长度方向均匀设置。每一成型块113上表面均设置有限位凸起1131。本实施例中,成型条112、成型块113和限位凸起1131一体成型,限位凸起1131设置在成型块113中心,成型块113边缘往中心聚拢。
36.参照图2和图4,型腔11内通过螺钉可拆卸连接有模仁2,模仁2形状与型腔11相适配。模仁2内底壁开设有成型槽21,成型槽21沿模仁2长度方向开设。成型槽21底壁沿厚度方向贯穿开设有若干缝线槽22,缝线槽22开设有两道,且每一道缝线槽22均沿模仁2长度方向均匀开设。
37.参照图5和图6,模仁2外底壁开设有若干限位凹面23,限位凹面23沿模仁2长度方向均匀开设,限位凹面23与缝线槽22间隔开设。
38.参照图3和图6,限位凸起1131插设入相应的限位凹面23内,使得注塑时更加稳定,增加模具内部的气密性,提高了本技术的实用性。
39.参照图4,模仁2一端开口设置有限位板24,模仁2背离限位板24的另一端设置有便于后续模仁2进行合模的卡接板25。本实施例中,限位板24与卡接板25均与模仁2一体成型。
40.参照图4,模仁2内壁设置有若干用于放置注塑料粘在模仁2内壁的防粘片26,防粘片26设置于模仁2两端,防粘片26沿模仁2内壁周向设置,防粘片26一端与成型槽21上边相平齐,防粘片26另一端与模仁2上边相平齐。本实施例中,防粘片26通过胶水连接于模仁2内壁。
41.参照图2,上模1下表面开设有若干限位槽12,本实施例中,限位槽12开设有两个,且两限位槽12分别位于型腔11两端,限位槽12与型腔11相通,限位槽12一端倾斜,便于卡紧。
42.参照图2,两限位槽12内均设置有用于对模仁2进行限位的哈夫块3,哈夫块3通过楔形块与上模1初步固定,再将螺钉穿过楔形块和上模1,将哈夫块3进行连接。本实施例中,哈夫块3面向模仁2的一端分别与型腔11两端开口相适配,减少注塑料从哈夫块3与型腔11之间缝隙的漏出。本实施例中,哈夫块3及导向块需要做表面氮化处理,以增加其耐磨性和热稳定性。型腔11与哈夫块3在激光镭雕时需设计凸台并预留加工余量,要求比缝纫线孔高1.5mm以上。
43.参照图2,上模1下表面开设有便于上模1进行合模的合模槽13,合模槽13位于型腔11一侧。
44.本技术实施例一种用于制作双色缝线的模具的实施原理为:型腔11与成型条112首先成型出制品的硬胶部分,接着与成型凹面111成型出制品的软胶部分,硬胶部为产品的骨架,软胶部分为产品的柔软表层,两次注塑后即得到双色缝线产品。将模仁2嵌设入型腔11内,将哈夫块3与模仁2两端进行抵接,并将哈夫块3通过楔形块与螺钉安装于上模1的限位槽12内,再将上模1进行合模,开始注塑。
45.当注塑料注入上模1后,顺势流入型腔11内的模仁2内;注塑料顺着成型凹面111流动,进入成型块113与缝线槽22之间的空余空间内,经过一段时间的冷却,成型为双色缝线,后续经过拆除两侧哈夫块3便可将模仁2卸下,对成品进行脱模。
46.本技术的一种用于制作双色缝线的模具改变了以往缝线由人工制成的生产模式,通过注塑模具,使得缝线的生产更加高效且流水化,所制成的缝线形状较为统一,瑕疵较少,提高了美观度,减轻了工人的劳动量,具有较高的经济效益和生产效率。
47.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1