一种输液软袋接口焊接模具的制作方法
1.本实用新型主要涉及医药包装技术领域,具体为一种输液软袋接口焊接模具。
背景技术:
2.大输液软袋线最关键技术在于制袋成型、焊接密封。现有的产品低温(冬季)存储过程中当袋体受外力冲击时袋体肩部产生漏液的现象比较多。
技术实现要素:
3.发明人发现:现有软袋线制袋接口焊接模具在制袋过程中接口与共挤膜形成袋体时(简称制袋),接口肩部就进行了一次挤压,再经接口焊接一模具焊接、接口焊接二模具整形,袋体肩部总共挤压三次进行密封焊接,反复高温导致袋体肩部老化,使得产品低温(冬季)转运过程中在外力冲击时袋体肩部较容易产生漏液。
4.本实用新型的目的是提供一种结构新颖独特,使用方便,并且能够减少袋体肩部漏液现象的输液软袋接口焊接模具;具体技术方案为:
5.一种输液软袋接口焊接模具,包括焊接面,所述焊接面形状为与船型接口适配的v型;所述焊接面靠近输液袋液腔侧设置有退让面,所述退让面与所述焊接面的延伸面形成的间隙夹角大于5
°
,退让面在所述延伸面的投影宽度为焊接面宽度的1/3至1/2。
6.进一步,所述间隙夹角为5.19
°
。
7.进一步,所述接口焊接模具采用模具钢s136制成。
8.本实用新型输液软袋接口焊接模具通过在v型焊接面靠近液腔侧约1/3宽度设置为向远离袋体方向偏斜大于5
°
的退让面;用于模具焊接、模具整形过程中,袋体肩部靠近液腔的部分仅经过一次焊接加热,避免袋体肩部老化,减少低温环境转运时,袋体肩部漏液现象。
附图说明
9.图1为本实用新型输液软袋接口焊接模具结构示意侧视图;
10.图2为本实用新型输液软袋接口焊接模具立体图1;
11.图3为本实用新型输液软袋接口焊接模具立体图2;
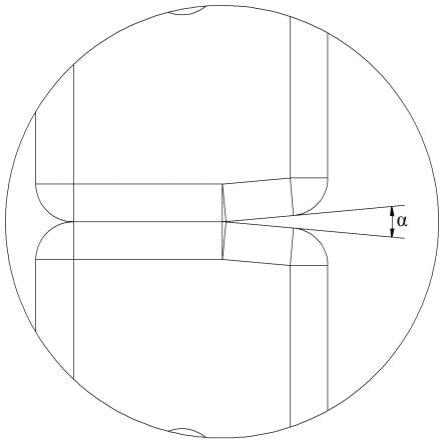
12.图4为本实用新型输液软袋接口焊接模具工作原理示意图。
13.图中:1、焊接面;11、退让面;2、加热管安装孔;3、热电偶安装孔;4、加热管固定孔;5、压板配合面;6、定位槽;61、定位孔;α、两倍间隙夹角。
具体实施方式
14.下面利用实施例对本实用新型进行更全面的说明。本实用新型可以体现为多种不同形式,并不应理解为局限于这里叙述的示例性实施例。
15.为了易于说明,在这里可以使用诸如“上”、“下”“左”“右”等空间相对术语,用于说
明图中示出的一个元件或特征相对于另一个元件或特征的关系。应该理解的是,除了图中示出的方位之外,空间术语意在于包括装置在使用或操作中的不同方位。例如,如果图中的装置被倒置,被叙述为位于其他元件或特征“下”的元件将定位在其他元件或特征“上”。因此,示例性术语“下”可以包含上和下方位两者。装置可以以其他方式定位(旋转90度或位于其他方位),这里所用的空间相对说明可相应地解释。
16.如图1所示,本实施例中的输液软袋接口焊接模具,包括定位槽1,所述定位槽1形状为与船型接口适配的v型;焊接面靠近输液袋液腔侧设置有退让面11,所述退让面11与所述焊接面的延伸面形成的间隙夹角大于5
°
,退让面11不宜太宽或太窄,太宽会达不到船型接口的焊接或整形,太窄会难以解决袋体肩部的老化问题。退让面11应设置在所述延伸面的投影宽度为焊接面宽度的1/3至1/2之间。
17.经测试对比,间隙夹角设置为5.19
°
时,效果最好;不会形成实焊区。
18.如图2和图3所示,与现有技术相同,接口焊接模具的焊接面下方设置有加热管安装孔2;加热管安装孔2为通孔。为了提高温度控制的灵敏度,本申请中的加热管安装孔2与加热管适配,在加热管和加热管安装孔2之间不设置用于均热的铜套;同时,将热电偶安装在退让面11的对侧,焊接面1的v型两端点以内,热电偶安装孔3设置在中心轴距离焊接面1大于等于5毫米;热电偶安装孔3与加热管安装孔2距离大于等于8毫米的空间内,避免加热管对热电偶的影响;两侧的温度传感器对称设置。热电偶距离焊接面1距离较近,能够及时反应加热管温度对焊接面1的影响;太近则会影响模具焊接面的刚度。也可以采用其他温度传感器代替热电偶测量温度。
19.加热管可以是两支,分别从加热管安装孔2两侧插入,方便分别控制。也可以采用一支加热管贯穿加热管安装孔2,控制更方便。接口焊接模具的侧壁上设置有与加热管安装孔2相交的加热管固定孔4;通过螺钉对加热管进行固定。
20.接口焊接模具的侧壁上还设置有定位槽6;通过定位工具插入上模具和下模具的定位槽6;可以将上下模具进行调正,避免上下模具之间发生错位。定位槽6不限于图中的长圆形,定位孔61也不限于图中的圆孔。
21.定位槽6内最好再设置定位孔61;在定位工具上设置定位销,定位销与定位孔61配合,使每次拆卸后,上下模具的初始安装位置固定,提高焊接和整形操作的工艺一致性。
22.模具固定方式:模具安装座上设有左右两块压板(图中未示出),压板压在模具两侧的台阶,即压板配合面5的位置,通过压板防止模具前后或左右移动;压板采用6mm螺杆通过压板固定安装孔固定在模具安装座上。
23.接口焊接模具采用模具钢s136制成。
24.如图4所示,本实施例中的接口焊接模具用于船型接口焊接或船型接口整形时,安装在上方的焊接模具倒置作为上模具;下方的焊接模具正置作为下模具。上下模具配合将船型接口与输液袋焊接在一起,或者对焊接处进行整形。上、下模具合模后,在靠近输液袋液腔的一侧上、下模具的退让面形成两倍间隙夹角α。沿v型的定位槽1退让面形成的坡面,是船型接口与输液袋焊接部位靠近液腔区的处理温度逐渐降低,避免了船型接口根部与输液袋连接处的材料因反复高温而老化,保留了足够的韧性;在较低温度下转运,也不容易断裂,降低了转运过程中的漏液率。
25.上述示例只是用于说明本实用新型,除此之外,还有多种不同的实施方式,而这些
实施方式都是本领域技术人员在领悟本实用新型思想后能够想到的,故,在此不再一一列举。
技术特征:
1.一种输液软袋接口焊接模具,包括焊接面,所述焊接面形状为与船型接口适配的v型;其特征在于,所述焊接面靠近输液袋液腔侧设置有退让面,所述退让面与所述焊接面的延伸面形成的间隙夹角大于5
°
,退让面在所述延伸面的投影宽度为焊接面宽度的1/3至1/2。2.如权利要求1所述的输液软袋接口焊接模具,其特征在于,所述间隙夹角为5.19
°
。3.如权利要求1所述的输液软袋接口焊接模具,其特征在于,所述接口焊接模具采用模具钢s136制成。
技术总结
本实用新型公开了一种输液软袋接口焊接模具,包括焊接面,所述焊接面形状为与船型接口适配的V型;所述焊接面靠近输液袋液腔侧设置有退让面,所述退让面与所述焊接面的延伸面形成的间隙夹角大于5
技术研发人员:刘鹏 赵俭 董新华 李松
受保护的技术使用者:湖南科伦制药有限公司
技术研发日:2022.01.25
技术公布日:2022/7/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1