空调端盖浇注模具的制作方法
1.本技术涉及空调生产技术领域,尤其涉及一种空调端盖浇注模具。
背景技术:
2.目前,根据材料的发展趋势,空调内机壳体开始使用abs(acrylonitrile butadiene styrene plastic)染色料,它是由丙烯腈(a)、丁二烯(b)、苯乙烯(s)三种单体组成的三元共聚物,是一种免喷涂材料,成型件具有金属质感,成分中加有珠光粉、金属效果助剂,珠光材料虽然具有高光泽、高亮度特性,但流动性较弱,在浇注成型时容易产生熔接痕。
3.相关技术中存在一种壳体模具,包括:凸模和凹模,凹模与凸模合模形成型腔,凹模外侧端面上设置有浇注口,凹模内侧端面上设置有浇注流道,浇注流道一端与浇注口相接,另一端设置与型腔侧边相接;型腔上设有进料口,进料口位于型腔侧边顶角处,浇注流道与进料口相接;将浇注流道设置在型腔的侧边,可使得熔接线存在于壳体侧壁相对隐蔽的地方,进而降低熔接线对壳体的外观影响,提高壳体的市场价值。
4.在实现本公开实施例的过程中,发现相关技术中至少存在如下问题:
5.通过单一浇注口进行浇注会导致料流的凝固均匀性较差,在成型后的壳体的外表面形成波浪纹,难以保障熔接痕能够完全隐藏在壳体侧壁处,而且隐藏在壳体侧壁处的熔接痕会影响壳体的后续装配,还需对熔接痕进行打磨,增大了生产成本。
技术实现要素:
6.为了对披露的实施例的一些方面有基本的理解,下面给出了简单的概括。所述概括不是泛泛评述,也不是要确定关键/重要组成元素或描绘这些实施例的保护范围,而是作为后面的详细说明的序言。
7.本公开实施例提供一种空调端盖浇注模具,以减少空调端盖外表面的熔接痕,提高浇注料流凝固的均匀性,将熔接痕隐藏在空调端盖的装饰槽内,降低空调端盖的生产成本。
8.在一些实施例中,空调端盖浇注模具,包括:模体、第一热流道和第二热流道。模体内部限定出第一端盖成型腔,第一端盖成型腔的上侧内壁设置有与空调端盖的装饰槽对应的第一成型槽;第一热流道一端伸出模体的上侧壁,另一端伸入模体内部连通第一端盖成型腔沿第一成型槽长度方向上的端部位置;第二热流道一端伸出模体的上侧壁,另一端伸入模体内部连通第一端盖成型腔沿第一成型槽长度方向上的底部中间位置;其中,第一热流道浇注的料流能够沿着第一成型槽的长度方向上流动,第二热流道浇注的料流能够随着第一热流道浇注的料流沿着第一成型槽的长度方向上流动,以使第一热流道浇注的料流与第二热流道浇注的料流的熔接痕位于第一成型槽内。
9.可选地,该空调端盖浇注模具还包括:主浇注座。主浇注座具有浇注口,第一热流道与第二热流道伸出模体的一端均与主浇注座连通。
10.可选地,主浇注座包括:第一分流支路和第二分流支路。第一分流支路一端与第一热流道连通;第二分流支路一端与第二热流道连通,另一端与第一分流支路的另一端相对设置且连通,浇注口位于第一分流支路与第二分流支路的连通处。
11.可选地,第一分流支路与第二分流支路内均设有加热部。
12.可选地,第一热流道与第二热流道中均设置热流道顺序阀。
13.可选地,模体内部还限定出第二端盖成型腔,第二端盖成型腔的上侧内壁设有与空调端盖的装饰槽对应的第二成型槽,第二端盖成型腔与第一端盖成型腔对称设置于模体内,第二热流道分别连通第一端盖成型腔和第二端盖成型腔。
14.可选地,该空调端盖浇注模具还包括:第三热流道。第三热流道一端伸出模体的上侧壁,另一端伸入模体内部连通第二端盖成型腔沿第二成型槽长度方向上的一端。
15.可选地,第三热流道内也设有热流道顺序阀。
16.可选地,模体包括:上模体和下模体。下模体设置于上模体下侧,且下模体与上模体可拆卸连接。
17.可选地,下模体内设有可上下活动的脱模座。
18.本公开实施例提供的空调端盖浇注模具,可以实现以下技术效果:
19.在模体内部限定出与空调端盖对应的第一端盖成型腔,在第一端盖成型腔上侧内壁具有与空调端盖的装饰槽对应的第一成型槽,通过设置第一热流道和第二热流道,在浇注时先通过第一热流道向第一端盖成型腔内浇注料流,由于第一热流道连通第一端盖成型腔沿第一成型槽长度方向上的端部,因此通过第一热流道浇注进入第一端盖成型腔内的料流沿着第一成型槽的长度方向上流动,在料流充满第一端盖成型腔底部的情况下,同时通过第二热流道向第一端盖成型腔内浇注料流,由于第二热流道连通第一端盖成型腔沿第一成型槽长度方向上的底部,即第二热流道的进料方向与第一热流道的料流的流动方向垂直,此时第二热流道浇注的料流在第一热流道浇注的料流的带动下会随着第一热流道浇注的料流的流动方向流动,即沿着第一成型槽的长度方向上流动,最终使第一热流道浇注的料流与第二热流道浇注的料流的熔接痕隐藏在第一成型槽内,通过第一热流道和第二热流道向第一端盖成型腔内浇注料流,能够提高浇注料流凝固的均匀性,减少空调端盖外表面的熔接痕,而且将熔接痕隐藏在第一成型槽内,即熔接痕隐藏在生产获得的空调端盖的装饰槽内,由于空调端盖的装饰槽起到装饰作用,无需装配,也就无需对隐藏在装饰槽内的熔接痕进行打磨加工,降低空调端盖的生产成本。
20.以上的总体描述和下文中的描述仅是示例性和解释性的,不用于限制本技术。
附图说明
21.一个或多个实施例通过与之对应的附图进行示例性说明,这些示例性说明和附图并不构成对实施例的限定,附图中具有相同参考数字标号的元件示为类似的元件,附图不构成比例限制,并且其中:
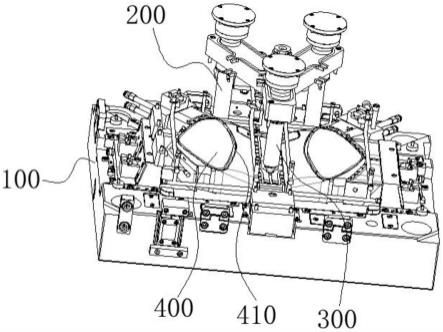
22.图1是本公开实施例提供的一个空调端盖浇注模具的结构示意图;
23.图2是本公开实施例提供的一个空调端盖浇注模具的内部结构示意图;
24.图3是本公开实施例提供的一个主浇注座的结构示意图;
25.图4是本公开实施例提供的加热部的结构示意图;
26.图5是本公开实施例提供的另一个空调端盖浇注模具的内部结构示意图;
27.图6是本公开实施例提供的另一个主浇注座的结构示意图;
28.图7是本公开实施例提供的第一热流道、第二热流道和第三热流道的连通位置示意图;
29.图8是本公开实施例提供的模体的结构示意图;
30.图9是本公开实施例提供的脱模座的结构示意图。
31.附图标记:
32.100、模体;110、上模体;120、下模体;121、脱模座;130、底座;131、弹簧;200、第一热流道;300、第二热流道;400、第一端盖成型腔;410、第一成型槽;500、主浇注座;501、浇注口;510、第一分流支路;520、第二分流支路;530、第三分流支路;600、加热部;610、第一部;620、第二部;700、第二端盖成型腔;710、第二成型槽;800、第三热流道。
具体实施方式
33.为了能够更加详尽地了解本公开实施例的特点与技术内容,下面结合附图对本公开实施例的实现进行详细阐述,所附附图仅供参考说明之用,并非用来限定本公开实施例。在以下的技术描述中,为方便解释起见,通过多个细节以提供对所披露实施例的充分理解。然而,在没有这些细节的情况下,一个或多个实施例仍然可以实施。在其它情况下,为简化附图,熟知的结构和装置可以简化展示。
34.本公开实施例的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本公开实施例的实施例。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含。
35.本公开实施例中,术语“上”、“下”、“内”、“中”、“外”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系。这些术语主要是为了更好地描述本公开实施例及其实施例,并非用于限定所指示的装置、元件或组成部分必须具有特定方位,或以特定方位进行构造和操作。并且,上述部分术语除了可以用于表示方位或位置关系以外,还可能用于表示其他含义,例如术语“上”在某些情况下也可能用于表示某种依附关系或连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些术语在本公开实施例中的具体含义。
36.另外,术语“设置”、“连接”、“固定”应做广义理解。例如,“连接”可以是固定连接,可拆卸连接,或整体式构造;可以是机械连接,或电连接;可以是直接相连,或者是通过中间媒介间接相连,又或者是两个装置、元件或组成部分之间内部的连通。对于本领域普通技术人员而言,可以根据具体情况理解上述术语在本公开实施例中的具体含义。
37.除非另有说明,术语“多个”表示两个或两个以上。
38.需要说明的是,在不冲突的情况下,本公开实施例中的实施例及实施例中的特征可以相互组合。
39.结合图1-9所示,本公开实施例提供一种空调端盖浇注模具,包括:模体100、第一热流道200和第二热流道300。模体100内部限定出第一端盖成型腔400,第一端盖成型腔400的上侧内壁设置有与空调端盖的装饰槽对应的第一成型槽410;第一热流道200一端伸出模
体100的上侧壁,另一端伸入模体100内部连通第一端盖成型腔400沿第一成型槽410长度方向上的端部位置;第二热流道300一端伸出模体100的上侧壁,另一端伸入模体100内部连通第一端盖成型腔400沿第一成型槽410长度方向上的底部中间位置;其中,第一热流道200浇注的料流能够沿着第一成型槽410的长度方向上流动,第二热流道300浇注的料流能够随着第一热流道200浇注的料流沿着第一成型槽410的长度方向上流动,以使第一热流道200浇注的料流与第二热流道300浇注的料流的熔接痕位于第一成型槽410内。
40.在本公开实施例中,在模体100内部限定出与空调端盖对应的第一端盖成型腔400,在第一端盖成型腔400上侧内壁具有与空调端盖的装饰槽对应的第一成型槽410,通过设置第一热流道200和第二热流道300,在浇注时先通过第一热流道200向第一端盖成型腔400内浇注料流,由于第一热流道200连通第一端盖成型腔400沿第一成型槽410长度方向上的端部,因此通过第一热流道200浇注进入第一端盖成型腔400内的料流沿着第一成型槽410的长度方向上流动,在料流充满第一端盖成型腔400底部的情况下,同时通过第二热流道300向第一端盖成型腔400内浇注料流,由于第二热流道300连通第一端盖成型腔400沿第一成型槽410长度方向上的底部,即第二热流道300的进料方向与第一热流道200的料流的流动方向垂直,此时第二热流道300浇注的料流在第一热流道200浇注的料流的带动下会随着第一热流道200浇注的料流的流动方向流动,即沿着第一成型槽410的长度方向上流动,最终使第一热流道200浇注的料流与第二热流道300浇注的料流的熔接痕隐藏在第一成型槽410内,通过第一热流道200和第二热流道300向第一端盖成型腔400内浇注料流,能够提高浇注料流凝固的均匀性,减少空调端盖外表面的熔接痕,而且将熔接痕隐藏在第一成型槽410内,即熔接痕隐藏在生产获得的空调端盖的装饰槽内,由于空调端盖的装饰槽起到装饰作用,无需装配,也就无需对隐藏在装饰槽内的熔接痕进行打磨加工,降低空调端盖的生产成本。
41.具体的,第一成型槽410位于第一端盖成型腔400的顶端,第二热流道300连通第一端盖成型腔400的底部中间位置,第一端盖成型腔400沿第一成型槽410长度方向上的底部中间位置是指第一端盖成型腔400与第一成型槽410对应的底部侧边的中间位置。这样,在浇注时第一热流道200流入的料流沿着第一成型槽410的长度方向上流动,在料流漫过第二热流道300与第一端盖成型腔400的连通位置时,打开第二热流道300向第一端盖成型腔400内浇注料流,使第二热流道300流出的料流随着第一热流道200流入的料流的方向流动,即沿着第一成型槽410的方向流动,使熔接痕隐藏在第一成型槽410内。
42.结合图3和图4所示,该空调端盖浇注模具还包括:主浇注座500。主浇注座500具有浇注口501,第一热流道200与第二热流道300伸出模体100的一端均与主浇注座500连通。这样,通过设置主浇注座500,在进行料流的浇注时,通过主浇注座500上设置的浇注口501将料流浇注进入主浇注座500,第一热流道200与第二热流道300分别与主浇注座500连通,通过主浇注座500对料流进行集中浇注,进入主浇注座500内的料流根据设定的浇注顺序分别流入第一热流道200和第二热流道300内,然后通过第一热流道200和第二热流道300进行浇注,提高了浇注效率,降低了浇注难度。
43.可选地,主浇注座500包括:第一分流支路510和第二分流支路520。第一分流支路510一端与第一热流道200连通;第二分流支路520一端与第二热流道300连通,另一端与第一分流支路510的另一端相对设置且连通,浇注口501位于第一分流支路510与第二分流支
路520的连通处。这样,通过第一分流支路510与第一热流道200连通,第二分流支路520与第二热流道300连通,而第一分流支路510与第二分流支路520的端部相对设置且连通,通过浇注口501浇注的料流可分别流向第一分流支路510和第二分流支路520,然后通过第一分流支路510和第二分流支路520分别流入第一热流道200和第二热流道300内,使通过浇注口501浇注的料流的分配更均匀。
44.可选地,第一分流支路510与第二分流支路520内均设有加热部600。这样,为保障料流在浇注过程中的流动性,因此在第一分流支路510和第二分流支路520内均设置加热部600,持续对第一分流支路510和第二分流支路520内的料流进行加热,保持料流的流动性,防止其凝固影响浇注的正常进行。
45.具体的,以第一分流支路510内设置的加热部600为例,加热部600包括:第一部610和第二部620。第一部610嵌入设置于第一分流支路510的上侧壁内;第二部620嵌入设置于第一分流支路510的下侧壁内,且第一部610与第二部620形状相同。这样,使加热部600对第一分流支路510形成上下包围的形式进行加热,提高了第一分流支路510的受热均匀性,从而更好地防止第一分流支路510中的料流凝固,提高料流的流动性,从而提高浇注效果。
46.可选地,加热部600为电热丝。这样,电热丝易于得到且加热效果较好,能够更好地对第一分流支路510内的料流进行加热。
47.可以理解的,第二分流支路520内设置的加热部600与第一分流支路510内设置的加热部600相同。
48.可选地,第一热流道200与第二热流道300中均设置热流道顺序阀。这样,通过热流道顺序阀来控制第一热流道200与第二热流道300的浇注顺序,更精准地控制第二热流道300的浇注时机,使第二热流道300浇注的料流随着第一热流道200浇注的料流沿第一成型槽410的长度方向上流动,最终使第一热流道200浇注的料流与第二热流道300浇注的料流的熔接痕隐藏在第一成型槽410内。
49.可以理解的,热流道顺序阀为注塑生产中常用的热流道顺序阀,其设置方式与控制方式均为常规的技术手段,在此不做赘述。
50.结合图5、图6和图7所示,在一些实施例中,模体100内部还限定出第二端盖成型腔700,第二端盖成型腔700的上侧内壁设有与空调端盖的装饰槽对应的第二成型槽710,第二端盖成型腔700与第一端盖成型腔400对称设置于模体100内,第二热流道300分别连通第一端盖成型腔400和第二端盖成型腔700。这样,通过在模体100内限定出第二端盖成型腔700,第二端盖成型腔700与第一端盖成型腔400对称设置,在第二端盖成型腔700的上侧内壁也设有与空调端盖的装饰槽对应的第二成型槽710,在通过第二热流道300对模体100内的第一端盖成型腔400进行浇注时,也可同时与第二端盖成型腔700进行浇注,浇注进入第二端盖成型腔700内的料流的熔接痕会隐藏在第二成型槽710内,从而使浇注成型获得的空调端盖的熔接痕隐藏在装饰槽内,利用该空调端盖浇注模具能够同时浇注成型两个空调端盖,提高了空调端盖的生产效率,减小模体100内部空调的浪费。
51.可选地,该空调端盖浇注模具还包括:第三热流道800。第三热流道800一端伸出模体100的上侧壁,另一端伸入模体100内部连通第二端盖成型腔700沿第二成型槽710长度方向上的一端。这样,在浇注时可利用第一热流道200和第三热流道800同时向第一端盖成型腔400与第二端盖成型腔700内浇注料流,第一热流道200浇注的料流沿第一端盖成型腔400
内的第一成型槽410的长度方向流动,第三热流道800浇注的料流沿第二端盖成型腔700内的第二成型槽710的长度方向流动,待第一端盖成型腔400与第二端盖成型腔700的底部均充满料流后,控制第二热流道300同时向第一端盖成型腔400与第二端盖成型腔700内浇注料流,通过第二热流道300流入第一端盖成型腔400内的料流在第一热流道200的料流带动下沿着第一成型槽410的方向流动,最终使熔接痕隐藏在第一成型槽410内,通过第二热流道300流入第二端盖成型腔700内的料流在第三热流道800的料流带动下沿着第二成型槽710的方向流动,最终使熔接痕隐藏在第二成型槽710内,从而使浇注成型的两个空调端盖的熔接痕均隐藏在装饰槽内,提高了空调端盖的生产效率。
52.可以理解的,该空调端盖浇注模具适用于空调室内机的两侧端盖的浇注生产,利用该空调端盖浇注模具可同时浇注成型空调室内机的两侧端盖。
53.可选地,第一热流道200与第三热流道800位于第一端盖成型腔400和第二端盖成型腔700的同一侧,第二热流道300位于第一端盖成型腔400和第二端盖成型腔700之间。这样,使第一热流道200和第三热流道800浇注的料流沿同一方向流动,由于第二热流道300同时连通第一端盖成型腔400和第二端盖成型腔700,因此在第一端盖成型腔400和第二端盖成型腔700底部的料流充满后,打开第二热流道300分别向第一端盖成型腔400和第二端盖成型腔700内浇注料流,使第二热流道300流出的料流更好地被第一热流道200和第三热流道800浇注的料流带动,沿着同一方向流动,最终使第一端盖成型腔400内的熔接痕隐藏在第一成型槽410内,第二端盖成型腔700内的熔接痕隐藏在第二成型槽710内。
54.可选地,主浇注座500还包括:第三分流支路530。第三分流支路530的一端与第三热流道800伸出模体100的上侧壁的一端连通,第三分流支路530的另一端与第一分流支路510和第二分流支路520连通处连通。这样,第三热流道800与第三分流支路530连通,而第三分流支路530又与第一分流支路510和第二分流支路520连通,使浇注口501浇注的料流能够通过第三分流支路530流入第三热流道800内,进而通过第三热流道800对第二端盖成型腔700进行浇注。
55.可选地,第三分流支路530内也设置加热部600。这样,通过加热部600的加热使第三分流支路530中的料流保持流动性,避免其凝固影响第三热流道800的浇注。
56.具体的,第一分流支路510、第二分流支路520和第三分流支路530共同组成y形的主浇注座500,浇注口501位于第一分流支路510、第二分流支路520和第三分流支路530的连通处。这样,通过浇注口501向y形的主浇注座500内浇注料流,料流能够分别流向第一分流支路510、第二分流支路520和第三分流支路530,提高了第一热流道200、第二热流道300和第三热流道800的进料均匀性。
57.可选地,第三热流道800内也设有热流道顺序阀。通过热流道顺序阀可控制第三热流道800的进料,更好地满足浇注需求。
58.在一些实例中,由于第一端盖成型腔400与第二端盖成型腔700对称分布,且第一热流道200连通第一端盖成型腔400的端部,第三热流道800连通第二端盖成型腔700的端部,而第二热流道300分别连通第一端盖成型腔400与第二端盖成型腔700的底部,在浇注时通过热流道顺序阀先控制第一热流道200与第三热流道800打开,料流通过第一热流道200进入第一端盖成型腔400内,通过第三热流道800进入第二端盖成型腔700内,第一端盖成型腔400内的料流沿着第一成型槽410的方向流动,第二端盖成型腔700内的料流沿着第二成
型槽710的方向流动,在第一端盖成型腔400与第二端盖成型腔700内的料流均充满底部时,通过热流道顺序阀打开第二热流道300,通过第二热流道300分别向第一端盖成型腔400与第二端盖成型腔700内浇注料流。
59.结合图8和图9所示,在一些实施例中,模体100包括:上模体110和下模体120。下模体120设置于上模体110下侧,且下模体120与上模体110可拆卸连接。这样,由上模体110和下模体120组成的模体100便于拆卸和维修,还便于浇注成型后的脱模。
60.可选地,上模体110的下侧壁与下模体120的上侧壁配合限定出第一端盖成型腔400和第二端盖成型腔700。这样,利用上模体110的下侧壁与下模体120的上侧壁配合限定出第一端盖成型腔400和第二端盖成型腔700,在浇注成型后打开上模体110与下模体120便于成型后的空调端盖的脱模。
61.可选地,下模体120内设有可上下活动的脱模座121。这样,利用脱模座121的上下活动可将成型后的空调端盖脱模,提高了脱模的效率。
62.可选地,脱模座121设置于下模体120的上侧内壁,通过脱模座121的上侧壁与上模体110下侧壁配合限定出第一端盖成型腔400和第二端盖成型腔700。这样,利用脱模座121的上侧壁与上模体110下侧壁配合限定出第一端盖成型腔400和第二端盖成型腔700,在浇注成型后打开上模体110并操作脱模座121向上移动,使脱模座121上侧壁成型的空调端盖顺利脱模。
63.具体的,脱模座121与下模体120的上侧内壁之间上下活动连接,在下模体120的下方设置底座130,底座130与脱模座121之间通过支撑柱连接,在底座130与下模体120之间设置弹簧131,且弹簧131套设于支撑柱的外周。这样,在浇注成型后,打开上模体110使下模体120上侧内壁设置的脱模座121露出,通过按压底座130,利用支撑柱将脱模座121顶起,随即使脱模座121上侧壁的空调端盖脱出,完成脱模,在脱模后底座130在弹簧131的作用下复位,使脱模座121再次嵌入下模体120的上侧内壁中,将上模体110再次盖在下模体120上,进行再次浇注。
64.以上描述和附图充分地示出了本公开的实施例,以使本领域的技术人员能够实践它们。其他实施例可以包括结构的以及其他的改变。实施例仅代表可能的变化。除非明确要求,否则单独的部件和功能是可选的,并且操作的顺序可以变化。一些实施例的部分和特征可以被包括在或替换其他实施例的部分和特征。本公开的实施例并不局限于上面已经描述并在附图中示出的结构,并且可以在不脱离其范围进行各种修改和改变。本公开的范围仅由所附的权利要求来限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1