一种多芯线机上的套热缩管机构的制作方法
1.本实用新型涉及线缆生产的技术领域,尤其涉及一种多芯线机上的套热缩管机构。
背景技术:
2.线缆用于连接输入输出端子进行电传输或信号传输,广泛应用于各类带电装置和设备上,例如:电视、手机、相机、汽车、空调、收音机、飞机、火车等等都离不开线束,而线束在为了更方便的实现电连接,一般情况在两端固定连接有端子。在生产过程中,由于线缆的两端都需要套上热缩管,才能连接上端子,常规的设备中,需要夹持线缆,导致无法直接套入热缩管到指定的位置,并且缺少让位结构,热缩管的长度受限制,影响生产。
技术实现要素:
3.本实用新型的一个目的在于:提供一种多芯线机上的套热缩管机构,用以解决现有技术存在的问题。
4.为达此目的,本实用新型采用以下技术方案:
5.一种多芯线机上的套热缩管机构,包括工作台、上移动模组、下移动模组、让位气缸、第一气动手指、第二气动手指、夹套管气缸和剪切气缸,所述工作台上固定有套管输送机构和横梁架,所述剪切气缸设置在所述套管输送机构的末端,所述上移动模组横向设置在所述横梁架上,所述下移动模组安装在所述工作台上,所述上移动模组的移动方向与所述下移动模组的移动方向相互垂直,所述让位气缸安装在所述上移动模组的驱动端上,所述第一气动手指与所述第二气动手指分别位于所述让位气缸的驱动端的两侧,所述夹套管气缸安装在所述下移动模组的驱动端上。
6.作为一种优选的技术方案,所述夹套管气缸的驱动端上安装有夹套管块,所述夹套管块的中部设置有导向喇叭口。
7.作为一种优选的技术方案,套管输送机构上设置有套管输送电机、传送齿轮组、夹持轮和导孔,所述套管输送电机的驱动端与所述传送齿轮组传动连接,所述夹持轮连接在所述传送齿轮组上,所述导孔位于所述套管输送机构的前端。
8.作为一种优选的技术方案,所述上移动模组上设置有上移动电机、上螺杆、上螺母座、上导轨和上滑块,所述上移动电机的驱动端与所述上螺杆的端部连接,所述上螺母座与所述上螺杆螺纹传动连接,所述上螺母座与所述上滑块固定连接,所述上导轨固定所述横梁架上,所述上滑块滑动在所述上导轨上,所述让位气缸固定在所述上螺母座上。
9.作为一种优选的技术方案,所述下移动模组上设置有下移动电机、下螺杆、下螺母座、下导轨和下滑块,所述下移动电机的驱动端与所述下螺杆的端部连接,所述下螺母座与所述下螺杆螺纹传动连接,所述下螺母座与所述下导轨固定连接,所述下滑块固定所述工作台上,所述下滑块滑动在所述下导轨上,所述夹套管气缸固定在所述下导轨的前端上。
10.作为一种优选的技术方案,所述上移动模组与所述下移动模组上还设置有传感片
和感应器,所述传感片与所述感应器信号连接。
11.作为一种优选的技术方案,所述横梁架上安装有led照明灯。
12.作为一种优选的技术方案,所述工作台上安装有料盘,所述料盘中卷绕有热缩管。
13.本实用新型的有益效果为:提供一种多芯线机上的套热缩管机构,该多芯线机上的套热缩管机构通过简易紧凑的结构夹持线缆,剪切设定好长度的热缩管两段,让位的情况下,先后打开第一气动手指和第二气动手指,让热缩管套入线缆中对应的位置,这个过程始终保持最少一个气动手指夹持线缆,将套有两根热缩管的线缆夹持至后端生产,满足后续生产的需求。
附图说明
14.下面根据附图和实施例对本实用新型作进一步详细说明。
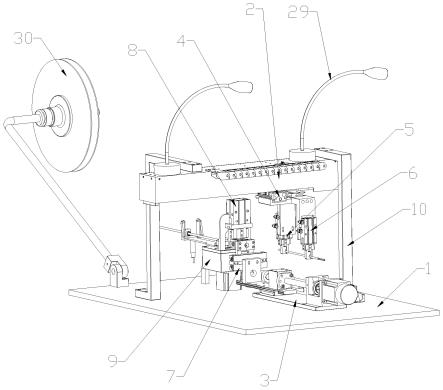
15.图1为实施例所述的一种多芯线机上的套热缩管机构的整体结构示意图;
16.图2为实施例所述的上移动模组的结构示意图;
17.图3为实施例所述的套管输送机构的结构示意图;
18.图4为实施例所述的下移动模组的结构示意图。
19.图1至图4中:
20.1、工作台;2、上移动模组;3、下移动模组;4、让位气缸;5、第一气动手指;6、第二气动手指;7、夹套管气缸;8、剪切气缸;9、套管输送机构;10、横梁架;11、夹套管块;12、导向喇叭口;13、套管输送电机;14、传送齿轮组;15、夹持轮;16、导孔;17、上移动电机;18、上螺杆;19、上螺母座;20、上导轨;21、上滑块;22、下移动电机;23、下螺杆;24、下螺母座;25、下导轨;26、下滑块;27、传感片;28、感应器;29、led照明灯;30、料盘;31、热缩管;32、线缆。
具体实施方式
21.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
22.如图1至图4所示,于本实施例中,一种多芯线机上的套热缩管机构,包括工作台1、上移动模组2、下移动模组3、让位气缸4、第一气动手指5、第二气动手指6、夹套管气缸7和剪切气缸8,所述工作台1上固定有套管输送机构9和横梁架10,所述剪切气缸8设置在所述套管输送机构9的末端,所述上移动模组2横向设置在所述横梁架10上,所述下移动模组3安装在所述工作台1上,所述上移动模组2的移动方向与所述下移动模组3的移动方向相互垂直,所述让位气缸4安装在所述上移动模组2的驱动端上,所述第一气动手指5与所述第二气动手指6分别位于所述让位气缸4的驱动端的两侧,所述夹套管气缸7安装在所述下移动模组3的驱动端上。
23.在前端的结构中,所述第一气动手指5与所述第二气动手指6先夹持住被剪切断开的线缆32,在所述上移动模组2的作用下,两个气动手指带动线缆32横向移动至所述夹套管气缸7的后方,然后所述让位气缸4的驱动端伸出,控制所述第一气动手指5与所述第二气动手指6向后让位给热缩管31,由所述下移动模组3控制所述夹套管气缸7的前后移动,所述夹套管气缸7夹持住从所述套管输送机构9伸出的第一根热缩管31,所述剪切气缸8对第一根热缩管31进行剪切,断开的第一根热缩管31被所述夹套管气缸7夹持,先打开所述第一气动手指5,所述夹套管气缸7带动第一根热缩管31套入在线缆32的中部,所述第一气动手指5夹
持回原来的位置,所述夹套管气缸7松开第一根热缩管31,打开的所述夹套管气缸7退回到原位,继续夹持住从所述套管输送机构9伸出的第二根热缩管31,所述剪切气缸8对第二根热缩管31进行剪切,断开的第二根热缩管31被所述夹套管气缸7夹持,再次打开所述第一气动手指5,所述夹套管气缸7带动第二根热缩管31套入在线缆32的中部,所述第一气动手指5夹持回原来的位置,然后所述第二气动手指6打开,所述夹套管气缸7在保持夹住第二根热缩管31并推动第一根热缩管31继续后移,所述让位气缸4回退至原位,所述第二气动手指6闭合,刚好能夹持住第二根热缩管31,所述夹套管气缸7松开并退回至等待夹持热缩管31的位置,所述让位气缸4伸出驱动端,防止结构上的误触,所述上将所述第一气动手指5与所述第二气动手指6共同夹持住的线缆32移动至后续加工的工位。
24.所述夹套管气缸7的驱动端上安装有夹套管块11,所述夹套管块11的中部设置有导向喇叭口12,在所述导向喇叭口12的导向下,线缆32能准确插入热缩管31中,不会发生倾斜或者偏移。
25.具体的,套管输送机构9上设置有套管输送电机13、传送齿轮组14、夹持轮15和导孔16,所述套管输送电机13的驱动端与所述传送齿轮组14传动连接,所述夹持轮15连接在所述传送齿轮组14上,所述导孔16位于所述套管输送机构9的前端,启动所述套管输送电机13,所述套管输送电机13将动力经过所述传送齿轮组14的传动后,使得所述夹持轮15对热缩管31夹持前移。
26.而且,所述上移动模组2上设置有上移动电机17、上螺杆18、上螺母座19、上导轨20和上滑块21,所述上移动电机17的驱动端与所述上螺杆18的端部连接,所述上螺母座19与所述上螺杆18螺纹传动连接,所述上螺母座19与所述上滑块21固定连接,所述上导轨20固定所述横梁架10上,所述上滑块21滑动在所述上导轨20上,所述让位气缸4固定在所述上螺母座19上。
27.所述下移动模组3上设置有下移动电机22、下螺杆23、下螺母座24、下导轨25和下滑块26,所述下移动电机22的驱动端与所述下螺杆23的端部连接,所述下螺母座24与所述下螺杆23螺纹传动连接,所述下螺母座24与所述下导轨25固定连接,所述下滑块26固定所述工作台1上,所述下滑块26滑动在所述下导轨25上,所述夹套管气缸7固定在所述下导轨25的前端上。
28.在上方的结构中,所述上移动电机17负责提供动力,经过所述上螺杆18和所述上螺母座19的相对移动,控制所述让位气缸4在左右方向上沿着所述上导轨20进行移动,便于把线缆32横向输送,在下方的结构中,所述下移动电机22负责提供动力,经过所述下螺杆23和所述下螺母座24的相对移动,控制所述夹套管气缸7在前后方向上沿着所述下导轨25进行移动,在所述夹套管气缸7夹持热缩管31的时候能够套在线缆32上。
29.所述上移动模组2与所述下移动模组3上还设置有传感片27和感应器28,所述传感片27与所述感应器28信号连接,利用所述感应器28感应所述传感片27的位置,控制所述让位气缸4和所述夹套管气缸7的移动位置,精准套管作业。
30.更具体的,所述横梁架10上安装有led照明灯29,在工作过程中,可以人为使用所述led照明灯29照明的情况下对生产过程进行观察,所述工作台1上安装有料盘30,所述料盘30中卷绕有热缩管31,整卷的热缩管31在所述料盘30中伸出,进入所述套管输送机构9中剪切与输送。
31.需要声明的是,上述具体实施方式仅仅为本实用新型的较佳实施例及所运用技术原理,在本实用新型所公开的技术范围内,任何熟悉本技术领域的技术人员所容易想到的变化或替换,都应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1