一种复合机头用挤出模具的制作方法
1.本实用新型涉及橡胶制品模压模具技术领域,更具体地说是一种复合机头用挤出模具。
背景技术:
2.橡胶胶条是一种条形的橡胶密封制品,应用于铁路机车、汽车、飞机、高层建筑、电冰箱及各种工业零件上,起防止外界灰尘、空气、水等进入系统的一种橡胶密封元件,橡胶胶条具有耐老化性、电绝缘性能优良、耐化学腐蚀性和较好的冲击弹性较等优点。
3.目前,现有的橡胶胶条制造方法有挤出成型连续硫化法、挤出成型硫化罐硫化法或模压成型硫化法,再利用模压成型硫化法。橡胶模压制品中,如若含有二种硬度(胶种)的产品在生产中,投料则相对繁琐,工艺较为复杂,且存在二次投料造成分层、开裂等缺陷。
技术实现要素:
4.1.实用新型要解决的技术问题
5.本申请旨在提供一种复合机头用挤出模具,其至少在一个方面比背景技术中说明的现有技术有利。
6.2.技术方案
7.为达到上述目的,本实用新型提供的技术方案为:
8.一种复合机头用挤出模具,包括在机头内由外至内竖向依序并列的底板、复合板和定型板,最外层底板的轴向上预留契合橡胶圈半成品下半部分竖截面形状的胶料a流道;中间层复合板的轴向上预留契合橡胶圈半成品上半部分竖截面形状的胶料b流道和供胶料a通过的胶料a通道;最内层定型板的轴向上预留契合橡胶圈半成品竖截面的成型出料孔;所述复合板的径向上,还预留有连通胶料b流道的胶料b注胶孔,具体操作中,硬度不同的胶料a、b分别通过挤出机a和挤出机b挤料至胶料a流道和胶料b流道后,再通过定型板定型,因为可以同时进料,生产的橡胶圈半成品在通过定型板挤压式定型,不会分层和开裂。
9.进一步的技术方案,胶料b流道和胶料a通道之间设置隔板,避免胶料a、b在复合板提前接触而在复合板中混合,进而导致进料不均。
10.进一步的技术方案,底板、复合板和定型板的周面上还设置有横向的适配定位销形状的定位槽,装配时,通过定位销和定位槽的配合,一步到位,操作简单快速。
11.进一步的技术方案,胶料a流道和胶料b流道分别对接挤出机a和挤出机b的出料口,分工协作,避免混淆。
12.3.有益效果
13.采用本实用新型提供的技术方案,与现有技术相比,具有如下有益效果:
14.本实用新型的复合机头用挤出模具,投料便捷,简化了生产工艺,并有效防止了硬度不同的双胶料胶圈产品因二次投料造成分层、开裂等缺陷。
附图说明
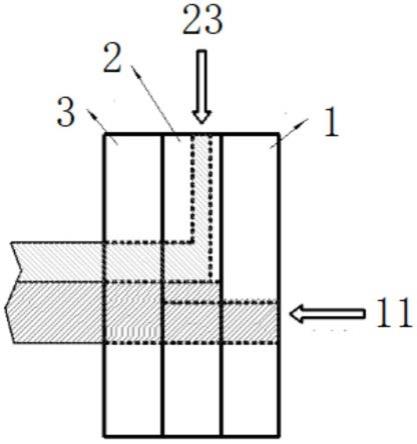
15.图1为本实用新型的复合机头用挤出模具轴向剖视结构示意图;
16.图2为本实用新型中的底板俯视结构示意图;
17.图3为图2的侧视图;
18.图4为本实用新型中的复合板俯视结构示意图;
19.图5为图4的侧视图;
20.图6为本实用新型中的定型板俯视结构示意图;
21.图7为图6的侧视图;
22.图8为本实用新型的使用状态示意图。
23.图中:1-底板;2-复合板;3-定型板;4-挤出机a;5-挤出机b;6-定位销;8-定位槽;11-胶料a流道;21-胶料b流道;22-胶料a通道;23-胶料b注胶孔;24-隔板;31-成型出料孔。
具体实施方式
24.为进一步了解本实用新型的内容,结合附图对本实用新型作详细描述。
25.实施例1
26.本实施例的复合机头用挤出模具,如图1至7所示,包括在机头内由外至内呈竖向依序并列的底板1、复合板2和定型板3,最外层底板1的轴向上预留契合橡胶圈半成品下半部分竖截面形状的胶料a流道11;中间层复合板2的轴向上预留契合橡胶圈半成品上半部分竖截面形状的胶料b流道21和供胶料a通过的胶料a通道22;最内层定型板3的轴向上预留契合橡胶圈半成品竖截面的成型出料孔31;所述复合板2的径向上,还预留有连通胶料b流道21的胶料b注胶孔23。
27.本实施例的复合机头用挤出模具,如图8所示,与接挤出机a4和挤出机b5装配后,硬度不同的胶料a、b分别通过挤出机a4和挤出机b5挤料至胶料a流道11和胶料b流道21后,再通过定型板3定型,因为可以同时进料,生产的橡胶圈半成品在通过定型板3挤压式定型,不会分层和开裂。
28.实施例2
29.本实施例的复合机头用挤出模具,基本结构同实施例1,不同和改进之处在于:胶料b流道21和胶料a通道22之间设置隔板24,避免胶料a、b在复合板2提前接触而在复合板2中混合,进而导致进料不均。
30.实施例3
31.本实施例的复合机头用挤出模具,基本结构同实施例2,不同和改进之处在于:底板1、复合板2和定型板3的周面上还设置有横向的适配定位销6形状的定位槽8,装配时,通过定位销6和定位槽8的配合,一步到位,操作简单快速。胶料a流道11和胶料b流道21分别对接挤出机a4和挤出机b5的出料口,两挤出机分工协作,分别将硬度不同的胶料a和b挤出至胶料a流道11和胶料b流道21中,避免胶料挤出时混淆。
32.以上示意性的对本实用新型及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
技术特征:
1.一种复合机头用挤出模具,其特征在于:包括在机头内由外至内呈竖向依序并列的底板(1)、复合板(2)和定型板(3),最外层底板(1)的轴向上预留契合橡胶圈半成品下半部分竖截面形状的胶料a流道(11);中间层复合板(2)的轴向上预留契合橡胶圈半成品上半部分竖截面形状的胶料b流道(21)和供胶料a通过的胶料a通道(22);最内层定型板(3)的轴向上预留契合橡胶圈半成品竖截面的成型出料孔(31);所述复合板(2)的径向上,还预留有连通胶料b流道(21)的胶料b注胶孔(23)。2.根据权利要求1所述的复合机头用挤出模具,其特征在于:所述胶料b流道(21)和胶料a通道(22)之间设置隔板(24)。3.根据权利要求1所述的复合机头用挤出模具,其特征在于:所述底板(1)、复合板(2)和定型板(3)的周面上还设置有横向的适配定位销(6)形状的定位槽(8)。4.根据权利要求1至3任一所述的复合机头用挤出模具,其特征在于:所述胶料a流道(11)和胶料b流道(21)分别对接挤出机a(4)和挤出机b(5)的出料口。
技术总结
本实用新型公开了一种复合机头用挤出模具,涉及橡胶制品模压模具技术领域。本实用新型包括在机头内由外至内竖向依序并列的底板、复合板和定型板,最外层底板的轴向上预留契合橡胶圈半成品下半部分竖截面形状的胶料A流道;中间层复合板的轴向上预留契合橡胶圈半成品上半部分竖截面形状的胶料B流道和供胶料A通过的胶料A通道;最内层定型板的轴向上预留契合橡胶圈半成品竖截面的成型出料孔;复合板的径向上,还预留有连通胶料B流道的胶料B注胶孔,具体操作中,硬度不同的胶料A、B分别通过挤出机A和挤出机B挤料至胶料A流道和胶料B流道后,再通过定型板定型,因为可以同时进料,生产的橡胶圈半成品在通过定型板挤压式定型,不会分层和开裂。分层和开裂。分层和开裂。
技术研发人员:胡勇 秦天伟 常勤辉
受保护的技术使用者:马鞍山宏力橡胶制品有限公司
技术研发日:2022.06.22
技术公布日:2022/10/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1