用于异形截面橡胶件接头拼接的工装的制作方法
1.本实用新型属于异形橡胶条拼接技术领域,具体地说,涉及一种用于异性截面橡胶件接头拼接的工装。
背景技术:
2.目前,汽车玻璃或者天窗玻璃常常用到异形截面的橡胶件作为密封,而常用橡胶件质地绵软,切口不平滑,仅凭手工粘接的接头难求吻合,容易影响橡胶条的功能发挥,尤其是应用在窗体等密封要求高的场合。
3.导致上述问题的主要原因是橡胶条硬度低,断面多为异形,手工裁剪过程中容易变形,导致裁剪断面不均匀,配合纯手工配对粘接,接头外观差、密封性低、易分离(接触不充分),返修次数多,大大影响了工作质量和效率。
4.因此,一种方便裁剪和拼接,能够改善切面平整度的同时,也提高了粘接质量的工装亟待研究。
技术实现要素:
5.有鉴于此,本实用新型所要解决的技术问题是提供了一种用于异形截面橡胶件接头拼接的工装,用于避免以往手工裁切或者拼接异形橡胶件时造成接头外观差、密封性低、易分离的麻烦。
6.为了解决上述技术问题,本实用新型公开了一种用于异形截面橡胶件接头拼接的工装,包括:
7.左定位块,左定位块具有穿设异形截面橡胶件的左定位腔,左定位腔与异形截面橡胶件仿形;
8.右定位块,右定位块与左定位块相互对应,且具有穿设异形截面橡胶件的右定位腔,右定位腔与异形截面橡胶件仿形;
9.定位销,定位销连接左定位块和右定位块,且使得左定位腔对接右定位腔;
10.填充内衬,填充内衬填充于异形截面橡胶件的空腔内,且一部分位于左定位块内,另一部分位于右定位块内;
11.其中,左定位块和右定位块的同一侧设置有定位脚垫。
12.根据本实用新型一实施方式,其中上述左定位块与右定位块相抵触的一面贴覆铁氟龙膜层或涂刷润滑油层。
13.根据本实用新型一实施方式,其中上述左定位块和右定位块相连的一面具有间隙,间隙用于切割刀切割异形截面橡胶件。
14.根据本实用新型一实施方式,其中上述定位销位于左定位块和右定位块的相对两端,且至少距离左定位腔和右定位腔10mm。
15.根据本实用新型一实施方式,其中上述填充内衬设置为pvc内衬,且与异形截面橡胶件的内腔间隙配合。
16.根据本实用新型一实施方式,其中上述异形截面橡胶件与左定位腔和右定位腔过盈配合。
17.根据本实用新型一实施方式,其中上述左定位块和右定位块一体成型,并由激光切割或水切割分成左右两块。
18.与现有技术相比,本实用新型可以获得包括以下技术效果:
19.通过左定位块和右定位块对接配合,左定位腔和右定位腔容置异形截面橡胶件,填充内衬完成内部强度支撑,完成橡胶件的裁切和拼装,改善切面平整度的同时,也提高了粘接质量。
20.当然,实施本实用新型的任一产品必不一定需要同时达到以上所述的所有技术效果。
附图说明
21.此处所说明的附图用来提供对本实用新型的进一步理解,构成本实用新型的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
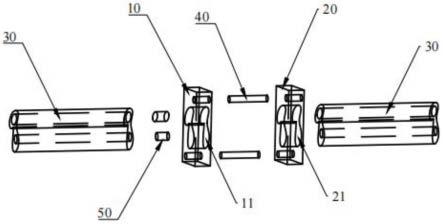
22.图1是本实用新型实施例的用于异形截面橡胶件接头拼接的工装示意图。
23.附图标记
24.左定位块10,左定位腔11,右定位块20,右定位腔21,异形截面橡胶件30,定位销40,填充内衬50。
具体实施方式
25.以下将配合附图及实施例来详细说明本实用新型的实施方式,借此对本实用新型如何应用技术手段来解决技术问题并达成技术功效的实现过程能充分理解并据以实施。
26.请参考图1,图1是本实用新型实施例的用于异形截面橡胶件接头拼接的工装示意图。
27.如图所示,一种用于异形截面橡胶件接头拼接的工装,包括:左定位块10,左定位块10具有穿设异形截面橡胶件30的左定位腔11,左定位腔 11与异形截面橡胶件30仿形;右定位块20,右定位块20与左定位块10相互对应,且具有穿设异形截面橡胶件30的右定位腔21,右定位腔21与异形截面橡胶件30仿形;定位销40,定位销40连接左定位块10和右定位块20,且使得左定位腔11对接右定位腔12;填充内衬50,填充内衬50填充于异形截面橡胶件30的空腔内,且一部分位于左定位块10内,另一部分位于右定位块20内;其中,左定位块10和右定位块20的同一侧设置有定位脚垫。
28.在本实用新型一实施方式中,左定位块10和右定位块20相互对应,分别设置可容纳异形截面橡胶件30的左定位腔11和右定位腔21,定位销40 连接左定位块10和右定位块20,填充内衬50容置于异形截面橡胶件30的内部,提供裁切时的内部支撑,使得其截面在裁切的时候不易变形,影响裁剪断面的均匀,保证其产品质量。定位脚垫则方便拼装或裁切时的工装定位。
29.优选一实施方式中,左定位块10与右定位块20相抵触的一面贴覆铁氟龙膜层或涂刷润滑油层。即需要粘接时,预先在左定位块10与右定位块20 表面涂刷一薄层润滑油或者
贴覆铁氟龙层,在两个异形截面橡胶件30的端面涂抹适量瞬干胶,放置填充内衬50,通过定位销将左定位块10与右定位块 20面对面拼装压紧,待强力胶固化后取出异形截面橡胶件30,实现拼装配对,操作简单,对接准确,效率高,且实用方便。
30.在另外一实施方式中,左定位块10和右定位块20相连的一面具有间隙,间隙用于切割刀切割异形截面橡胶件30。即在异形截面橡胶件30接头裁切时,先将异形截面橡胶件30塞入左定位块10与右定位块20内,再将填充内衬50塞入异形截面橡胶件30空腔内,最后用锋利的刀具沿着左定位块10 与右定位块20将异形截面橡胶件30裁切平整并取出填充物,保证了裁切端面的均匀平滑,利于后续的拼装,产品质量得到有效保证。
31.优选一实施方式中,定位销40位于左定位块10和右定位块20的相对两端,分散对称,且至少距离左定位腔21和右定位腔22长度10mm,避免裁切或拼装过程中的干扰,即定位销40分别设置在左定位腔21和右定位腔22 朝外10mm远处。
32.本实用新型的填充内衬50设置为pvc内衬,应用广泛,强度足够,且与异形截面橡胶件30的内腔间隙配合,避免较难塞入,提高操作的便捷性。
33.另外,异形截面橡胶件30与左定位腔21和右定位腔22过盈配合,形成相互件的阻力,保证裁切或拼装时的稳定性。
34.值得一提的是,本实用新型的左定位块10和右定位块20一体成型,选材方便,对应规整,并由激光切割或水切割分成左右两块,即左定位块10 和右定位块20,方便使用。
35.综上所述,本实用新型通过左定位块10和右定位块20对接配合,左定位腔11和右定位腔21容置异形截面橡胶件30,填充内衬50完成内部强度支撑,完成橡胶件的裁切和拼装,改善切面平整度的同时,也提高了粘接质量。
36.上述说明示出并描述了本实用新型的若干优选实施例,但如前所述,应当理解本实用新型并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述实用新型构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本实用新型的精神和范围,则都应在本实用新型所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1